盘形样品腔室和包括盘形样品腔室的探针的制作方法
盘形样品腔室和包括盘形样品腔室的探针
1.背景
1.技术领域
2.本发明涉及一种盘形样品腔室和一种包括该盘形样品腔室的探针。更具体地,本发明涉及一种盘形样品腔室并且涉及一种包括该腔室的探针,其中腔室主体使用点焊方案在其至少一个侧向面上彼此粘结。
2.
背景技术:
3.在炼钢过程中,正在做出各种努力来提高钢的质量。因此,收集和分析熔化的金属样品以便监测和控制影响熔化的钢的纯度的熔化的金属的物理特性。
4.近来,已做出各种努力来使用各种装置收集熔化的金属样品。此外,将温度测量和熔化的钢样品收集功能组合以减少将装置转换成复杂探针的工作时间。
5.通常,探针用于在炼钢过程中收集和分析一定量的熔化的金属。在现有技术中,通过将配备有盘形样品腔室的探针插入到电炉中来收集熔化的金属样品。
6.通常,现有技术中的盘形样品腔室使用用于固定样品腔室的夹具进行组装。这些夹具通常被配置为预加载弹簧。当样品腔室被填充时,膨胀气体产生夹具需要承受的过压。在固定不足够牢固或样品腔室未完全连接的情况下,毛刺可形成在样品上,这在进一步处理和分析所得样品时是有问题的。
7.另外,使用用于固定样品腔室的夹具的耦接结构导致样品腔室的组装部件的成本增加并引起由于夹具耦接产生的额外生产时间。此外,需要在取得样品之后进行分析之前移除夹具,这主要结合特殊工具手动完成。另外的工艺步骤也增加了这种样品闭合技术的成本。
8.相关现有技术文件包括韩国专利申请公布号10-2011-0138145(2011年12月26日公布)描述一种用于收集和测量熔化的金属样品的探针。
技术实现要素:
9.提供了本概述以便以简化的形式介绍一系列概念,这些概念在以下详细描述中进一步描述。本概述既不意图识别要求保护的主题的所有关键特征或基本特征,也不意图单独用来帮助确定要求保护的主题的范围。
10.本发明的目的是提供一种盘形样品腔室,其中该腔室主体使用点焊方案在其至少一个侧向面上彼此粘结,以便促进样品腔室的组装工作和分离并且减少其生产时间和成本。此外,提供一种包括盘形样品腔室的探针。
11.本发明的第一实施方案提供一种用于收集熔化的金属的盘形样品腔室,该腔室包括:腔室主体,该腔室主体具有左主体和右主体,该左主体和该右主体彼此粘结以在两者之间限定盘形样品空间;样品入口,该样品入口从该腔室主体向上延伸并且将该样品空间与外部连接;和焊接粘结部分,该焊接粘结部分定位在该腔室主体的至少一个侧向面上,以使
该左主体和该右主体彼此粘结。
12.在腔室的一个实施方案中,焊接粘结部分定位在该左主体和该右主体之间的粘结线的一部分处,由此使该左主体和该右主体彼此粘结,其中该焊接粘结部分使用激光器以点焊方式形成。
13.在腔室的一个实施方案中,盘形样品腔室具有高于或等于30mm并且小于100mm的竖直尺寸。
14.优选地,竖直尺寸沿着样品入口的轴线限定到样品腔室的相反端。
15.在腔室的一个实施方案中,盘形样品腔室具有高于或等于30mm并且小于40mm的竖直尺寸。
16.在腔室的一个实施方案中,盘形样品腔室具有高于或等于40mm并且小于57mm的竖直尺寸。
17.在腔室的一个实施方案中,腔室主体竖直地分成两个部分,并且焊接粘结部分形成在两个部分中的下部部分的两个相对侧向面中的每个侧向面上。
18.在腔室的一个实施方案中,该焊接粘结部分形成在该下部部分的两个相对侧向面中的每个侧向面的弯曲部分上。
19.在腔室的一个实施方案中,盘形样品腔室具有高于或等于57mm并且小于80mm的竖直尺寸。
20.在腔室的一个实施方案中,该腔室主体竖直地分成两个部分,并且该焊接粘结部分形成在三个部分中的下部部分和中间部分中的每个部分的两个相对侧向面中的每个侧向面上。
21.在腔室的一个实施方案中,该焊接粘结部分形成在该下部部分和该中间部分中的每个部分的两个相对侧向面中的每个侧向面的弯曲部分上。
