推力测试治具及芯片装片推力测试方法与流程
1.本技术涉及一种半导体技术领域,尤其涉及一种推力测试治具及芯片装片推力测试方法。
背景技术:
2.目前,在面板级封装(plp)的芯片装片推力测试中,由于载板较大,测试推力的机器的工作台尺寸有限,无法将载板直接置于测试推力的机器上。通常是将芯片装载到和载板等厚度的小钢片上,将小钢片置于测试推力的机器上进行测试。
3.由于小钢片需要手动装载,在装片头上的位置没法固定,因此在将芯片打到小钢片上的整个流程都是手动操作(装片台y向移动、装片头x向和z向移动均为手动移动),具体的工艺流程如图1中所示,通过手动操作将芯片打到小钢片上的整个工艺流程,操作不方便,严重的影响了工作效率。
4.并且,由于手动将芯片放置在装片头上,会出现芯片偏移的现象,即芯片的几何中心和装片头的几何中心不在一条直线上,使得每次装片给芯片的装片力有较大的偏差,在做推力测试时影响我们最终的推力值,影响推力测试的准确性。
技术实现要素:
5.本技术的一个方面提供一种推力测试治具,所述推力测试治所述推力测试治具包括母板和子板,所述子板可拆卸地嵌设于所述母板上,所述子板的上表面露出于所述母板的上表面,且与所述母板的上表面位于同一平面;
6.其中,至少所述子板用于贴装芯片,且贴装芯片后的所述子板用于进行芯片装片推力测试。
7.可选的,所述母板设有容置腔,所述子板嵌设于所述容置腔中;所述容置腔的深度小于所述母板的厚度;或,
8.所述容置腔的深度等于所述母板的厚度。
9.可选的,所述子板的外周缘设有第一连接部,所述容置腔的内壁上设置有与所述第一连接部匹配的第二连接部,所述第一连接部与所述第二连接部配合连接用于将所述子板固定在所述容置腔内。
10.可选的,所述子板的相对的两侧分别设有所述第一连接部,所述容置腔的侧壁上与所述第一连接部对应的位置设有所述第二连接部。
11.可选的,所述第一连接部和所述第二连接部中的其中一个为磁性部件,所述第一连接部和所述第二连接部中的另一个为导磁部件,所述导磁部件用于与相应的所述磁性部件吸合以将所述子板固定于所述容置腔;或者,
12.所述第一连接部为第一磁性部件,所述第二连接部为第二磁性部件,通过所述第二磁性部件与所述第一磁性部件吸合将所述子板固定在所述容置腔内。
13.可选的,所述子板的至少一侧设有突出与所述子板表面的凸起;所述容置腔的侧
壁上开设有与所述凸起对应的卡槽,所述凸起可卡设于所述卡槽,且通过固定件固定于所述卡槽中。
14.可选的,露出于所述母板的上表面的所述容置腔的外周缘开设有让位缺口。
15.可选的,所述子板的上表面设有定位孔,所述定位孔用于定位芯片的装片位置。
16.本技术的再一个方面提供一种芯片装片推力测试方法,其包括:
17.将所述推力测试治具放入芯片装片机进行自动定位及装片,所述芯片装片机至少在所述子板上进行装片;
18.所述芯片装片机完成装片后,将所述子板从所述母板上取下;
19.将取下的所述子板放入推拉力测试机构进行芯片装片推力测试。
20.可选的,在将所述推力测试治具放入芯片装片机进行装片之前,还包括:
21.在所述母板的上表面和所述子板的上表面上形成粘接层。
22.本技术实施例提供的上述推力测试治具及芯片装片推力测试方法,通过设置推力测试治具的具体结构,从而实现了机器自动化装片至待测试的子板上,保证了芯片装片的准确性,以及推力测试结果的准确性和可靠性;并且,提升了工作效率,节约了工作时间。
23.在作业时,直接将推力测试治具放入芯片装片机中,选用正常的装片程序即可自动完成装片工序。这样,完全通过芯片装片机自动完成移动以及装片工作,而避免了芯片在运载过程中手动操作带来的干扰,从而不会出现受力不均匀的情况。
附图说明
24.图1是现有技术中的芯片装片推力测试方法的流程图。
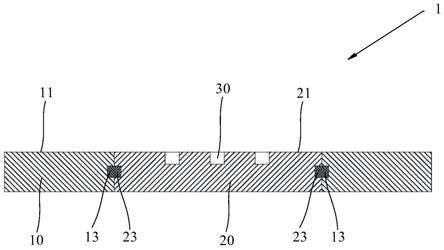
25.图2是根据本技术的实施例1提供的推力测试治具的局部俯视结构示意图。
