一种粉末液压机用大量程自动称粉机的制作方法
1.本实用新型涉及一种粉末液压机上料装置,尤其涉及一种粉末液压机用大量程自动称粉机。
背景技术:
2.粉末冶金是制取金属或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料,经过有压或无压成形后再通过烧结,制造金属材料、复合以及各种类型制品的工艺技术。粉末冶金技术具备显著节能、省材、性能优异、产品精度高且稳定性好等一系列优点,非常适合于大批量生产。目前,粉末冶金技术已被广泛应用于交通、机械、电子、航空航天、兵器、生物、新能源、信息和核工业等领域,成为新材料科学中最具发展活力的分支之一。随着国内粉末技术的飞速发展,许多金属材料均采用粉末成型技术,即通过粉末成型压机将金属粉末压制成型,再通过烧结制得金属制品。
3.现有的粉末液压机在进行上料时,其上料的过程通常为:由人工将批量的粉末加入上料斗中,然后,上料斗中的粉末会掉入位于上料斗下方的上料盒内,再将上料盒中的物料通过振动的方式加入粉末液压机中,在这一上料过程中,对于加入粉末液压机中的粉末的量无法控制,因此,就会导致加入粉末液压机中的粉末的量有多又少,进而导致制造的产品部位位置的密度过小或过大,影响到产品的最终质量。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种能够对加入粉末液压机中的粉末的重量进行控制的粉末液压机用大量程自动称粉机。
5.为解决上述技术问题,本实用新型的技术方案为:一种粉末液压机用大量程自动称粉机,其创新点在于:包括
6.一主机框架,在主机框架内设置有送料机构和称重机构;
7.所述送料机构包括自上而下依次设置的送料斗、送料盒、振动器,送料盒为一上端开口的空心长方体结构,送料盒的进料侧位于送料斗的正下方,送料盒的出料侧设置有一出料开口,振动器安装在送料盒位于进料侧的底侧,并带动送料盒振动,在送料盒的出料侧还设置有启闭单元;
8.所述称重机构包括一设置在送料盒的出料开口处的称重斗,该称重斗通过一称重支架悬挂在主机框架内,所述称重支架悬挂在主机框架的上侧,且称重支架与主机框架之间不连接,在称重支架上位于称重斗的上方还安装有一称重传感器,所述称重斗的底端具有一出料口,在该出料口处活动连接有一放料闸板。
9.进一步的,所述启闭单元包括沿着送料盒的进料侧至送料盒的出料侧方向依次分布的第一闸板、第二闸板,所述第一闸板、第二闸板均设置在送料盒的上方,并由独立的驱动缸驱动进行上下运动从而靠近或远离送料盒,实现送料盒的启闭。
10.进一步的,所述放料闸板与称重斗之间的连接为:放料闸板为一弧形板,相对应的
称重斗的出料口为与放料闸板相对应的弧形出料口,所述放料闸板的两侧与称重斗的出料口之间铰接而成,且放料闸板由一放料缸驱动沿着放料闸板与称重斗之间的铰接点进行摆动,从而实现称重斗出料口的启闭。
11.进一步的,所述主机框架四周还设置有覆盖送料机构及称重斗进料口的透明防尘板。
12.本实用新型的优点在于:
13.1) 通过在送料盒的出料口处增设一称重机构,利用称重斗、悬挂的称重支架、称重传感器之间的配合,从而进入称重斗中的粉末的重量进行称重控制,进而实现了对进入粉末液压机的粉末的重量进行控制,确保每次进入粉末液压机中的粉末的重量基本一致,确保后续生产的产品的质量。
14.2) 采用第一闸板与第二闸板配合的方式,从而可通过控制第一闸板、第二闸板的不同开度来对送料盒送入称重斗的粉末的量进行精确的控制,以便于后续的称重。
15.3) 对于放料闸板与称重斗之间的连接,采用弧形状的放料闸板以及弧形状的称重斗出料口,并配合放料缸带动放料闸板进行摆动,采用这种摆动的启闭方式来进行放料,更加的方便,避免出现卡料的现象。
16.4) 透明防尘板的设置,则是在粉末物料进行输送的过程中,对其进行保护,避免外界的粉尘混入粉末产品中,而影响到后续生产的产品的质量。
附图说明
17.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
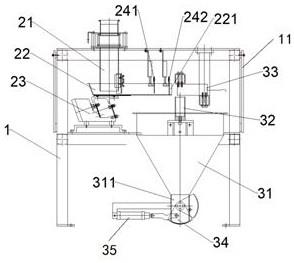