22.本发明的第二方面提供一种用于收集熔化的金属的探针,该探针包括:纸管,该纸管具有中空结构,该中空结构具有开口前端;盘形样品腔室,该盘形样品腔室固定地安装在该纸管的前端部分的内部;头部构件,该头部构件安装到该纸管的该前端中以闭合该纸管的该开口顶部;和传感器构件,该传感器构件安装在该头部构件上,其中该盘形样品腔室包括:腔室主体,该腔室主体具有左主体和右主体,该左主体和该右主体彼此粘结以在两者之间限定盘形样品空间;样品入口,该样品入口从该腔室主体向上延伸并且将该样品空间与外部连接;和焊接粘结部分,该焊接粘结部分定位在该腔室主体的至少一个侧向面上,以使该左主体和该右主体彼此粘结。
23.在探针的一个实施方案中,该盘形样品腔室具有高于或等于40mm并且小于57mm的竖直尺寸,其中该腔室主体竖直地分成两个部分,并且该焊接粘结部分形成在两个部分中的下部部分的两个相对侧向面中的每个侧向面上。
24.在探针的一个实施方案中,该盘形样品腔室具有高于或等于57mm并且小于80mm的竖直尺寸,其中该腔室主体竖直地分成两个部分,并且该焊接粘结部分形成在三个部分中的下部部分和中间部分中的每个部分的两个相对侧向面中的每个侧向面上。
25.根据本发明的效果可以如下,但可能不限于此。
26.如上所述,根据本发明,左主体和右主体之间的粘结线的仅一部分在激光点焊方案中选择性地彼此焊接,这与在使用夹具固定方案时的那些样品腔室的组装时间和成本相
比显著减少了组装时间和成本。
27.此外,样品腔室的右主体和左主体之间的耦接方案不是夹具固定方案,而是使用激光器的点焊方案。因此,样品腔室的两个主体的组装和分离很容易,并且可减少该样品腔室的生产时间和成本。
28.此外,焊接粘结部分不形成在左主体和右主体之间的整个粘结线之上,而是根据样品腔室的竖直尺寸选择性地仅置于分别位于腔室主体120的两个相对侧向面上的两个点或四个点处,从而允许样品腔室的腔室主体的右主体和左主体彼此容易地分离。
29.此外,根据本发明,使用视觉检查装置估计样品腔室的焊接粘结部分的大小和两个主体之间的粘结线的对比度测量值,并且基于估计结果来确定非缺陷产品,从而提高产品收得率。
30.除了上文所描述的效果之外,根据本发明的特定效果将与用于实施本发明的详细描述一起描述。
附图说明
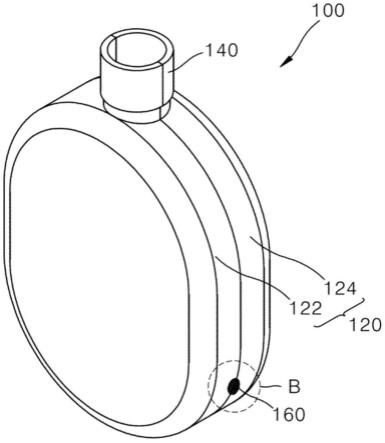
31.图1是示出根据本发明的一个实施方案的盘形样品腔室的分解状态的前透视图。
32.图2是示出根据本发明的一个实施方案的盘形样品腔室的组装状态的前透视图。
33.图3是示出根据本发明的一个实施方案的盘形样品腔室的组装状态的侧剖视图。
34.图4是示出根据本发明的另一个实施方案的盘形样品腔室的组装状态的前透视图。
35.图5是示出根据本发明的另一个实施方案的盘形样品腔室的组装状态的侧剖视图。
36.图6是解释利用视觉检查装置进行的样品腔室的焊接粘结部分和粘结线的评估过程的照片。
37.图7是示出根据本发明的实施方案的包括盘形样品腔室的探针的剖视图。
具体实施方式
38.为了说明的简化和清晰起见,附图中的元件未必按比例绘制。不同附图中的相同的参考标号表示相同或类似的元件,并且因此执行类似的功能。此外,为了描述的简单,省略了众所周知的步骤和元件的描述和细节。此外,在本发明的以下详细描述中,阐述了许多特定细节以便提供对本发明的全面理解。然而,应当理解,可在没有这些特定细节的情况下实践本发明。在其它情况下,尚未详细描述众所周知的方法、程序、部件和电路,以免不必要地混淆本发明的方面。
39.下面进一步说明和描述各种实施方案的示例。应当理解,本文的描述并不旨在将权利要求限制于所描述的特定实施方案。相反,它旨在涵盖可包括在由所附权利要求限定的本发明的精神和范围内的另选方案、修改和等效物。
40.本文使用的术语仅用于描述具体实施方案的目的,而不旨在限制本发明。如本文所用,除非上下文另外明确指出,否则单数形式“一个”和“一种”也旨在包括复数形式。应当进一步理解,术语“包括(comprises)”、“包括(comprising)”、“包含(includes)”和“包含(including)”当在本说明书中使用时指定所述特征、整数、操作、元件和/或部件的存在,但
