简易标准件焊接扭力测量装置的制作方法
[0001]
本实用新型涉及测量工具技术领域,具体涉及一种简易标准件焊接扭力测量装置。
背景技术:
[0002]
目前对于钣金凸焊螺母螺柱焊接质量的检测较多的是做弯曲测试和扭转测试,其扭矩大小是否符合要求对后序装配影响非常重要。
[0003]
目前对钣金凸焊螺母螺柱进行扭力测量时通常是采用人手握持钣金零件,另一人采用扭力测量装置进行测量。人手在测量过程中会产生抖动,影响测量精度。并且当钣金零件的体积较小时,人手也无法很好地持握。
[0004]
此外,体积较小的钣金零件在进行测量时难以固定,导致体积较小的钣金零件无法进行扭力测量。目前也未出现对钣金零件进行定位并能够对其上凸焊螺母螺柱的扭力进行测量的装置。
技术实现要素:
[0005]
本实用新型需要解决的技术问题是提供一种简易标准件焊接扭力测量装置,以解决采用人手握持钣金零件进行扭力测量的方式容易产生抖动而影响测量精度的问题,以及体积较小的钣金零件在进行测量时难以固定而无法进行扭力测量的问题,以实现对钣金零件的有效夹持定位,以避免在测量过程中出现抖动现象,以提高测量精度。
[0006]
为解决上述技术问题,本实用新型所采取的技术方案如下。
[0007]
简易标准件焊接扭力测量装置,包括呈矩形状的底板,底板上设置有用于对小规格钣金零件进行定位的第一定位结构以及用于对中规格或大规格钣金零件进行定位的第二定位结构,定位的钣金零件通过扭力测量机构进行扭力的测量。
[0008]
进一步优化技术方案,所述第一定位结构包括横向固定设置在底板顶端面上的挡块以及至少两个间隔开设在挡块顶端面上的第一挡销定位孔,两第一挡销定位孔内分别可拆卸插装设置有用于对小规格钣金零件进行卡装定位的第一挡销。
[0009]
进一步优化技术方案,所述第二定位结构包括若干倾斜开设在底板顶端面上并与挡块侧壁具有一定角度的第二挡销定位孔,一第二挡销定位孔内可拆卸插装设置有与挡块侧壁形成定位空间、用于对中规格或大规格钣金零件进行卡装定位的第二挡销。
[0010]
进一步优化技术方案,所述挡块设置在底板的顶端面中部,第二定位结构设置有两组,两组第二定位结构中的第二挡销定位孔关于挡块对称设置。
[0011]
进一步优化技术方案,所述第一挡销和第二挡销均为底端直径小且顶端直径大的台阶圆柱形。
[0012]
进一步优化技术方案,所述扭力测量机构包括用于对钣金零件上凸焊螺母螺柱进行扭力测量的扭力扳手。
[0013]
由于采用了以上技术方案,本实用新型所取得的技术进步如下。
[0014]
本实用新型用于对钣金零件上凸焊螺母螺柱进行扭力测量,底板上设置的第一定位结构和第二定位结构能够实现对不同规格型号的钣金零件进行有效定位,并通过扭力测量机构实现对钣金零件进行扭力测量,使得在测量过程中钣金零件不会产生抖动,并能够保证体积较小的钣金零件的有效定位,提高了测量精度。
[0015]
本实用新型产品结构简单,体积小,不占用空间,底板、挡块、第一挡销和第二挡销的材质均采用钢质材料,制作材料容易得到,制作成本低。
[0016]
本实用新型操作方便,可通过调整第一挡销或第二挡销的位置适应不同体积形状的钣金零件。
附图说明
[0017]
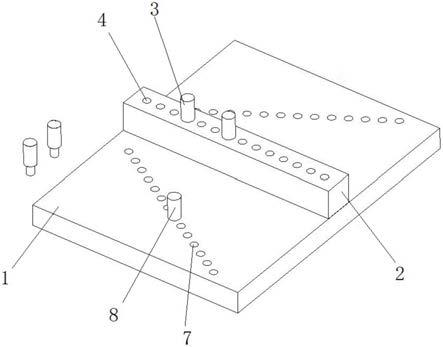
图1为本实用新型的结构示意图;
[0018]
图2为本实用新型在对小规格钣金零件进行定位时的结构示意图;
[0019]
图3为本实用新型在对中规格或大规格钣金零件进行扭力测量时的结构示意图。
[0020]
其中:1、底板,2、挡块,3、第一挡销,4、第一挡销定位孔,5、钣金零件,6、扭力扳手,7、第二挡销定位孔,8、第二挡销。
具体实施方式
[0021]
