内孔深度检测工装的制作方法
[0001]
本实用新型涉及零件检测技术领域,具体为内孔深度检测工装。
背景技术:
[0002]
在汽车零部件生产过程中,需要对零件内孔进行深度检测,以此来判断零件是否合格,有很多的零件上有多个内孔,且内孔深度较深,现有的检测通常通过人工采用测量工具进行检测,由于零件本身有很多的内孔,导致人工检测效率低下,而且由于人为因素的影响导致会磕碰划伤产品,影响产品的合格率。
技术实现要素:
[0003]
为解决现有技术的不足,本申请提供了内孔深度检测工装,具体方案如下:一种内孔深度检测工装,包括底板、定位柱、定位组件、压紧组件和检测组件,所述定位柱设置在所述底板上用于放置零件,所述定位组件设置在所述底板上用于对零件的安装定位,所述压紧组件设置在所述底板上用于对安装后零件的压紧固定,所述检测组件包括多组且分别对应零件不同的内孔,每组检测组件均可移动的设置在所述底板上,检测组件移动至零件内孔内部完成检测。
[0004]
进一步的,所述定位组件包括粗定位销和精定位销,所述粗定位销设置在所述底板上用于零件安装孔的定位,所述精定位销设置在所述底板上用于对零件边缘位置的定位,提高零件的安装效率。
[0005]
进一步的,所述压紧组件包括压紧座、连接支架、手动阀和压杆,所述压紧座固定至零件一侧的底板上,所述连接支架设置在所述压紧座上,所述手动阀的底部可转动的设置在所述连接支架上,所述压杆通过转动连接件连接至手动阀的底端,通过手动阀控制所述压杆压紧零件侧边。
[0006]
进一步的,所述每组检测组件均包括直线导轨、移动板、百分表和测杆,所述直线导轨设置在所述底板上,所述移动板可移动的设置在所述直线导轨上,所述百分表设置在所述移动板上,所述测杆设置在所述移动板上,测杆的末端对准所述百分表的表头,测杆的前端通过移动可伸至零件的内孔内部。
[0007]
进一步的,所述检测组件还包括弹簧和弹簧座,所述弹簧座设置在所述移动板上,弹簧座的上部横向开设贯穿孔,百分表的表头和测杆的末端设在所述贯穿孔内,所述弹簧设置在所述测杆末端的端部与弹簧座的内壁之间,通过设置弹簧,测杆移动至零件内孔内部后起到缓冲作用,以免损伤零件。
[0008]
进一步的,所述测杆的末端开设限位槽,所述弹簧座上设置限位杆,所述限位杆的上端固定至弹簧座,限位杆的下端设置在所述限位槽内。
[0009]
进一步的,所述检测组件还包括轴承座和直线轴承,所述轴承座设置在所述移动板上,所述测杆通过所述直线轴承设置在所述轴承座上。
[0010]
进一步的,所述直线导轨的两端分别设置限位块,所述限位块用于对移动板在移
动过程中的限位。
[0011]
进一步的,所述定位柱为多根设置在所述底板上的等高柱,所述底板的下方设置多根用于支撑底板的支撑柱。
[0012]
本申请的有益之处在于:提供的内孔深度检测工装可同时测量零件多个内孔的深度,测量精度高,节省人工成本。
附图说明
[0013]
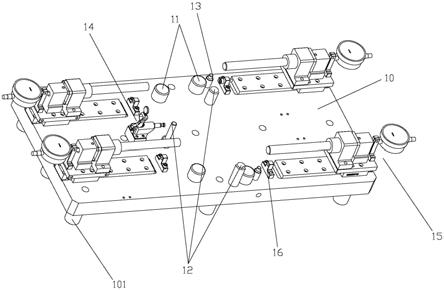
图1为本申请内孔深度检测工装一种实施例结构示意图;
[0014]
图2为图1中压紧组件结构示意图;
[0015]
图3为图2中手动阀和压杆连接示意图;
[0016]
图4为图1中检测组件结构示意图;
[0017]
图5为图4中a-a剖视图;
[0018]
图6为图1安装零件结构示意图。
[0019]
图中标记为:10、底板,101、支撑柱,11、定位柱,12、粗定位销,13、精定位销,14、压紧组件,141、压紧座,142、连接支架,143、手动阀,144、压杆,145、转动连接件,15、检测组件,151、直线导轨,152、移动板,153、百分表,154、测杆,155、弹簧座,156、弹簧,157、限位槽,158、限位杆,16、限位块,17、轴承座,171、直线轴承,18、零件。
具体实施方式
[0020]
下面将结合附图和具体实施例对本实用新型进一步详细说明。
[0021]
参见图1-6,本实施例提供了一种内孔深度检测工装,包括底板10、定位柱11、定位组件、压紧组件14和检测组件15,底板10的下方设置四根用于支撑底板的支撑柱101,定位柱11为四根等高柱设置在底板上用于放置零件18,定位组件设置在底板上用于对零件的安装定位,压紧组件14设置在底板上用于对安装后零件的压紧固定,检测组件15包括四组且分别对应零件不同的内孔,每组检测组件均可移动的设置在底板10上,检测组件移动至零件内孔内部完成检测;
[0022]
具体而言,定位组件包括粗定位销12和精定位销13,粗定位销设置在底板上用于零件安装孔的定位,精定位销13包括两个设置在底板上用于对零件边缘位置的定位;
[0023]
具体而言,压紧组件14包括压紧座141、连接支架142、手动阀143和压杆144,压紧座141固定至零件一侧的底板10上,连接支架142设置在压紧座141上,手动阀143的底部通过销轴可转动的设置在连接支架142上,压杆通过转动连接件145连接至手动阀的底端,转动连接件145的两端也分别通过销轴连接压杆和手动阀;
[0024]
具体而言,检测组件15均包括直线导轨151、移动板152、百分表153和测杆154,直线导轨151设置在底板上,移动板152可移动的设置在直线导轨151上,百分表153通过表座159设置在移动板上,测杆154通过直线轴承171设置在轴承座17上,轴承座17设置在移动板上,测杆154的末端对准百分表的表头,测杆的前端通过移动可伸至零件的内孔内部;
[0025]
优选的,检测组件15还包括弹簧156和弹簧座155,弹簧座155设置在移动板152上,弹簧座的上部横向开设贯穿孔,百分表153的表头和测杆154的末端设在贯穿孔内,弹簧156设置在测杆末端的端部与弹簧座的内壁之间,测杆的末端开设限位槽157,弹簧座上设置限
位杆158,限位杆的上端固定至弹簧座155,限位杆的下端设置在限位槽157内,直线导轨151的两端分别设置限位块16,限位块16用于对移动板在移动过程中的限位。
[0026]
工作原理:将零件18通过定位组件放置在定位柱11上,通过压紧组件14将零件固定压紧,随后推动每个检测组件15,将测杆154移动至零件孔内,同时完成对多个零件孔的检测。
[0027]
尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1