不排除一个或多个其它特征、整数、操作、元件、部件和/或其部分的存在或添加。如本文所用,术语“和/或”包括相关联的所列项目中的一者或多者的任何和所有组合。诸如
“……
中的至少一者”的表达在置于元件列表之前时可能修饰整个元件列表并且可能不修饰列表的单独元件。
41.应当理解,尽管术语“第一”、“第二”、“第三”等在本文中可用于描述各种元件、部件、区域、层和/或区段,但这些元件、部件、区域、层和/或区段不应受到这些术语的限制。这些术语用于将一个元件、部件、区域、层或区段与另一个元件、部件、区域、层或区段区分开来。因此,在不脱离本发明的精神和范围的情况下,下文描述的第一元件、部件、区域、层或区段可称作第二元件、部件、区域、层或区段。
42.另外,还应当理解,当第一元件或层称为存在于第二元件或层“上”或其“下方”时,第一元件可直接设置在第二元件上或其下方,或者可间接设置在第二元件上或其下方,其中第三元件或层设置在第一元件或层和第二元件或层之间。
43.应当理解,当元件或层称为“连接到”或“耦接到”另一个元件或层时,它可直接位于、连接到或耦接到其它元件或层,或者可存在一个或多个居间元件或层。另外,还应当理解,当元件或层称为“在两个元件或层之间”时,它们可以是两个元件或层之间的唯一元件或层,或者也可存在一个或多个居间元件或层。
44.此外,如本文所用,当层、膜、区域、板等设置在另一个层、膜、区域、板等“上”或“其顶部上”时,前者可直接接触后者,或又另一个层、膜、区域、板等可设置在前者和后者之间。如本文所用,当层、膜、区域、板等直接设置在另一个层、膜、区域、板等“上”或“其顶部上”时,前者直接接触后者,并且又另一个层、膜、区域、板等不设置在前者和后者之间。此外,如本文所用,当层、膜、区域、板等设置在另一个层、膜、区域、板等“之下”或“其下面”时,前者可直接接触后者或又另一个层、膜、区域、板等可设置在前者和后者之间。如本文所用,当层、膜、区域、板等直接设置在另一个层、膜、区域、板等“之下”或“其下面”时,前者直接接触后者,并且又另一个层、膜、区域、板等不设置在前者和后者之间。
45.除非另有定义,否则本文所用的所有术语(包括技术和科学术语)具有与发明构思所属领域的普通技术人员通常理解的相同的含义。将进一步理解,除非本文明确这样定义,否则术语(诸如在常用字典中定义的那些)应当被解释为具有与其在相关领域的上下文中的含义一致的含义,并且将不以理想化或过于正式的意义进行解释。
46.在下文中,将参考附图详细描述根据本发明的优选实施方案的盘形样品腔室和包括该盘形样品腔室的探针。
47.图1是示出根据本发明的一个实施方案的盘形样品腔室的分解状态的前透视图。图2是示出根据本发明的一个实施方案的盘形样品腔室的组装状态的前透视图。图3是示出根据本发明的一个实施方案的盘形样品腔室的组装状态的侧剖视图。
48.参考图1至图3,根据本发明的一个实施方案的盘形样品腔室100包括腔室主体120、样品入口140和焊接粘结部分160。
49.腔室主体120包括左主体122和右主体124,这些主体彼此耦接以限定在两者之间限定的盘形样品空间s。因此,腔室主体120分成左主体122和右主体124。左主体122和右主体124彼此接触,从而形成在两者之间限定的盘形样品空间s。
50.左主体122和右主体124中的每一者具有盘形半圆形结构。左主体122和右主体124
优选地被设计成相对于彼此具有对称结构。
51.样品入口140从腔室主体120向上延伸并且形成为将样品空间s与外部连通。此样品入口140可从腔室主体120的顶部突出。就这一点而言,当收集熔化的金属样品时,将熔化的金属样品通过样品入口140引入到盘形样品空间s中。
52.焊接粘结部分160形成在腔室主体120的至少一个侧向面上,以使左主体122和右主体124彼此粘结。
53.更具体地,焊接粘结部分160定位在左主体122和右主体124之间的粘结线的一部分上,以使左主体122和右主体124彼此粘结,其中部分160使用激光器以点焊方式形成。