18.图1为本实用新型一种粉末液压机用大量程自动称粉机的主视结构示意图。
19.图2为本实用新型一种粉末液压机用大量程自动称粉机的侧视结构示意图。
具体实施方式
20.下面的实施例可以使本专业的技术人员更全面地理解本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
21.如图1所示的一种粉末液压机用大量程自动称粉机,包括
22.一主机框架1,在主机框架1内设置有送料机构2和称重机构3。
23.送料机构2包括自上而下依次设置的送料斗21、送料盒22、振动器23,送料盒22为一上端开口的空心长方体结构,送料盒22的进料侧位于送料斗的正下方,送料盒22的出料侧设置有一出料开口221,振动器23安装在送料盒22位于进料侧的底侧,并带动送料盒22振动,在送料盒22的出料侧还设置有启闭单元24。
24.启闭单元24包括沿着送料盒22的进料侧至送料盒22的出料侧方向依次分布的第一闸板241、第二闸板242,第一闸板241、第二闸板242均设置在送料盒22的上方,并由独立的驱动缸驱动进行上下运动从而靠近或远离送料盒22,实现送料盒22的启闭。采用第一闸板与第二闸板配合的方式,从而可通过控制第一闸板、第二闸板的不同开度来对送料盒送入称重斗的粉末的量进行精确的控制,以便于后续的称重。
25.称重机构3包括一设置在送料盒22的出料开口221处的称重斗31,该称重斗31通过一称重支架32悬挂在主机框架1内,称重支架32悬挂在主机框架1的上侧,且称重支架32与
主机框架1之间不连接,在称重支架32上位于称重斗31的上方还安装有一称重传感器33,称重斗31的底端具有一出料口311,在该出料口311处活动连接有一放料闸板34。通过在送料盒的出料口处增设一称重机构,利用称重斗、悬挂的称重支架、称重传感器之间的配合,从而进入称重斗中的粉末的重量进行称重控制,进而实现了对进入粉末液压机的粉末的重量进行控制,确保每次进入粉末液压机中的粉末的重量基本一致,确保后续生产的产品的质量。
26.放料闸板34与称重斗31之间的连接为:放料闸板34为一弧形板,相对应的称重斗31的出料口311为与放料闸板34相对应的弧形出料口,放料闸板34的两侧与称重斗31的出料口311之间铰接而成,且放料闸板34由一放料缸35驱动沿着放料闸板34与称重斗31之间的铰接点进行摆动,从而实现称重斗31出料口的启闭。对于放料闸板与称重斗之间的连接,采用弧形状的放料闸板以及弧形状的称重斗出料口,并配合放料缸带动放料闸板进行摆动,采用这种摆动的启闭方式来进行放料,更加的方便,避免出现卡料的现象。
27.主机框架1四周还设置有覆盖送料机构及称重斗31进料口311的透明防尘板11。透明防尘板的设置,则是在粉末物料进行输送的过程中,对其进行保护,避免外界的粉尘混入粉末产品中,而影响到后续生产的产品的质量。
28.本实施例中,主机框架采用碳钢结构,前后开门便于清理。
29.本实施例中,控制箱与主机分离,两者之间预留线长2m。
30.本实施例中,本实用新型一种粉末液压机用大量程自动称粉机称量范围为25kg
‑
100kg,称量速度为小于8分钟/次,称量精度为
±
20g。
31.本实施例中,粉料从送料斗21内进入送料盒22上,在振动器23的作用下带动送料盒22振动,物料从送料盒22的出料开口221进入称重斗31内,当称重传感器33数值达到额定的接近所设定的出料称重数值时,启闭单元24的第一闸板241放下,此时第一闸板241与送料盒22间留有一道间隙,粉料进入称料杯10的速率变慢,当称重传感器数值为设定数值时,此时第一闸板242关闭,停止送料。
32.本实施例中,称重时,称重斗31的出料口311处于关闭状态,称料完成后,称重斗31的出料口311处闭合的放料闸板34由放料缸驱动沿着放料闸板34与称重斗31之间的铰接点向远离称重斗31的出料口311处摆动,从而开启,称完的粉料流出,待进一步加工。
33.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1