一种多功能转子动平衡工装的制作方法
[0001]
本发明涉及一种多功能转子动平衡工装。
背景技术:
[0002]
叶轮为高速旋转件,在装配前,都要进行动平衡校核,以降低叶轮的不平衡量,从而降低叶轮工作过程中引起的振动,提高工装运行的稳定性。
[0003]
请参阅图1,传统的动平衡工装包括动平衡支架1
′
、设置在动平衡支架1
′
上的转子中间的芯轴2
′
以及套在芯轴2
′
上的叶轮3
′
,叶轮3
′
和芯轴2
′
通过键4
′
与键槽的配合连接,并通过螺母5
′
和垫片6
′
锁紧;由于叶轮3
′
与芯轴2
′
装配间隙的原因,导致叶轮3
′
在进行动平衡之前处于偏心状态。动平衡去重完成后重新装配,由于装配间隙位置,大小的改变,叶轮3
′
重新处于不平衡状态。此现象对于振动噪声要求较高的设备尤为明显。
[0004]
如果在叶轮3
′
的轮毂和芯轴2
′
之间采用过盈配合或者过渡配合,则对叶轮3
′
的装配带来了极大的难度。此外这种动平衡工装通常通用性较差,对于轮毂直径或长度不同的叶轮,很难重复利用。
[0005]
因此针对以上种种弊端,必须发明出一种通用性更强,调整精度更高的动平衡工装,以保证叶轮的动平衡精度。
技术实现要素:
[0006]
本发明的目的是克服现有技术的缺陷,提供一种多功能转子动平衡工装,加工简单,操作方便,通用性更强,调整精度更高,可以保证叶轮的动平衡精度。
[0007]
实现上述目的的技术方案是:一种多功能转子动平衡工装,包括动平衡支架、锥形芯轴、锥形螺母、锁紧螺母和叶轮,其中:
[0008]
所述锥形芯轴纵向设置在所述动平衡支架上;
[0009]
所述锥形芯轴包括从前至后依次相连的芯轴前段、芯轴锥形段和芯轴后段,所述芯轴锥形段的外圆周面为前大后小的第一圆锥面;所述芯轴后段上设置有外螺纹;
[0010]
所述锥形螺母和锁紧螺母一前一后地套接在所述锥形芯轴的芯轴后段上,且所述锥形螺母的外圆周面为前小后大的第二圆锥面;
[0011]
所述叶轮的轮毂套接在所述锥形芯轴上,且所述叶轮的轮毂卡在所述芯轴锥形段和锥形螺母之间,所述第一圆锥面插入在所述叶轮的轮毂的前端并与之相配合,所述第二圆锥面插入在所述叶轮的轮毂的后端并与之相配合。
[0012]
上述的一种多功能转子动平衡工装,其中,第一圆锥面和第二圆锥面的角度分别为45
°
。
[0013]
上述的一种多功能转子动平衡工装,其中,所述锥形螺母的内表面的前端呈前大后小的第三圆锥面,所述第三圆锥面的角度为45
°
。
[0014]
本发明的多功能转子动平衡工装,加工简单,操作方便,通用性更强,调整精度更高,可以保证叶轮的动平衡精度。
附图说明
[0015]
图1为传统的动平衡工装的结构示意图;
[0016]
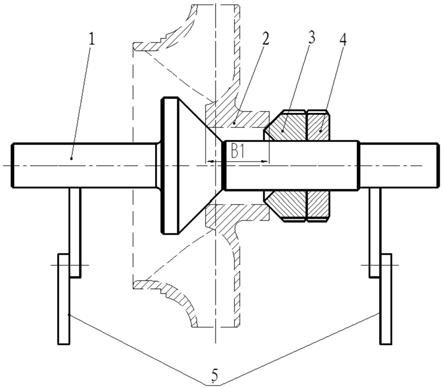
图2为本发明的多功能转子动平衡工装的结构图;
[0017]
图3为本发明的多功能转子动平衡工装的锥形芯轴的结构图;
[0018]
图4为本发明的多功能转子动平衡工装的锥形螺母的结构图。
具体实施方式
[0019]
为了使本技术领域的技术人员能更好地理解本发明的技术方案,下面结合附图对其具体实施方式进行详细地说明:
[0020]