54.基于激光的点焊方案通过使用激光头将从激光振荡器振荡的激光束辐照到焊接目标点上来执行焊接。就这一点而言,激光头优选地为能够将激光束辐照到预定扫描区域的扫描头,但不限于此。
55.以此方式,左主体122和右主体124的粘结线的仅部分在激光点焊方案中选择性地彼此焊接,从而与在使用夹具固定方案时的那些样品腔室的组装时间和成本相比显著减少了组装时间和成本。
56.根据本发明的实施方案的盘形样品腔室100具有小于57mm的竖直尺寸,并且更优选地,竖直尺寸在40mm至57mm的范围内。
57.在这种情况下,当腔室主体120分成上部部分和下部部分时,焊接粘结部分160优选地形成在下部部分的两个相对侧向面中的每个侧向面上。就这一点而言,焊接粘结部分160更优选地形成在腔室主体120的下部部分的两个相对侧向面中的每个侧向面的弯曲部分上。
58.优选地,焊接粘结部分160选择性地仅形成在位于腔室主体120的下部部分的两个相对侧向面上的a和b两个点中的每个点处,从而使左主体122和右主体124彼此牢固地粘结,同时节省焊接时间和成本。
59.在另一个实施方案中,焊接粘结部分160不形成在左主体122和右主体124之间的整个粘结线之上,而是选择性地仅置于位于腔室主体120的两个相对侧向面上的a和b两个点中的每个点处,从而允许样品腔室100的腔室主体的右主体和左主体彼此容易地分离。
60.在另一个的实施方案中,焊接粘结部分160的直径为:不大于腔室主体的侧向面的高度的15%,从而允许样品腔室100的腔室主体的右主体和左主体彼此容易地分离;优选地不大于10%;最优选地不大于5%。
61.如上所述,根据本发明,样品腔室100的右主体和左主体之间的耦接方案不是夹具固定方案,而是使用激光器的点焊方案。因此,样品腔室100的两个主体的组装和分离可能很容易,并且可减少该样品腔室的生产时间和成本。
62.图4是示出根据本发明的另一个实施方案的盘形样品腔室的组装状态的前透视图。图5是示出根据本发明的另一个实施方案的盘形样品腔室的组装状态的侧剖视图。就这一点而言,图5示出盘形样品腔室的左侧向面。
63.如图4和图5所示,根据本发明的另一个实施方案的盘形样品腔室100具有与如图1至图3所示的盘形样品腔室100的配置基本上相同的配置。但是,前者具有的竖直尺寸大于后者的竖直尺寸。因此,省略了其重复描述,并且以下描述将集中于两者之间的差异。
64.也就是说,根据本发明的另一个实施方案的盘形样品腔室100可具有至少57mm的
竖直尺寸,并且更优选地,可以在57mm至80mm的范围内。就这一点而言,当腔室主体120分成上部部分、中间部分和下部部分时,焊接粘结部分160可形成在位于中间部分的两个相对侧向面上的点上以及位于下部部分的两个相对侧向面上的两个点上。就这一点而言,焊接粘结部分160更优选地形成在腔室主体120的中间部分的两个相对侧向面中的每个侧向面的弯曲部分以及该腔室主体的下部部分的两个相对侧向面中的每个侧向面的弯曲部分上。
65.优选地,焊接粘结部分160选择性地仅形成在位于腔室主体120的中间部分的两个相对侧向面上的a和b两个点以及位于该腔室主体的下部部分的两个相对侧向面上的c和d两个点处,从而使左主体122和右主体124彼此牢固地粘结,同时节省其焊接时间和成本。
66.此外,焊接粘结部分160不形成在左主体122和右主体124之间的整个粘结线之上,而是选择性地仅置于位于腔室主体120的中间部分的两个相对侧向面上的a和b两个点以及位于该腔室主体的下部部分的两个相对侧向面上的c和d两个点处,从而允许样品腔室100的腔室主体的右主体和左主体彼此容易地分离。
67.在另一个的实施方案中,焊接粘结部分160的直径为:不大于腔室主体的侧向面的高度的15%,从而允许样品腔室100的腔室主体的右主体和左主体彼此容易地分离;优选地不大于10%;最优选地不大于5%。
