钢帘线帘布的检测分析方法与流程
1.本发明涉及轮胎技术领域,尤其涉及一种钢帘线帘布的检测分析方法。
背景技术:
2.随着汽车行业的快速发展,轮胎的需求量不断增加,对钢帘线的性能及质量提出了更高的要求,钢帘线作为橡胶骨架材料中发展最为广阔的产品,也是在金属制品中生产难度最大的产品,钢帘线产品需要经过后续压延工艺制备成帘布,而帘布使用时会出现帘布翘头稀线的情况,目前现有的钢帘线检测方法只能检测生产时的基础数据,对帘布使用时出现的残扭和弧高现象只能依靠客户反馈后通过生产经验进行调整,导致钢帘线无法及时准确的矫正,影响了后续帘布的生产,降低了生产效率。
技术实现要素:
3.有鉴于此,本发明提供了一种钢帘线帘布的检测分析方法以解决上述存在的技术问题。
4.本发明解决其技术问题所采用的技术方案是:
5.一种钢帘线帘布的检测分析方法,包括以下步骤:
6.(1)选取一定规格的钢帘线,通过压延工艺将其制备为钢帘线帘布,记录生产钢帘线帘布的压延参数;
7.(2)将制备的钢帘线帘布按一定纵向长度取样,试制中样的样品取第一卷,生产大样的样品取第二卷以后的卷次,取样时,保持钢帘线帘布样品平整;
8.(3)将钢帘线帘布样品平铺至水平方向的检测台上,采用与检测台垂直的直尺测量钢帘线帘布样品正反两面的四个端角的直角翘头高度并记录;
9.(4)根据帘线密度将钢帘线帘布样品沿横向按一定宽度从两边向中间划分形成条形样品,按顺序进行排列并编号;
10.(5)将条形样品用笔划分四等分,依次检测条形样品、1/2条形样品和1/4条形样品的帘布数据;
11.(6)检测条形样品的帘布数据:将条形样品的一端固定至竖直方向的检测台上,使条形样品自然向下垂直,采用与检测台垂直的直尺测量条形样品底部ab两个端角的直角翘头高度并记录,将条形样品翻转后测量翻面底部cd两个端角的直角翘头高度并记录;
12.(7)检测1/2条形样品的帘布数据:采用切割机将条形样品从中部的二分之一线切割开,将切割开的1/2条形样品的切割端黏连在一起,按照步骤(6)的操作方法检测1/2条形样品的帘布数据并记录底部ab及翻面底部cd的直角翘头高度并记录;
13.(8)检测1/4条形样品的帘布数据:采用切割机将条形样品从四分之一线切割开,将切割开的1/4条形样品对应的切割端黏连在一起,按照步骤(6)的操作方法检测1/4条形样品的帘布数据并记录底部ab及翻面底部cd的直角翘头高度并记录;
14.(9)查看条形样品的帘布状况,对异常帘布进行拍照并测量异常状况数据,检测完
毕后清理条形样品,收集整理帘布数据,根据帘布数据分析钢帘线产品并作相应的调整和优化。
15.进一步地,所述步骤(1)的压延参数包括辊温、速比、速度、张力、帘布厚度、帘布密度、帘线规格、帘线批次以及收卷长度。
16.进一步地,所述步骤(2)的钢帘线帘布样品的长度为1m。
17.进一步地,所述步骤(4)的钢帘线帘布样品采用切割刀划分形成条形样品,条形样品的宽度为8cm,中间不满8cm的条形帘布不做数据测试。
18.进一步地,所述步骤(7)的1/2条形样品的中间重叠部分为1cm,1/2条形样品黏连时需保持整体平直,多组1/2条形样品的黏连方法保持一致。
19.进一步地,所述步骤(8)的1/4条形样品的中间重叠部分为1cm,1/4条形样品黏连时需保持整体平直,多组1/4条形样品的黏连方法保持一致。
20.本发明的有益效果是:
