一种微波TR组件封装壳体结构及装配方法及其方法与流程
一种微波tr组件封装壳体结构及装配方法及其方法
技术领域
1.本发明涉及电子封装壳体结构技术领域,尤其涉及一种微波tr组件封装壳体结构及装配方法及其方法。
背景技术:
2.微波发送器与接收器(transmitter and receiver,缩略词为t/r)组件是有源相控阵雷达系统的最重要部件之一,t/r组件的体积、重量、电性能等直接决定了有源相控阵雷达信号接收和发射的各项技术指标。其中,t/r组件封装壳体是t/r组件的重要组成部分,不但起着承载元器件及基板的作用,还承担着接地、散热、密封保护等作用。
3.随着有源相控阵雷达高度集成化和模块化的发展,相控阵天线单元数量大,单元间距越来越小,内部器件集成度越来越高,输出功率越来越大,对t/r组件也提出了更高的要求,同时对t/r组件封装壳体的重量、强度、热膨胀系数、散热性、焊接性等性能都提出了更高的要求。
4.目前国内外常采用的壳体材料包括铝合金、可伐合金、钛合金、陶瓷、铝基碳化硅等,其中铝合金的热膨胀系数大,高密度集成的组件在使用过程中会产生热应力,导致芯片和基板疲劳开裂或电性能失效;可伐合金、钛合金等金属热导率低,不能满足散热要求,而且密度较大;而陶瓷的成本太高;铝基碳化硅膨胀系数可调,而且密度低、散热性好,是目前t/r组件壳体的理想材料。
5.同时,目前国内外常采用的t/r组件壳体与盖板密封焊接方法包括环氧胶粘接、软钎焊、平行缝焊、电子束焊接、激光封焊等,与其他密封方法相比较,激光封焊具有能量密度高、热影响区小、致密性好、易返修等优点,是t/r组件密封焊接的首选焊接方法。
6.但是由于铝基碳化硅材料无法用于激光焊接,导致最理想的材料和密封焊接方法不能同时兼容,因此限制了tr组件壳体的更进一步发展。
技术实现要素:
7.基于背景技术存在的技术问题,本发明提出了一种微波tr组件封装壳体结构及装配方法及其方法。
8.本发明提出的一种微波tr组件封装壳体结构,包括盖板、过渡环和底部壳体,所述盖板采用钛合金材料的薄板制造而成,所述过渡环采用钛合金材料的方框结构制造而成,所述底部壳体是采用铝基碳化硅材料的盒状结构制成,所述盖板和过渡环紧密贴合,且盖板和过渡环贴合位置为第二焊接部位,所述第二焊接部位采用激光焊接,所述过渡环与底部壳体紧密贴合,且过渡环与底部壳体箱贴合位置为第一焊接部位,所述第一焊接部位采用高温钎焊,所述盖板的中心位置上固定安装有单向排气阀,所述单向排气阀的底部延伸至底部壳体内,所述盖板的底部固定安装有密封垫,所述过渡环的顶部环形开设有环形密封槽,且密封垫的底部延伸至环形密封槽内并和环形密封槽相卡装。
9.优选地,所述盖板的厚度为1mm,所述过渡环的高度不小于3mm,所述过渡环的高度
不大于整个t/r组件壳体的厚度,所述过渡环各边框的宽度与对应的底部壳体各围框宽度一致,底部壳体尺寸根据组件设计确定。
10.优选地,所述盖板和过渡环的激光封焊部位第二焊接部位、过渡环与壳体的钎焊部位第一焊接部位的所有直角端全部加工成圆弧倒角。
11.优选地,所述过渡环加工时应留有至少1mm的余量用于与底部壳体焊接完成后的平整度修整。
12.优选地,所述盖板上分别设置有盖板侧面和盖板底面,所述过渡环上分别设置有过渡环下台阶面、过渡环上表面台阶面、过渡环上台阶侧面、过渡环下台阶上表面和过渡环下台阶侧面,所述底部壳体上分别设置有底部壳体围框台阶面、底部壳体围框台阶侧面和底部壳体围框台阶上表面。
