一种锁紧装置的振动试验工装及方法与流程
1.本发明属于振动试验技术领域,具体涉及一种锁紧装置的振动试验工装及方法。
背景技术:
2.锁紧装置是为一体化设备配套的装置,作为一体化设备的一部分,用以实现惯性测量组件与惯组机箱之间的机械锁紧,实现定位和锁紧,可承受相应量级的振动、冲击、过载等力学环境,保证惯性测量组件与惯组机箱之间的可靠锁紧。锁紧装置包括基座体、定齿盘和控制板等元件,采用一对啮合的齿盘作为定位元件,通过传动机构驱动齿盘啮合,用以实现惯性测量组件与惯组机箱之间的机械锁紧。
3.振动工装是针对这一锁紧装置配套设计的工艺装备,采用振动负载、光轴、轴承座、轴承、堵头的结构模拟惯性测量组件与惯组机箱,在工装上可通过控制系统完成锁紧装置的锁紧和解锁,锁紧装置具备自锁功能,将工装与锁紧装置整体安装于振动工作台上,在锁紧状态下进行随机振动,根据试验大纲要求观察振动图谱,不同频率下的振动量级能否满足大纲要求。
4.目前,现有的振动试验工装很难实现对锁紧装置x、y、z三个方向上的随机振动试验。
技术实现要素:
5.本发明的目的提供一种能够模拟惯性测量组件与惯组机箱的环境,完成锁紧装置的三个方向随机振动试验的锁紧和解锁的锁紧装置的振动试验工装及方法。
6.本发明解决其技术问题所采用的技术方案是:
7.一种锁紧装置的振动试验工装,包括转接板、安装在所述转接板上的振动工装台体、通过轴承转动连接在所述振动工装台体的腔体内部的光轴以及固定在所述光轴外侧的振动负载;所述振动工装台体的上下表面至少一个面设置有安装凹槽和电机凹槽,所述振动工装台体与待测锁紧装置的基座体之间设置有用于观察的宽通槽。
8.进一步地,所述振动工装台体的上下表面均开设有安装凹槽和电机凹槽。
9.进一步地,所述宽通槽的槽宽为20mm。
10.进一步地,所述振动工装台体与所述光轴相对应的位置一侧安装有轴承座,其另一侧安装有堵头。
11.进一步地,所述振动工装台体上设置有多个与待测锁紧装置相连接的螺纹孔。
12.锁紧装置的振动试验方法,包括以下步骤:
13.s1,将锁紧装置的定齿盘粗固定在振动负载上,使定齿盘能够轻微摆动;
14.s2,将锁紧装置的基座体粗固定在振动工装台体上,使基座体能够轻微摆动;
15.s3,将锁紧装置的控制板固定在安装凹槽处,连接锁紧装置机械系统和控制板,并连接电源、计算机,给锁紧装置通电,使用上位机程序锁紧上下齿盘;
16.s4,确认锁紧状态齿盘啮合合格后,通电解锁齿盘,拆下基座体,拧紧定齿盘上的
螺钉,在此过程中压住齿盘,防止齿盘位置发生移动;
17.s5,装上基座体,通过螺钉粗固定,再次锁紧齿盘,调整好齿盘位置;紧固螺钉,再锁紧解锁一次,确认齿盘啮合准确;
18.s6,将转接板固定于振动台面上,将安装完毕的工装与锁紧装置一同固定于转接板上,之后断开串口线,对工装、锁紧装置整体进行随机振动;
19.s7,振动结束之后,通电,对锁紧装置执行解锁、锁紧的命令,通过上位机软件检查锁紧、解锁时间是否满足大纲要求,并记录相应过程的电流,同时,再确认锁紧装置与振动工装台体的固定有无松动,完成一次振动试验。
20.进一步地,上述s3中,拨动所述振动负载使定齿盘保持垂向位置,从所述宽通槽处观察齿盘啮合情况,保证各个齿啮合紧密一致,无较大间隙。
21.更进一步地,上述s6中串口线为锁紧装置及控制板与电源连接线,与电源相连,通电锁紧、解锁之前将串口线连接到控制板,试验之前将串口线与控制板断开。
22.本发明的一种锁紧装置的振动试验工装及方法的有益效果是:
23.1、本发明的工装和方法实现锁紧装置在x、y、z三个垂直方向随机振动的试验,在三个方向上均设计有螺孔与转接板配合固定,并留出控制板安装凹槽和电机凹槽,另外,在基座体处工装留出宽通槽,方便观察和检查两齿盘啮合锁紧情况,增加了操作的便捷性。
24.2、本发明实用性强,方便易于安装,依靠模拟振动负载为基础,可同时安装两台锁紧装置,提升试验效率,并能与振动台可靠固定,保证安全性。且操作简单易实现,能有效模拟惯组,具备一定的刚性,能承受住一定量级的振动。对零部件及机械加工精度要求不高,成本低廉。
附图说明
25.下面结合附图和具体实施方式对本发明作进一步详细的说明。
26.图1是本发明实施例的锁紧装置的结构示意图;
27.图2是本发明实施例的振动工装与锁紧装置的安装示意图;
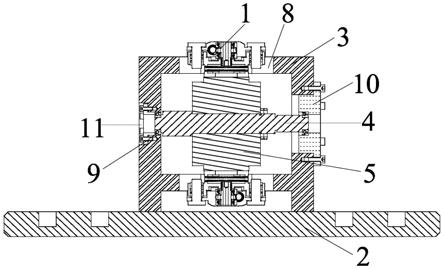
28.图3是图2的剖视图;
29.图4是本发明实施例的振动试验方法的流程图。
