一种压气机机匣可调、高精度直径测量仪的制作方法
[0001]
本实用新型涉及一种压气机机匣可调、高精度直径测量仪。
背景技术:
[0002]
压气机机匣主要是指进气机匣、静子机匣、出口测量机匣,排气机匣,是航空发动机静子部分的主要零件,也是支撑整个航空发动机的主要受力部件。在工作状态下,机匣承受着气体载荷和质量惯性力,这些载荷以轴向力、横向力、内压力、外压力等不同形式作用在机匣上,故机匣广泛采用钛合金等高温合金等高性能金属材料。但此种材料的可加工性差。
[0003]
为了保证航空发动机的重量尽可能轻,以便能达到更大的起飞重量以及瞬间加速能力,故在每个机匣上都会设有安装边(类似法兰),在前后安装边中间部分设有直径小于安装边、且直径不相同的机匣外圆,机匣外圆的设计来源于发动机气流通道的变化加上可靠的壁厚。
[0004]
传统的机匣外圆测量,缺点如下:
[0005][0006]
研制一种适用于压气机机匣(尤其是压气机机匣)大范围、高精度直径测量仪,不仅不需要两人配合测量,不需要不停的更换不同量程的外径千分尺,既节约了人力、提高了测量效率,又可以保证测量精度,还能在保证测量质量的前提下有效的缩短零件的检验时间。
技术实现要素:
[0007]
针对上述问题,本实用新型提出一种易操作、提高效率的用于压气机机匣(尤其是压气机机匣)的大范围、高精度直径测量仪。
[0008]
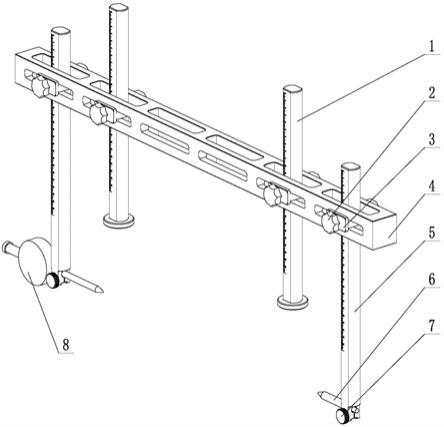
本实用新型直径测量仪是通过以下技术方案实现的:压气机机匣可调、高精度直径测量仪,包括游标高度定位杆1,旋钮把手2,限位块3,主尺杆4,测头支架杆5,固定测头6,旋钮螺钉7,百分表8;由两根游标高度定位杆作为立柱支撑主尺杆作为一根横梁的两端,立柱支撑主尺杆的两根游标高度定位杆的外侧还设有平行于游标高度定位杆的测头支架杆,测头支架杆的下端固定百分表8 与固定测头6,尤其是通过旋钮螺钉7将百分表8与固定测
头6固定的测头支架杆的下端。
[0009]
所述游标高度定位杆是钢制的圆杆,其上设有防转平面,防转平面上设有长度刻度标识,当在某一高度按照标准量块校准后,测量不同高度的零件外径变差在100mm范围内时只需按照游标标识上下调整至所需测量的高度即可直接测量。
[0010]
所述测头支架杆上设有游标刻度。
[0011]
所述百分表为测量范围在0~100mm,精度为0.01mm的大量程百分表,通过旋钮螺钉固定在测头支架杆上,选择量程范围为0~100m的百分表可用于零件直径变化差在100mm以内的快速测量;
[0012]
所述固定测头是顶端为红宝石的标准百分表测头,选择红宝石测头可以有效的防止磨损。
[0013]
压气机机匣可调、高精度直径测量仪,包括主尺杆、游标高度定位杆、测头支架杆、百分表、固定测头、旋钮把手以及旋钮螺钉;
[0014]
所述测头支架杆上设有游标刻度,所述百分表为测量范围在0~100mm,精度为0.01mm的大量程百分表,通过旋钮螺钉固定在测头支架杆上,选择量程范围为0~100m的百分表可用于零件直径变化差在100mm以内的快速测量;
[0015]
所述游标高度定位杆是由钢制的圆杆,其上设有防转平面,防转平面上设有长度刻度标识,当在某一高度按照标准量块校准后,测量不同高度的零件外径变差在100mm范围内时只需按照游标标识上下调整至所需测量的高度即可直接测量。
[0016]
所述固定测头是顶端为红宝石的标准百分表测头,选择红宝石测头可以有效的防止磨损。
[0017]
使用此直径测量仪时,当被测量零件直径变差在100mm时,将两根游标高度定位杆调整至高度一致时,利用标准测量量块,将测量仪进行校准,校准时选用标准量块的长度为被测量的所有直径的中间值,校准后,便可直接测量,
[0018]
测量不同高度的直径时,只需将两根游标高度定位杆调整至所需测量高度时,即可直接测量。
[0019]
本实用新型有益效果:本实用新型易操作,测量效率高,测量精度高,减少了测量时间,还能保证测量精度。
附图说明:
[0020]
图1为航空发动机锥柱类回转体装配精度控制检测设备的3d结构示意图。
具体实施方式
[0021]
以下结合附图对直径测量仪作进一步详细描述:
[0022]
如图所示,压气机机匣可调、高精度直径测量仪,包括游标高度定位杆1,旋钮把手2,限位块3,主尺杆4,测头支架杆5,固定测头6,旋钮螺钉7,百分表8;所述主尺杆是钢制的长方体直杆,纵向及横向均设有长方形定位卡槽;所述游标高度定位杆是由钢制的圆杆,其上设有防转平面,防转平面上设有长度刻度标识,测量不同高度的零件外径时只需按照刻度标识上下调整至所需测量的高度即可直接测量;所述测头支架杆是由钢制的圆杆,其上设有防转平面,防转平面上设有长度刻度标识,下部设有用于固定百分表以及杠杆表用的
定位孔和燕尾槽;所述百分表为测量范围在0~100mm,精度为0.01mm的大量程百分表,通过旋钮紧固螺钉固定在测头支架杆上,选择量程范围为0~100m的百分表可用于零件直径变化差在100mm以内的快速测量;所述固定测头是标准百分表测头其顶端为红宝石。整个测量系统是建立在以标准的八大块量块基础上来实现比对测量或直接读数测量。
[0023]
测头支架杆是由钢制的圆杆上设有防转平面,防转平面上设有长度刻度标识,下部设有用于固定百分表以及杠杆表用的定位孔和燕尾槽;所选的百分表为0~100m的大量程百分表,来实现零件直径变化差在100m以内的快速测量。主尺杆是钢制的长方体直杆,纵向及横向均设有长方形定位卡槽。
[0024]
使用此直径测量仪时,当被测量零件直径变差在100mm时,将两根游标高度定位杆调整至高度一致时,利用标准测量量块,将测量仪进行校准,校准时选用标准量块的长度为被测量的所有直径的中间值,取整数,如被测直径最大值为x 最小值为y,则校准时校准长度为x-(x-y)/2得出中间值z,此时大量程百分表的压表量控制在50mm,百分表小指针指向刻度”50”,将百分表大指针调整至“o”.
[0025]
校准后,便可直接测量,测量时,当百分表8的小指针读数为小于50时,按照百分表的读数方法:先读小指针指向的刻度线(即毫米级整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加得出百分表显示数值a,然后按照计算方法z-(50-a)=被测量零件实际直径。
[0026]
当百分表的小指针读数为大于50时,则最后的计算方法为按照校准值z+ (50-a)=被测量零件实际直径。
[0027]
测量不同高度的直径时,只需将两根游标高度定位杆调整至所需测量高度时,即可直接测量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1