下面将结合附图和具体实施例对本实用新型进行进一步详细说明。
[0022]
一种简易标准件焊接扭力测量装置,结合图1至图3所示,包括呈矩形状的底板1,底板1上设置有第一定位结构以及第二定位结构,定位的钣金零件5通过扭力测量机构进行扭力的测量。
[0023]
第一定位结构用于对小规格钣金零件进行定位。第一定位结构包括横向固定设置在底板1顶端面上的挡块2以及至少两个间隔开设在挡块2顶端面上的第一挡销定位孔4。其中任意两第一挡销定位孔4内分别可拆卸插装设置有第一挡销3,第一挡销3两个用于对小规格钣金零件进行卡装定位,根据钣金零件的规格可选择第一挡销3的插装位置。
[0024]
挡块2呈举行块状,与底板1焊接或螺栓紧固在一起。
[0025]
第二定位结构用于对中规格或大规格钣金零件进行定位。第二定位结构包括第二挡销定位孔7和第二挡销8。第二挡销定位孔7设置有若干个,倾斜开设在底板1顶端面上,并与挡块2侧壁具有一定角度。一第二挡销定位孔7内可拆卸插装设置有第二挡销8,第二挡销8与挡块2侧壁形成定位空间,用于对中规格或大规格钣金零件进行卡装定位,根据钣金零件的规格可选择第二挡销8的插装位置。
[0026]
挡块2设置在底板1的顶端面中部,第二定位结构设置有两组,两组第二定位结构中的第二挡销定位孔7关于挡块2对称设置。
[0027]
第一挡销3和第二挡销8均为底端直径小且顶端直径大的台阶圆柱形,直径小的底端可以插入到第一挡销定位孔4或第二挡销定位孔7内。
[0028]
扭力测量机构包括扭力扳手6,用于对钣金零件5上凸焊螺母螺柱进行扭力测量。
[0029]
本实用新型底板1、挡块2、第一挡销3和第二挡销8的材质均采用钢质材料,制作材料容易得到,制作成本低。
[0030]
本实用新型在对小规格钣金零件进行扭矩测量时,根据小规格钣金零件的规格型
号选择合适的两个第一挡销定位孔4,将钣金零件放置到两第一挡销定位孔4之间,在放置过程中要保证钣金零件上的凸焊螺母螺柱方向朝上,并将两个第一挡销3分别插装到对应的两个第一挡销定位孔4内,利用两个第一挡销3将钣金零件卡在挡块2上,限制钣金零件的转动,实现对小规格钣金零件的定位。最后,采用扭力扳手6对定位的钣金零件上的凸焊螺母螺柱进行扭力测量。
[0031]
本实用新型在对中规格或大规格钣金零件进行扭矩测量时,根据钣金零件的实际规格确定该钣金零件为中规格钣金零件,还是大规格钣金零件。
[0032]
若该零件为中规格钣金零件时,第二挡销8的插装位置为距离挡块2侧壁距离较近的第二挡销定位孔7。再根据零件的实际规格确定第二挡销8的插装位置,将中规格钣金零件放置在第二挡销定位孔7与挡块2侧壁之间,将中规格钣金零件一边与挡块2侧壁对齐,在放置过程中要保证钣金零件上的凸焊螺母螺柱方向朝上,然后将第二挡销8插装到应当插入的第二挡销定位孔7内,利用第二挡销8和挡块2将钣金零件卡在挡块2上,限制钣金零件的转动,实现对中规格钣金零件的定位。最后,采用扭力扳手6对定位的钣金零件上的凸焊螺母螺柱进行扭力测量。
[0033]
若该零件为大规格钣金零件时,第二挡销8的插装位置为距离挡块2侧壁距离较远的第二挡销定位孔7。再根据零件的实际规格确定第二挡销8的插装位置,将中规格钣金零件放置在第二挡销定位孔7与挡块2侧壁之间,将大规格钣金零件一边与挡块2侧壁对齐,在放置过程中要保证钣金零件上的凸焊螺母螺柱方向朝上,然后将第二挡销8插装到应当插入的第二挡销定位孔7内,利用第二挡销8和挡块2将钣金零件卡在挡块2上,限制钣金零件的转动,实现对中规格钣金零件的定位。最后,采用扭力扳手6对定位的钣金零件上的凸焊螺母螺柱进行扭力测量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1