30.图中:1、锁紧装置,11、定齿盘,12、基座体,13、控制板,2、转接板,3、振动工装台体,4、光轴,5、振动负载,6、安装凹槽,7、电机凹槽,8、宽通槽,9、轴承,10、轴承座,11、堵头。
具体实施方式
31.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
32.如图1
‑
图4所示的本发明的一种锁紧装置的振动试验工装及方法的具体实施例,包括转接板2、安装在转接板2上的振动工装台体3、通过轴承9转动连接在振动工装台体3的腔体内部的光轴4以及固定在光轴4外侧的振动负载5;振动工装台体3的上下表面至少一个面设置有安装凹槽6和电机凹槽7,振动工装台体3与待测锁紧装置1的基座体12之间设置有用于观察的宽通槽8。本发明实施例中振动工装台体3的上下表面均开设有安装凹槽6和电机凹槽7,可同时对两台锁紧装置1进行振动试验,提升试验效率。
33.如图2所示的宽通槽8的槽宽为20mm,振动工装台体3与光轴4相对应位置的一侧安装有轴承座10,其另一侧安装有堵头11。光轴4的一端通过轴承座10安装在振动工装台体3上,其另一端相对应的振动工装台体3上利用堵头11进行防尘密封。本发明实施例中在振动工装台体3上设置有多个与待测锁紧装置1相连接的螺纹孔。在锁紧装置1的定齿盘11、基座体12以及控制板13上设置有螺纹孔,在振动负载5上开设也有与定齿盘11上的螺纹孔的相对应的螺纹孔,在振动工装台体3上开设有与基座体12上的螺纹孔相对应的螺纹孔,在振动工装台体3的上下表面上开设有与控制板13上的螺纹孔相对应的螺纹孔。其振动负载5与定齿盘11之间、振动工装台体3与基座体12之间以及控制板13与振动工装台体3的上下表面之间均通过六角螺钉连接。
34.堵头11、轴承座10分别通过6个内六角圆柱头螺钉固定在振动工装台体3上,另外,光轴4两端装入深沟球轴承9中,实现过盈配合,振动负载5及光轴4通过轴承9可360
°
转动,锁紧装置1定齿盘11通过4个内六角圆柱头螺钉固定在振动负载5上、下位置,在垂直位置时控制锁紧装置1升降齿盘与定齿盘11啮合,实现模拟振动负载5可靠锁紧。
35.通过转接板2与振动工装台体3固定并紧密固定在振动台面,而锁紧装置1安装在工装台体相对上下两面,通过调整工装系统朝向,可实现x、y、z三个垂直方向振动。振动工装台体通过转接板连接在用于振动试验的工作台上,转接板与振动工装台体上设置有x、y、z三个方向连接相对应的孔位,用于振动实验的工作台为现有技术,此处不做详细说明。
36.本发明实施例采用锁紧装置1振动试验工装的振动试验方法,包括以下步骤:
37.s1、首先安装锁紧装置1,将锁紧装置1的定齿盘11置于振动负载5上,其定齿盘11四个沉孔与振动负载5上相匹配的螺纹孔对齐,用内六角圆柱头螺钉粗固定,使定齿盘11能够轻微摆动。
38.s2、将锁紧装置1的基座体12安装于工装对应位置,基座体12上四个通孔与工装台体上相匹配的螺纹孔对齐,用内六角圆柱头螺钉粗固定,使基座体12能够轻微摆动。
39.s3、将锁紧装置1的控制板13用四个开槽盘头螺钉、垫圈固定在工装凹槽处,连接锁紧装置1机械系统和控制板13,并连接电源、计算机,给锁紧装置1通电,使用上位机程序锁紧上下齿盘,其中要注意拨动振动负载5使定齿盘11保持垂向位置,从缺口处观察齿盘啮合情况,要求各个齿啮合紧密一致,无较大间隙。
40.s4、确认锁紧状态齿盘啮合合格后,通电解锁齿盘,拆下基座体12,拧紧定齿盘11上的螺钉,在此过程注意压住齿盘,防止齿盘位置发生移动。
41.s5、装上基座体12,安装螺钉粗固定,再次锁紧齿盘,调整好齿盘位置,再紧固螺钉。最后再锁紧解锁一次,确认齿盘啮合准确。
42.按上述s1
‑
s5的步骤将振动工装平台另外一侧的锁紧装置1安装到位。
43.s6、将转接板2固定于振动台面上,将安装完毕的工装与锁紧装置1一同放置于转接板2上,用内六角圆柱头螺钉固定。之后断开串口线,对工装、锁紧装置1整体进行随机振动。
44.其中串口线为锁紧装置1及控制板13与电源连接线,与电源相连,通电锁紧、解锁之前须将串口线连接到控制板13,试验之前须断开。
45.s7、每次振动结束之后,须通电,对锁紧装置1执行解锁、锁紧的命令,通过上位机软件检查锁紧、解锁时间是否满足大纲要求,并记录相应过程的电流,同时,再确认锁紧装
置1与振动工装台体3的固定螺钉有无松动。完成一次振动试验。
46.应当理解,以上所描述的具体实施例仅用于解释本发明,并不用于限定本发明。由本发明的精神所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1