21.本发明提供的钢帘线帘布的检测分析方法,工作人员可将钢帘线试制为帘布进行分析检测,也可将客户提供的样品直接进行分析检测,可准确的检测钢帘线帘布的翘头高度数据,将帘布切割形成1m的条形样品能方便工作人员判断钢帘线是否存在残扭及弧高现象,再将条形样品分别裁断1/2和1/4的帘布,从而准确检测帘布的弧高以及残扭的变化方向,便于工作人员生产过程中及时准确的矫正钢帘线,提高了后续帘布的生产效率。
具体实施方式
22.本发明提供了一种钢帘线帘布的检测分析方法,包括以下步骤:
23.(1)选取一定规格的钢帘线,通过压延工艺将其制备为钢帘线帘布,记录生产钢帘线帘布的压延参数,压延参数包括辊温、速比、速度、张力、帘布厚度、帘布密度、帘线规格、帘线批次以及收卷长度;
24.(2)将制备的钢帘线帘布按1m的纵向长度取样,试制中样的样品取第一卷,生产大样的样品取第二卷以后的卷次,取样时,保持钢帘线帘布样品平整;
25.(3)将钢帘线帘布样品平铺至水平方向的检测台上,采用与检测台垂直的直尺测量钢帘线帘布样品正反两面的四个端角的直角翘头高度并记录;
26.(4)根据帘线密度采用切割刀将钢帘线帘布样品沿横向从两边向中间划分形成条形样品,条形样品的宽度为8cm,按顺序进行排列并编号,中间不满8cm的条形帘布不做数据测试;
27.(5)将条形样品用笔划分四等分,依次检测条形样品、1/2条形样品和1/4条形样品的帘布数据;
28.(6)检测条形样品的帘布数据:将条形样品的一端固定至竖直方向的检测台上,使条形样品自然向下垂直,采用与检测台垂直的直尺测量条形样品底部ab两个端角的直角翘头高度并记录,将条形样品翻转后测量翻面底部cd两个端角的直角翘头高度并记录;
29.(7)检测1/2条形样品的帘布数据:采用切割机将条形样品从中部的二分之一线切割开,将切割开的1/2条形样品的切割端黏连在一起,1/2条形样品的中间重叠部分为1cm,1/2条形样品黏连时需保持整体平直,多组1/2条形样品的黏连方法保持一致,按照步骤(6)的操作方法检测1/2条形样品的帘布数据并记录底部ab及翻面底部cd的直角翘头高度并记
录;
30.(8)检测1/4条形样品的帘布数据:采用切割机将条形样品从四分之一线切割开,将切割开的1/4条形样品对应的切割端黏连在一起,1/4条形样品的中间重叠部分为1cm,1/4条形样品黏连时需保持整体平直,多组1/4条形样品的黏连方法保持一致,按照步骤(6)的操作方法检测1/4条形样品的帘布数据并记录底部ab及翻面底部cd的直角翘头高度并记录;
31.(9)查看条形样品的帘布状况,对异常帘布进行拍照并测量异常状况数据,检测完毕后清理条形样品,收集整理帘布数据,根据帘布数据分析钢帘线产品并作相应的调整和优化。
32.实施例
33.本实施例采用的钢帘线帘布样品,其钢帘线的规格为3*0.20+6*0.35ht,钢帘线帘布的检测分析方法包括以下步骤:
34.(1)选取3*0.20+6*0.35ht规格的钢帘线,通过压延工艺将其制备为钢帘线帘布,记录生产钢帘线帘布的压延参数,压延参数为辊温75
‑
80℃、速比0.8
‑
1.03、速度25m/mi n、张力1000n、帘布厚度2.0mm、帘布密度55(每10cm帘布的帘线根数)、收卷长度280m,钢帘线帘布压延正常,无跳线、稀线,尾线正常;
35.(2)将制备的钢帘线帘布按1m的纵向长度取样,试制中样的样品取第一卷,生产大样的样品取第二卷以后的卷次,取样时,保持钢帘线帘布样品平整;
36.(3)将钢帘线帘布样品平铺至水平方向的检测台上,采用与检测台垂直的直尺测量钢帘线帘布样品正反两面的四个端角的直角翘头高度并记录,其中,钢帘线帘布样品的正面左下角4mm、右下角0mm、右上角9mm、左上角0mm,钢帘线帘布样品的反面左下角3mm、右下角0mm、右上角2mm、左上角0mm;