68.如上所述,根据本发明,样品腔室100的右主体和左主体之间的耦接方案不是夹具固定方案,而是使用激光器的点焊方案。因此,样品腔室100的两个主体的组装和分离可能很容易,并且可减少该样品腔室的生产时间和成本。
69.图6是解释利用视觉检查装置评估样品腔室的焊接粘结部分以及左主体和右主体之间的粘结线的过程的照片。
70.根据本发明,图6使用视觉检查装置示出焊接粘结部分的大小和两个主体之间的粘结线的对比度。仅当测量值满足预定义范围时,经组装的样品腔室被确定为非缺陷产品。
71.优选地,当样品腔室的使用视觉检查装置测量的焊接粘结部分的大小和两个主体之间的粘结线的对比度处于预设范围内时,经组装的样品腔室被确定为非缺陷产品。
72.相反,当样品腔室的使用视觉检查装置测量的焊接粘结部分的大小和两个主体之间的粘结线的对比度测量值在预设范围外时,经组装的样品腔室被确定为缺陷产品。
73.优选地,根据本发明,使用视觉检查装置估计样品腔室的焊接粘结部分的大小和两个主体之间的粘结线的对比度测量值,并且基于估计结果来确定非缺陷产品,从而提高产品收得率。
74.图7是示出根据本发明的实施方案的包括盘形样品腔室的探针的剖视图。
75.参考图7,根据本发明的实施方案的包括盘形样品腔室100的探针400包括纸管300、盘形样品腔室100、头部构件200和传感器构件232。
76.纸管300具有带有开口前端的中空结构。
77.盘形样品腔室100固定地安装在纸管300的前端部分的内部。盘形样品腔室100包括腔室主体,该腔室主体具有彼此粘结以在两者之间限定盘形样品空间的左主体和右主体,样品入口从腔室主体向上延伸并且将该样品空间与外部连接,并且焊接粘结部分设置在腔室主体的至少一个侧向面上,以使左主体和右主体彼此粘结。
78.在腔室的一个实施方案中,盘形样品腔室具有高于或等于30mm并且小于100mm的竖直尺寸。
79.优选地,竖直尺寸沿着样品入口的轴线限定到样品腔室的相反端。
80.在腔室的一个实施方案中,盘形样品腔室具有高于或等于30mm并且小于40mm的竖直尺寸。
81.就这一点而言,根据本发明的实施方案的盘形样品腔室100具有小于57mm的竖直尺寸,并且更优选地,竖直尺寸在40mm至57mm的范围内。
82.在当腔室主体120分成上部部分和下部部分时的情况下,焊接粘结部分160优选地形成在下部部分的两个相对侧向面中的每个侧向面上。就这一点而言,焊接粘结部分160更优选地形成在腔室主体120的下部部分的两个相对侧向面中的每个侧向面的弯曲部分上。
83.优选地,焊接粘结部分160选择性地仅形成在分别位于腔室主体120的下部部分的两个相对侧向面上的a和b两个点中的每个点处,从而使左主体122和右主体124彼此牢固地粘结,同时节省焊接时间和成本。
84.此外,焊接粘结部分160不形成在左主体122和右主体124之间的整个粘结线之上,而是选择性地仅置于分别位于腔室主体120的两个相对侧向面上的a和b两个点中的每个点处,从而允许样品腔室100的腔室主体的右主体和左主体彼此容易地分离。
85.如上所述,根据本发明,样品腔室100的右主体和左主体之间的耦接方案不是夹具固定方案,而是使用激光器的点焊方案。因此,样品腔室100的两个主体的组装和分离可能很容易,并且可减少该样品腔室的生产时间和成本。
86.另选地,根据本发明的另一个实施方案的盘形样品腔室100可具有至少57mm的竖直尺寸,并且更优选地,可以在57mm至80mm的范围内。就这一点而言,当腔室主体120分成上部部分、中间部分和下部部分时,焊接粘结部分160可形成在分别位于中间部分的两个相对侧向面上的点上以及分别位于下部部分的两个相对侧向面上的两个点上。就这一点而言,焊接粘结部分160更优选地形成在腔室主体120的中间部分的两个相对侧向面中的每个侧向面的弯曲部分以及该腔室主体的下部部分的两个相对侧向面中的每个侧向面的弯曲部分上。
87.优选地,焊接粘结部分160选择性地仅形成在位于腔室主体120的中间部分的两个相对侧向面上的a和b两个点以及位于该腔室主体的下部部分的两个相对侧向面上的c和d两个点处,从而使左主体122和右主体124彼此牢固地粘结,同时节省焊接时间和成本。