请参阅图2、图3和图4,本发明的最佳实施例,一种多功能转子动平衡工装,包括动平衡支架5、锥形芯轴1、锥形螺母3、锁紧螺母4和叶轮2。
[0021]
锥形芯轴1纵向设置在动平衡支架5上;锥形芯轴1包括从前至后依次相连的芯轴前段11、芯轴锥形段12和芯轴后段13,芯轴锥形段12的外圆周面为前大后小的第一圆锥面a,芯轴后段13上设置有外螺纹;锥形螺母3和锁紧螺母4一前一后地套接在锥形芯轴1的芯轴后段13上,且锥形螺母3的外圆周面为前小后大的第二圆锥面b;锥形螺母3的内表面的前端呈前大后小的第三圆锥面c,第一圆锥面a的角度α、第二圆锥面b的角度β和第三圆锥面c的角度γ分别为45
°
。
[0022]
叶轮2的轮毂套接在锥形芯轴1上,且叶轮2的轮毂卡在芯轴锥形段12和锥形螺母3之间,第一圆锥面a插入在叶轮2的轮毂的前端并与之相配合,第二圆锥面b插入在叶轮1的轮毂的后端并与之相配合。锁紧螺母4用于将锥形螺母3拧紧。
[0023]
本发明的多功能转子动平衡工装,锥形芯轴1设置在转子的中间的芯轴,在使用时,转子通过锥形芯轴1放置于动平衡支架5的两侧支撑上,并保证了转子的精度要求,叶轮卡在芯轴锥形段12和锥形螺母3之间,第一圆锥面a插入在叶轮2的轮毂的前端并与之相配合,第二圆锥面b插入在叶轮1的轮毂的后端并与之相配合,可以避免因安装间隙造成偏心,轮毂直径或长度不同的叶轮都适用,测试范围宽,通用性及适用性更强。
[0024]
通常情况下,叶轮前后端面轮毂倒角45
°
,第一圆锥面a与第二圆锥面b加工角度为水平夹角α、β分别为45
°
,两者相互匹配,提高了叶轮安装的稳定性和扭矩传递效果。第三圆锥面c与第一圆锥面a相互平行,防止当叶轮轮毂长度过小时,锥形螺母3与第一圆锥面a发生碰撞。
[0025]
叶轮安装时,将锥形芯立式放置,轴叶轮通过锥形芯轴1的第一圆锥面a与锥形螺母3的第二圆锥面b固定,第一圆锥面a与第二圆锥面b分别于叶轮前端轮毂倒角和叶轮后端轮毂倒角配合。并在锥形螺母3与锁紧螺母4的作用下,与整个转子成为一体,避免了叶轮安装过程中因轮毂与芯轴间隙造成的安装偏心。
[0026]
锥形螺母3与锥形芯轴1上的细牙螺纹配合,锥形螺母3上加工有方便装夹紧固扳手的装夹面,用以将叶轮2固定在芯轴上,并通过锁紧螺母4加以紧固。芯轴采用20cr调制处理,螺母材料采用45钢。各零部件贮存期间涂抹防锈油,防止长期放置造成的腐蚀。
[0027]
将装夹完成后的工装放置与动平衡机支架5上,按要求进行动平衡试验。
[0028]
试验完成后对动平衡工装进行拆解,先将锁紧螺母4拆除,再拆除锥形螺母3,然后小心取出叶轮。
[0029]
本发明的多功能转子动平衡工装,锥形芯轴1的第一圆锥面a的大端的直径为d1,锥形螺母3大端的直径为d4,小端的直径为d3,该多功能转子动平衡工装适合轮毂叶轮直径范围:d=min{d1,d4}~d3;叶轮轮毂的长度b1由锥形芯轴的芯轴后段13上的外螺纹的长度b2决定,适用范围较宽。
[0030]
综上所述,本发明的多功能转子动平衡工装,加工简单,操作方便,通用性更强,调整精度更高,可以保证叶轮的动平衡精度。
[0031]
本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1