26.图3是根据本技术的实施例1提供的推力测试治具的局部截面结构示意图。
27.图4是根据本技术的实施例1提供的推力测试治具的母板的局部截面结构示意图。
28.图5是根据本技术的实施例1提供的推力测试治具的子板的立体结构示意图。
29.图6是根据本技术的实施例1提出的芯片装片推力测试方法的流程图。
30.图7是根据本技术的实施例2提供的推力测试治具的局部截面结构示意图。
31.图8是根据本技术的实施例2提供的推力测试治具的母板的局部截面结构示意图。
32.图9是根据本技术的实施例2提供的推力测试治具的子板的立体结构示意图。
33.图10是根据本技术的实施例3提供的推力测试治具的局部俯视结构示意图。
34.图11是根据本技术的实施例3提供的推力测试治具的局部截面结构示意图。
35.图12是根据本技术的实施例3提供的推力测试治具的母板的局部截面结构示意图。
具体实施方式
36.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本技术的一些方面相一致的装置和方法的例子。
37.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。
除非另作定义,本技术使用的技术术语或者科学术语应当为本技术所属领域内具有一般技能的人士所理解的通常意义。本技术说明书以及权利要求书中使用的“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个。“多个”表示两个或两个以上。“包括”或者“包含”等类似词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而且可以包括电性的连接,不管是直接的还是间接的。“上”和/或“下”等类似词语只是为了便于说明,而并非限于一个位置或者一种空间定向。在本技术说明书和所附权利要求书中所使用的单数形式的“一种”、“所述”和“该”也旨在包括多数形式,除非上下文清楚地表示其他含义。还应当理解,本文中使用的术语“和/或”是指并包含一个或多个相关联的列出项目的任何或所有可能组合。
38.实施例1
39.请结合图2至图5予以理解,本实施例提供一种推力测试治具1。该推力测试治具1包括母板10和子板20,子板20可拆卸地嵌设于母板10上,且子板20的上表面21露出于母板10的上表面11,并与母板10的上表面11位于同一平面。其中,至少子板20用于贴装芯片,且贴装芯片后的子板20用于进行芯片装片推力测试。
40.母板10设有容置腔12,子板20可拆卸地嵌设于容置腔12中;容置腔12的深度d等于母板10的厚度t。即,容置腔12贯穿母板10设置。
41.子板20的外周缘设有第一连接部23,容置腔12的内壁上设置有与第一连接部23匹配的第二连接部13,第一连接部23与第二连接部13配合连接用于将子板20固定在容置腔12内。
42.具体的,第一连接部23为磁性部件,第二连接部13为导磁部件,所述导磁部件用于与相应的所述磁性部件吸合以将子板20固定于容置腔12中。也可以是,第一连接部23为所述导磁部件,第二连接部13为所述磁性部件。
43.还可以通过设置母板10的材料为金属材料,而将整个母板10作为导磁部件,子板20上的第一连接部23为磁性部件,从而实现将子板20固定于容置腔12中。或者,设置子板20的材料为金属材料,而将整个子板20板作为导磁部件,母板10上的第二连接部13为磁性部件,从而实现将子板20固定于容置腔12中。
44.可选的,第一连接部23为第一磁性部件,第二连接部13为第二磁性部件,通过所述第一磁性部件与所述第一磁性部件吸合将将子板20固定于容置腔12中。
45.在本实施例中,子板20的相对的两侧分别设有第一连接部23,容置腔12的侧壁121上与第一连接部23对应的位置设有第二连接部12。
46.较佳的,子板20的单侧所设置的第一连接部23的数量为多个,相应的,容置腔12的侧壁121上设置的第二连接部12的数量也为多个,以便更为牢固的将子板20固定在容置腔12内。