88.此外,焊接粘结部分160不形成在左主体122和右主体124之间的整个粘结线之上,而是选择性地仅置于位于腔室主体120的中间部分的两个相对侧向面上的a和b两个点以及位于该腔室主体的下部部分的两个相对侧向面上的c和d两个点处,从而允许样品腔室100的腔室主体的右主体和左主体彼此容易地分离。
89.如上所述,根据本发明,样品腔室100的右主体和左主体之间的耦接方案不是夹具固定方案,而是使用激光器的点焊方案。因此,样品腔室100的两个主体的组装和分离可能很容易,并且可减少该样品腔室的生产时间和成本。
90.头部构件200安装在纸管300的前端处以闭合纸管300的开口端。头部构件200可还包括保护性顶盖240,该保护性顶盖定位在其前端处以保护样品腔室100和传感器构件232免受外部的影响。就这一点而言,样品腔室100可以经由连接器构件222固定到头部构件200。连接器构件222可插入到样品腔室100的样品入口和头部构件200的开口中。
91.传感器构件232安装在头部构件200上。传感器构件232可固定地安装在头部构件
200上以测量熔化的金属的温度和氧含量。
92.包括上文所述的根据本发明的实施方案的盘形样品腔室的探针400可用于收集各种类型的熔化的金属。具体地,探针可主要用于以浸没方式从电炉收集熔化的金属。
93.如上所述,根据本发明,左主体和右主体之间的粘结线的仅一部分在激光点焊方案中选择性地彼此焊接,从而与在使用夹具固定方案时的那些样品腔室的组装时间和成本相比显著减少了组装时间和成本。
94.优选地,样品腔室的右主体和左主体之间的耦接方案不是夹具固定方案,而是使用激光器的点焊方案。因此,样品腔室的两个主体的组装和分离很容易,并且可减少该样品腔室的生产时间和成本。
95.此外,焊接粘结部分不形成在左主体和右主体之间的整个粘结线之上,而是根据样品腔室的竖直尺寸选择性地仅置于分别位于腔室主体120的两个相对侧向面上的两个点或四个点中的每个点处,从而允许样品腔室的腔室主体的右主体和左主体彼此容易地分离。
96.优选地,根据本发明,使用视觉检查装置估计样品腔室的焊接粘结部分的大小和两个主体之间的粘结线的对比度测量值,并且基于估计结果来确定非缺陷产品,从而提高产品收得率。
97.如上所述,参考附图描述本发明。然而,本发明不限于本说明书中公开的实施方案和图。将显而易见的是,本领域技术人员可以在本发明的范围内对其进行各种修改。此外,尽管在本发明的实施方案的描述中尚未明确描述由本发明的特征产生的效果,但显而易见的是,应识别由本发明的特征产生的可预测的效果。
98.在下文中,将给出根据本发明的示例性条件。
99.样品腔室根据图2包括由钢制成的两个样品腔室主体半部,这两个半部具有60mm的长度、32mm的宽度和12mm的高度,在两个点处焊接在一起。焊接点的直径为1,3mm。
100.测试和评估焊缝的粘结强度
101.剪切强度
102.在剪切测试中评估焊接连接的强度。将组装的样品腔室以1.5mm/min的恒定十字头速度平行于样品腔室主体半部之间的连结线置于拉伸试验机(tinius olsen h10kt型)中。确定断开焊接缝的最大力。
103.对于根据本发明的样品腔室,剪切力在100n-450n的范围内。
104.抗断裂性
105.在测试焊接连接的强度的另选方法中,确定使样品腔室的焊接连接断裂的最小下降高度。将未填充的焊接样品腔室放置处于混凝土表面上方的某一高度并使其降落在表面上。在下降之后使样品连接断裂所需的最小下降高度是连接强度的代表性量度。此最小下降高度越高,连接越强。
106.对于示例性样品腔室,此高度为40cm。相比之下,具有夹具的传统样品腔室将在这种测试中不开口。
107.需要在不断裂的情况下保证20cm的最小降落高度,而40cm被视为样品腔室的代表高度,该代表高度适用于在填充熔化的金属样品之后的进一步处理。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1