水轮发电机组定子定位筋安装精密测量方法与流程
[0001]
本发明属于水轮发电机组接力器安装技术领域,涉及一种水轮发电机组定子定位筋安装精密测量方法。
背景技术:
[0002]
在水轮发电机组定子装配工作中,大尺寸水轮发电机组中发电机定子定位筋数量众多,安装精度要求高,定位筋安装是一项安装精度要求高、施工工艺复杂的工作。定位筋安装过程中,需要检测其分布半径、径向偏差、轴向偏差、以及弦距等各项精度指标,例如,洪屏电站定子定位筋安装精度要求:半径
±
0.20mm,扭斜
±
0.10mm,径向、轴向倾斜
±
0.15mm,在同一高度上的弦距偏差
±
0.25mm,累积偏差
±
0.4mm。
[0003]
在现行的定位筋安装测量工作中,首根定位筋(基准筋)分布半径采用接杆式内径千分尺量测,其它定位筋的分布半径根据基准筋的半径,利用安装在测圆架横臂前端的百分表量测间接得到;扭斜采用测圆架检测;径向及轴向偏差采用悬挂重锤线电测法检测。检测定位筋径向偏差时,重锤线悬挂在其中线与定子中心线之间;检测定位筋轴向偏差时,重锤线悬挂在其左侧或右侧(在定子内部,面向基准筋分左右)。由于油桶的影响,无法检测定位筋下层环板处的径向和轴向偏差。这种测量方法的作业效率、测量精度及可靠性都不高,对定子装配工作的工期和工作质量影响较大。
技术实现要素:
[0004]
本发明所要解决的技术问题是提供一种水轮发电机组定子定位筋安装精密测量方法,快速高效、高精度地测量发电机定子定位筋安装位置和姿态,为现场安装工作提供实时、准确的测量服务。
[0005]
为解决上述技术问题,本发明所采用的技术方案是:一种水轮发电机组定子定位筋安装精密测量方法,它包括如下步骤:步骤1,设定定子装配施工测量控制网;步骤1-1,定子机座边焊接边布设测量控制网;控制网包络定子装配整个施工空间;步骤2,定位筋安装测量点设定;步骤2-1,控制网坐标系原点位于机座环板拟合中心,z轴竖直向上,x轴指向首根定位筋,参考高程为机座下部环板平均高程;步骤2-2,边装配边监测机座变形;步骤3,定位筋安装测量;步骤3-1,将步骤1和步骤2中的测量控制网和坐标点录入到设计图中;步骤3-2,将设计图导入空间分析软件;步骤3-3,根据施工需要测量定位筋各项形位公差参数,配合定位筋与环板安装。
[0006]
步骤1-1中:测量控制网是将多个靶球布设在各层环板之间的定位筋的两侧。
[0007]
步骤1-1中:在定位筋焊接前,与定位筋一侧的侧板与环板搭接,使定位筋处于悬
挂状态。
[0008]
步骤2-2中:采用三维激光跟踪测量靶球,在装配时发现机座变形时,采用间隔错位组装定位筋。
[0009]
步骤3-2中:空间分析软件为spatialanalyzer。
[0010]
空间分析软件为spatialanalyzer计算得出行为公差参数主要包括逐点测量模块和批量计算模块。
[0011]
逐点测量模块,用于现场实时调整定位筋的位置与姿态。
[0012]
批量计算模块,用于测量数据的批量处理与测量成果表的输出。
[0013]
一种水轮发电机组定子定位筋安装精密测量方法,采用将装配施工控制网录入设计图,利用空间数据分析软件导入设计图,三维激光跟踪测量靶球,实施监控定位筋安装位置、扭斜、径向偏差及轴向偏差等各项参数,实现了定位筋各项安装形位公差参数的实时检测与输出。本发明克服了原水轮发电机组定子定位时繁复的计算过程的问题,具有实现定子定位筋安装位置及姿态的精确测量,提高了定位筋安装工作的精度和作业效率的特点。
附图说明
[0014]
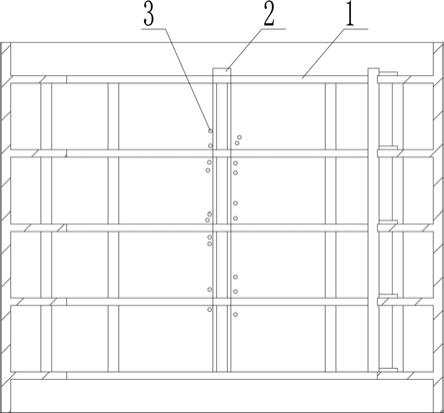
下面结合附图和实施例对本发明作进一步说明:图1为本发明水轮发电机组定子的结构示意图。
[0015]
图2为图1的俯视示意图。
[0016]
图3为图2的a-a处剖视示意图。
[0017]
图4为本发明定位筋的结构示意图。
[0018]
图中:定位筋1,侧板11,环板2,靶球3。
具体实施方式
[0019]
如图1~图4中,一种水轮发电机组定子定位筋安装精密测量方法,它包括如下步骤:步骤1,设定定子装配施工测量控制网;步骤1-1,定子机座边焊接边布设测量控制网;控制网包络定子装配整个施工空间;步骤2,定位筋安装测量点设定;其目的在于利用已布设完成的测量控制网设置激光跟踪仪,然后根据现场安装工作的需要,测量定位筋各项安装精度指标。
[0020]
步骤2-1,控制网坐标系原点位于机座环板2拟合中心,z轴竖直向上,x轴指向首根定位筋1,参考高程为机座下部环板2平均高程;步骤2-2,边装配边监测机座变形;步骤3,定位筋安装测量;步骤3-1,将步骤1和步骤2中的测量控制网和坐标点录入到设计图中;步骤3-2,将设计图导入空间分析软件;其目的在于使得现场测量与数据分析工作更加顺畅,为定位筋安装提供了实时测量服务。
[0021]
步骤3-3,根据施工需要测量定位筋1各项形位公差参数,配合定位筋1与环板2安装。
[0022]
步骤1-1中:测量控制网是将多个靶球3布设在各层环板2之间的定位筋1的两侧。
其目的在于便于激光跟踪仪设站灵活、转站方便,减少了对现场安装工作的干扰。
[0023]
步骤1-1中:在定位筋1焊接前,与定位筋1一侧的侧板11与环板2搭接,使定位筋1处于悬挂状态。
[0024]
步骤2-2中:采用三维激光跟踪测量靶球3,在装配时发现机座变形时,采用间隔错位组装定位筋1。其目的在于引入三维激光跟踪测量技术替代测圆架机械式的测量设备及工器具,以及重锤线电测法,极大地提高了测量精度和可靠性,提高了作业效率。
[0025]
步骤3-2中:空间分析软件为spatialanalyzer。此软件封装了繁复的计算过程,极大地简化了现场测量工作,并实现了测量成果的实时处理与输出,避免由于激光跟踪仪软硬件系统的特性,在现场测量过程中,需要对测量值作繁复的处理才能得到定位筋安装的形位公差参数。
[0026]
空间分析软件为spatialanalyzer计算得出行为公差参数主要包括逐点测量模块和批量计算模块。
[0027]
逐点测量模块,用于现场实时调整定位筋1的位置与姿态。
[0028]
批量计算模块,用于测量数据的批量处理与测量成果表的输出。极大地简化了现场测量工作,并实现了测量成果的实时处理与输出。
[0029]
上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本申请中的实施例及实施例中的特征在不冲突的情况下,可以相互任意组合。本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1