37.(4)根据帘线密度采用切割刀将钢帘线帘布样品沿横向从两边向中间划分形成条形样品,条形样品的宽度为8cm,按顺序进行排列并编号,一共12组条形样品,中间不满8cm的条形帘布不做数据测试;
38.(5)将条形样品用笔划分四等分,依次检测条形样品、1/2条形样品和1/4条形样品的帘布数据;
39.(6)检测条形样品的帘布数据:将条形样品的一端固定至竖直方向的检测台上,使条形样品自然向下垂直,采用与检测台垂直的直尺测量条形样品底部ab两个端角的直角翘头高度并记录,将条形样品翻转后测量翻面底部cd两个端角的直角翘头高度并记录;
40.(7)检测1/2条形样品的帘布数据:采用切割机将条形样品从中部的二分之一线切割开,将切割开的1/2条形样品的切割端黏连在一起,1/2条形样品的中间重叠部分为1cm,1/2条形样品黏连时需保持整体平直,多组1/2条形样品的黏连方法保持一致,按照步骤(6)的操作方法检测1/2条形样品的帘布数据并记录底部ab及翻面底部cd的直角翘头高度并记录;
41.(8)检测1/4条形样品的帘布数据:采用切割机将条形样品从四分之一线切割开,将切割开的1/4条形样品对应的切割端黏连在一起,1/4条形样品的中间重叠部分为1cm,1/4条形样品黏连时需保持整体平直,多组1/4条形样品的黏连方法保持一致,按照步骤(6)的操作方法检测1/4条形样品的帘布数据并记录底部ab及翻面底部cd的直角翘头高度并记
录;
42.(9)查看条形样品的帘布状况,对异常帘布进行拍照并测量异常状况数据,检测完毕后清理条形样品,收集整理帘布数据,根据帘布数据分析钢帘线产品并作相应的调整和优化。
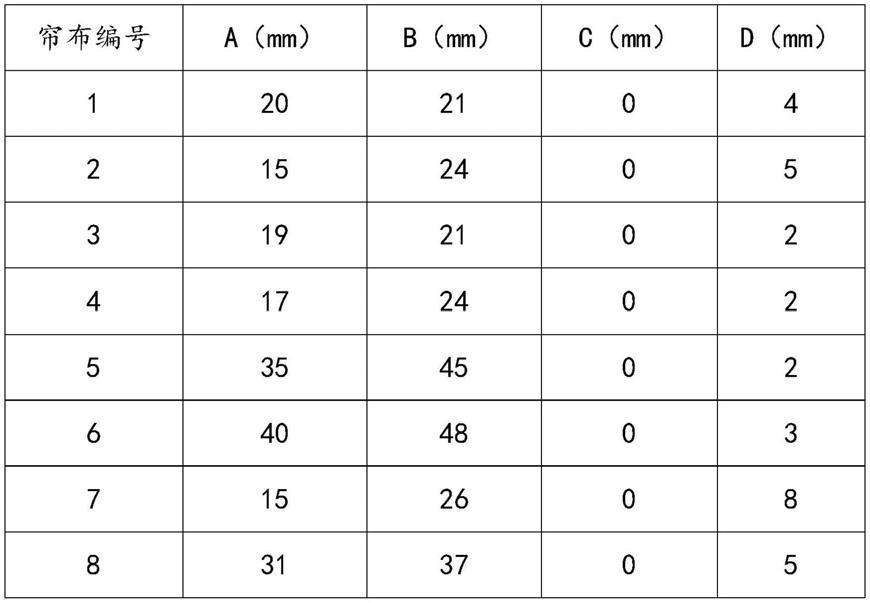
43.条形样品的帘布数据如表1所示:
44.表1:条形样品的帘布数据
[0045][0046][0047]
1/2条形样品的帘布数据如表2所示:
[0048]
表2:1/2条形样品的帘布数据
[0049]
帘布编号a(mm)b(mm)c(mm)d(mm)1361516022815803351516042816905433060
649301407251411084028130935241001037267011352660125529240
[0050]
1/4条形样品的帘布数据如表3所示:
[0051]
表3:1/4条形样品的帘布数据
[0052]
帘布编号a(mm)b(mm)c(mm)d(mm)13804132302310341047643563305388290650133507312290843133009407310104011290114313300125719350
[0053]
由表1
‑
3可知,本发明的实施例中的钢帘线经压延工艺制备帘布后,切割形成的1m帘布有轻微的正方向残扭及弧高现象,裁断1/2和1/4的帘布逐渐向负方向产生残扭变化,裁断后的帘布有负方向残扭释放,同时裁断后帘布有轻微下趴的现象,放卷方向与压延收卷相反,无翘头,拼接正常,翻面有10
‑
14mm的负方向翘高,采用本发明的钢帘线帘布的检测分析方法能准确检测帘布的弧高以及残扭的变化方向,便于工作人员生产过程中及时准确的矫正钢帘线,提高了后续帘布的生产效率。
[0054]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关的工作人员完全可以在不偏离本发明的范围内,进行多样的变更以及修改。本项发明的技术范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1