13.一种微波tr组件封装壳体结构的装配方法,包括以下步骤:(a)将金锡焊料环放置于底部壳体围框台阶上表面c上;(b)将过渡环的过渡环下台阶面搭接在底部壳体围框台阶面上,过渡环的过渡环下台阶侧面与底部壳体围框台阶侧面贴合;(c)过渡环与底部壳体高温钎焊;(d)过渡环上过渡环上表面台阶面和过渡环上台阶侧面平整度精修;(e)t/r组件的基板、连接器、阻容件与壳体装配焊接;(f)进行封装壳体的气密性检测;(g)t/r组件的其他元器件微组装;并调试、测试;(h)待t/r组件调试合格,将盖板底面搭接在过渡环上表面台阶面上,盖板侧面与过渡环上台阶侧面贴合;(i)盖板与过渡环激光封焊;(j)进行整个t/r组件的气密性检测;(k)装配完成。
14.具体的,在步骤a中,焊料采用0.1mm的金锡焊料环,金锡焊料环的宽度略小于底部壳体围框台阶上表面103c的宽度。
15.具体的,在步骤c中,过渡环102与底部壳体103焊接设备采用真空钎焊炉,焊接时在过渡环102上方设置压块加固。
16.具体的,在步骤d中,过渡环上表面台阶面102b和过渡环上台阶侧面102c的平整度要求0.05mm。
17.具体的,在步骤f中,气密性检测采用氦气质谱检漏仪,不单检测过渡环102与底部壳体103的密封性,而且还检测各连接器装配的密封性。
18.本发明的有益效果是:1、本发明封装壳体将最理想的壳体封装材料和焊接封装方法充分结合,其中,铝基碳化硅材料用于底部壳体材料,散热性好,重量轻,热膨胀系数与基板、热沉等器件更接近,更适合焊接,过渡环和盖板采用钛合金材料,强度大,重量轻,更适合激光封焊,密封性更好。
19.2、本发明通过利用单向排气阀可以连接排气设备(附图纸未画出),而利用排气设备可以将壳体内空气排出,从而实现了壳体内处于真空状态,有效的防止了壳体内的电气元件出现氧化生锈的现象,无疑提高了壳体内的电气元件的使用寿命。
20.3、通过本发明设置有密封垫和环形密封槽可以大大提高了盖板和过渡环相连接的密封性能。
附图说明
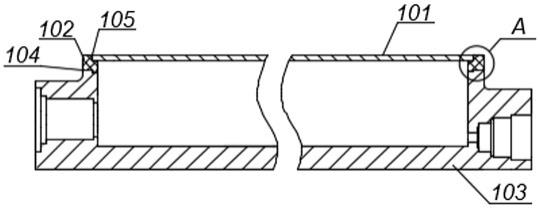
21.图1为本发明提出的一种微波tr组件封装壳体结构的主视结构示意图;图2为本发明提出的一种微波tr组件封装壳体结构的图1俯视结构示意图;图3为本发明提出的一种微波tr组件封装壳体结构的图1中的盖板主视结构示意图;图4为本发明提出的一种微波tr组件封装壳体结构的图1的a部分的放大结构示意图;图5为本发明提出的一种微波tr组件封装壳体结构的图4分解结构示意图。
22.图中:101盖板、101a盖板侧面、101b盖板底面、102过渡环、102a过渡环下台阶面、102b过渡环上表面台阶面、102c过渡环上台阶侧面、102d过渡环下台阶上表面、102e过渡环下台阶侧面、103底部壳体、103a底部壳体围框台阶面、103b底部壳体围框台阶侧面、103c底部壳体围框台阶上表面、104第一焊接部、105第二焊接部、106圆弧倒角、107密封垫、108环形密封槽、109单向排气阀。
具体实施方式
23.下面结合具体实施例对本发明作进一步解说。
实施例
24.参考图1-5,本实施例中提出了一种微波tr组件封装壳体结,包括盖板101、过渡环102和底部壳体103,盖板101采用钛合金材料的薄板制造而成,过渡环102采用钛合金材料的方框结构制造而成,底部壳体103是采用铝基碳化硅材料的盒状结构制成,盖板101和过渡环102紧密贴合,且盖板101和过渡环102贴合位置为第二焊接部位105,第二焊接部位105采用激光焊接,过渡环102与底部壳体103紧密贴合,且过渡环102与底部壳体103箱贴合位置为第一焊接部位104,第一焊接部位104采用高温钎焊,盖板101的中心位置上固定安装有单向排气阀109,单向排气阀109的底部延伸至底部壳体103内,盖板101的底部固定安装有密封垫107,过渡环102的顶部环形开设有环形密封槽108,且密封垫107的底部延伸至环形密封槽108内并和环形密封槽108相卡装。