47.子板20的上表面21设有定位孔30,定位孔30用于定位芯片的装片位置。定位孔30的孔间距、孔径和排布与进行正式生产中的载板上的完全一致。母板上也可以设置定位孔30,。
48.可选的,露出于母板10的上表面11的容置腔12的外周缘开设有让位缺口。具体内容可以参与实施例3。
49.本实施例通过设置推力测试治具的具体结构,从而实现了机器自动化装片至待测试的子板上,保证了芯片装片的准确性,以及推力测试结果的准确性和可靠性;并且,提升了工作效率,节约了工作时间。
50.图6是根据本技术的实施例提出的应用上述推力测试治具的芯片装片推力测试方法的流程图。如图6所示,所述芯片装片推力测试方法包括以下步骤:
51.步骤100:将推力测试治具放入芯片装片机进行自动定位及装片,所述推力测试治具包括母板和子板,所述子板嵌设于所述母板上,且所述子板的上表面露出于所述母板的上表面,并与所述母板的上表面位于同一平面,所述芯片装片机至少在所述子板上进行装片;
52.步骤200:所述芯片装片机完成装片后,将所述子板从所述母板上取下;
53.步骤300:将取下的所述子板放入推拉力测试机构进行芯片装片推力测试。
54.本实施例的芯片装片推力测试方法,通过设置推力测试治具的具体结构,从而实现了机器自动化装片至待测试的子板上,保证了芯片装片的准确性,以及推力测试结果的准确性和可靠性;并且,提升了工作效率,节约了工作时间。
55.在作业时,直接将推力测试治具放入芯片装片机中,选用正常的装片程序即可自动完成装片工序。这样,完全通过芯片装片机自动完成移动以及装片工作,而避免了芯片在运载过程中手动操作带来的干扰,从而不会出现受力不均匀的情况。
56.在步骤100前,还包括:在所述母板的上表面和所述子板的上表面上形成粘接层,以在芯片装片机装片时,方便将芯片固定在所述母板的上表面和所述子板的上表面。
57.需要说明的是,所述子板的设置方式与进行正式生产中的载板完全一样,如所述子板的材质、厚度等,因此,可以理解为所述子板就是正式生产中的载板的一部分,可以通过提前调整装片位置的设定,使得芯片可以直接采用自动作业(自动定位以及装片)的方式装载在所述子板上,装载完毕后将小钢片取出就可以方便的进行推力测试,从而保证了推力测试所做的实验的正确性。
58.实施例2
59.如图7至图9所示,本实施例的推力测试治具1的结构与实施例1中的推力测试治具1的结构基本相同,其不同的之处在于,子板20与母板10的具体固定方式不同。
60.具体的,子板20的两侧设有突出与子板20表面的凸起24;母板10的容置腔12的侧壁121上开设有与凸起24对应的卡槽14,凸起24可卡设于卡槽14,且通过固定件40固定于卡槽14中。具体的,固定件40为紧定螺钉。通过固定件40固定凸起24于卡槽14中的方式,能够起到方便拆卸子板20的有益效果。
61.较佳的,子板20的单侧所设置的凸起24的数量为多个,相应的,容置腔12的侧壁121上开设的卡槽14的数量也为多个,以便更为牢固的将子板20固定在容置腔12内。
62.实施例3
63.如图10至图12所示,本实施例的推力测试治具1的结构与实施例1中的推力测试治具1的结构基本相同,其不同的之处在于,容置腔12的深度d小于所述母板的厚度t。即,容置腔12设有底面122。
64.在本实施例中,将子板20上的第一连接部23设置在子板20的底部,相对应的在容置腔的底面122的对应位置设置第二连接部13,以实现将子板20固定于容置腔12中。
65.可选的,露出于母板10的上表面11的容置腔12的外周缘开设有让位缺口15,以在装片完成后,方便用夹子将子板20从母板10的容置腔12中取出。
66.在本技术中,所述推力测试治具的实施例在不冲突的情况下,可以互为补充。
67.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1