一种应用于螺纹孔同轴度检测销的装置的制作方法
1.本实用新型涉及同轴度检测的领域,具体涉及一种应用于螺纹孔同轴度检测销的装置。
背景技术:
2.位置度是一个形体的轴线或中心平面允许自身位置变动的范围;定性测量只要知道一个产品尺寸是否通过检具即可,不需要知道尺寸偏差值;定量测量不仅要知道产品实际尺寸变化趋势,还要确定出具体的量。图纸标注测量同轴度的要求,是以螺纹孔为基准,检测对应孔的同轴度。
3.现有方案沿用孔同轴度检测设计,以螺纹内径尺寸为基准设计检测销。但孔型基准与螺纹基准差别较大,螺纹内径存在加工公差、螺纹焊接后型面变形及内部螺纹变形,单纯以检测销的设计去检测螺纹孔同轴度,存在基准端与螺纹孔贴合不紧密的风险,导致检测结果与实际装车偏差较大,使得装车存在无法安装螺栓的风险,客户抱怨较多,返修频次较高,严重影响产品质量,抬高生产成本。
技术实现要素:
4.本实用新型的目的在于克服现有技术存在的不足,而提供一种应用于螺纹孔同轴度检测销的装置。
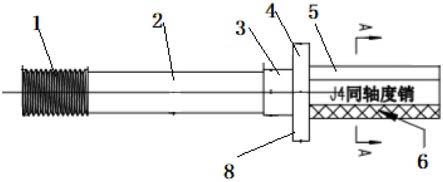
5.本实用新型的目的是通过如下技术方案来完成的:这种应用于螺纹孔同轴度检测销的装置,主要包括螺纹基准段、圆柱段、检测基准段、型面检测段、手柄、滚花,螺纹基准段通过圆柱段连接检测基准段,检测基准段后连接型面检测段,型面检测段后连接手柄,手柄上加工有滚花,螺纹基准段与检测的螺母配合,检测基准段与检测孔配合,型面检测段的型面与检测孔外表面平面配合。
6.所述螺纹基准段和检测基准段符合同轴度要求。
7.所述螺纹基准段采用与螺母相匹配的螺纹。
8.所述型面检测段的型面配合塞尺检测。
9.本实用新型的有益效果为:本实用新型解决了原有方案检测精度不高、检测效率低、与实际装车不符的问题,为制造工艺提供了调整数据,在产品出货前就解决了产品无法装车问题,提前修理不合格产品,解决了产品质量问题,提高了产品合格率,减少了客户返修频次和客户抱怨。
附图说明
10.图1为现有技术的结构示意图。
11.图2为本实用新型的结构示意图。
12.图3为图2中的a
‑
a剖视图。
13.图4为本实用新型的使用状态轴测视图。
14.图5为本实用新型的使用状态剖视图。
15.图6为本实用新型的螺母焊偏角度转化分析示意图。
16.附图标记说明:螺纹基准段1、圆柱段2、检测基准段3、型面检测段4、手柄5、滚花6、螺母7、型面8。
具体实施方式
17.下面将结合附图对本实用新型做详细的介绍:
18.实施例:如附图所示,这种应用于螺纹孔同轴度检测销的装置,主要包括螺纹基准段1、圆柱段2、检测基准段3、型面检测段4、手柄5、滚花6,螺纹基准段1通过圆柱段2连接检测基准段3,检测基准段3后连接型面检测段4,型面检测段4后连接手柄5,手柄5上加工有滚花6,螺纹基准段1与检测的螺母7配合,检测基准段3与检测孔配合,型面检测段4 的型面8与检测孔外表面平面配合。螺纹基准段1和检测基准段3符合同轴度要求。螺母7 焊接处,如果存在缝隙焊偏,导致轴线偏转,型面检测段4的型面8可观察到。螺纹基准段 1采用与螺母7相匹配的螺纹,使螺纹基准段1固定,减小转移公差。型面检测段4的型面8 配合塞尺检测。在螺母7未焊、型面检测段4的型面8贴合情况下,检测0.3mm平面度。通过角度转化可知螺母7轴线焊偏角度与型面8角度偏差一致,通过塞尺或者角规可测量偏差量,帮助工艺工程师调整焊接工艺。
19.本实用新型通过仿形设计,螺纹基准段1与螺母7的螺纹相匹配,采用拧紧式检测,同时增加螺母7焊接状态分析,在原有型面8配合塞尺测量0.3mm平面度基础上,还可以通过观察型面8与检测端平面夹角确定螺母7焊接后轴线偏转量,以确定螺母7是否焊偏;
20.可以理解的是,对本领域技术人员来说,对本实用新型的技术方案及实用新型构思加以等同替换或改变都应属于本实用新型所附的权利要求的保护范围。
技术特征:
1.一种应用于螺纹孔同轴度检测销的装置,其特征在于:主要包括螺纹基准段(1)、圆柱段(2)、检测基准段(3)、型面检测段(4)、手柄(5)、滚花(6),螺纹基准段(1)通过圆柱段(2)连接检测基准段(3),检测基准段(3)后连接型面检测段(4),型面检测段(4)后连接手柄(5),手柄(5)上加工有滚花(6),螺纹基准段(1)与检测的螺母(7)配合,检测基准段(3)与检测孔配合,型面检测段(4)的型面(8)与检测孔外表面平面配合。2.根据权利要求1所述的应用于螺纹孔同轴度检测销的装置,其特征在于:所述螺纹基准段(1)和检测基准段(3)符合同轴度要求。3.根据权利要求1或2所述的应用于螺纹孔同轴度检测销的装置,其特征在于:所述螺纹基准段(1)采用与螺母(7)相匹配的螺纹。4.根据权利要求1所述的应用于螺纹孔同轴度检测销的装置,其特征在于:所述型面检测段(4)的型面(8)配合塞尺检测。
技术总结
本实用新型公开了一种应用于螺纹孔同轴度检测销的装置,主要包括螺纹基准段等,螺纹基准段通过圆柱段连接检测基准段,检测基准段后连接型面检测段,型面检测段后连接手柄,手柄上加工有滚花,螺纹基准段与检测的螺母配合,检测基准段与检测孔配合,型面检测段的型面与检测孔外表面平面配合。本实用新型解决了原有方案检测精度不高、检测效率低、与实际装车不符的问题,为制造工艺提供了调整数据,在产品出货前就解决了产品无法装车问题,提前修理不合格产品,解决了产品质量问题,提高了产品合格率,减少了客户返修频次和客户抱怨。减少了客户返修频次和客户抱怨。减少了客户返修频次和客户抱怨。
技术研发人员:俞鸿尧 邱宝象
受保护的技术使用者:万向钱潮股份有限公司
技术研发日:2020.12.09
技术公布日:2021/10/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1