25.本实施例中,盖板101的厚度为1mm,过渡环102的高度不小于3mm,过渡环102的高度不大于整个t/r组件壳体的厚度,过渡环102各边框的宽度与对应的底部壳体103各围框宽度一致,底部壳体103尺寸根据组件设计确定。
26.本实施例中,盖板101和过渡环102的激光封焊部位第二焊接部位105、过渡环102与壳体103的钎焊部位第一焊接部位104的所有直角端全部加工成圆弧倒角106。
27.本实施例中,过渡环102加工时应留有至少1mm的余量用于与底部壳体103焊接完成后的平整度修整。
28.本实施例中,盖板101上分别设置有盖板侧面101a和盖板底面101b,过渡环102上分别设置有过渡环下台阶面102a、过渡环上表面台阶面102b、过渡环上台阶侧面102c、过渡环下台阶上表面102d和过渡环下台阶侧面102e,底部壳体103上分别设置有底部壳体围框台阶面103a、底部壳体围框台阶侧面103b和底部壳体围框台阶上表面103c。
29.一种微波tr组件封装壳体结构的装配方法,包括以下步骤:(a)将金锡焊料环放置于底部壳体围框台阶上表面103c上;(b)将过渡环102的过渡环下台阶面102a搭接在底部壳体围框台阶面103a上,过渡环102的过渡环下台阶侧面102e与底部壳体围框台阶侧面103b贴合;(c)过渡环102与底部壳体103高温钎焊;(d)过渡环102上过渡环上表面台阶面102b和过渡环上台阶侧面102c平整度精修;(e)t/r组件的基板、连接器、阻容件与壳体装配焊接;(f)进行封装壳体的气密性检测;(g)t/r组件的其他元器件微组装;并调试、测试;(h)待t/r组件调试合格,将盖板底面101b搭接在过渡环上表面台阶面102b上,盖板侧面101a与过渡环上台阶侧面102c贴合;(i)盖板101与过渡环102激光封焊;(j)进行整个t/r组件的气密性检测;(k)装配完成。
30.具体的,在步骤a中,焊料采用0.1mm的金锡焊料环,金锡焊料环的宽度略小于底部壳体围框台阶上表面103c的宽度。
31.具体的,在步骤c中,过渡环102与底部壳体103焊接设备采用真空钎焊炉,焊接时在过渡环102上方设置压块加固。
32.具体的,在步骤d中,过渡环上表面台阶面102b和过渡环上台阶侧面102c的平整度要求0.05mm。
33.具体的,在步骤f中,气密性检测采用氦气质谱检漏仪,不单检测过渡环102与底部壳体103的密封性,而且还检测各连接器装配的密封性。
34.如图4和图5所示,过渡环102上表面和下表面均设有台阶,过渡环102上表面台阶尺寸与盖板101尺寸相配合,盖板101搭接在台阶上,过渡环102下表面台阶与底部壳体103围框上表面台阶相配合。
35.过渡环102上台阶侧面102c与盖板101侧面101a的高度相同,过渡环102的下台阶面102a与底部壳体围框台阶面103a的宽度相同,过渡环102的下台阶侧面102e的高度比底部壳体围框台阶侧面103b的高度高0.1mm,过渡环的下台阶上表面102d与底部壳体围框台阶上表面103c的宽度相同。
36.过渡环102下表面台阶102a、102d、102e进行镀覆处理;底部壳体围框上表面台阶103a、103b、103c进行镀覆处理。
37.表面镀覆采用镍金镀层。
38.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1