一种球面轴承套圈球面位置量化测量方法与流程
1.本发明涉及磨加工领域,特别是涉及一种球面轴承套圈球面位置量化测量方法。
背景技术:
2.近年我公司购进数控磨加工设备,连续加工过程对球面位置的一致性要求提高,套圈车间生产的球面轴承套圈,原来采用摆头设备加工,测量球面位置控制使用样板透光法目视测量,加工结果只能判定是否合格,而且由于操作者的熟练程度会产生测量误差;
3.综上所述,现有技术的测量方法会存在的测量误差和连续加工过程球面位置的一致性低的问题。
技术实现要素:
4.本发明是为了解决现有技术的测量方法会存在的测量误差和连续加工过程球面位置的一致性低的问题,提供了一种球面轴承套圈球面位置量化测量方法。
5.本发明的技术方案是:
6.一种球面轴承套圈球面位置量化测量方法,它包括以下步骤:
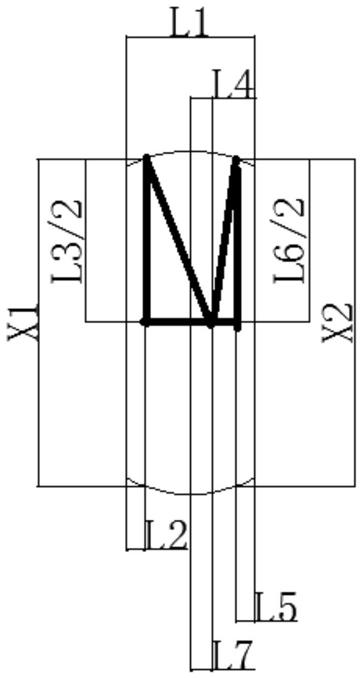
7.步骤一、计算球面轴承套圈一侧的测点高的第一球面直径尺寸x1:
8.首先按照设计要求给定的数值:幅高l1、第一测高l2、第一球面尺寸l3和第一位置公差l4的数值,采用勾股定理计算测点高的第一球面直径尺寸x1:
[0009][0010]
步骤二、计算球面轴承套圈另一侧的测点高的第二球面直径尺寸x2:
[0011]
首先按照要求给定的数值:幅高l1、第二测高l5、第二球面尺寸l6和第二位置公差l7的数值,采用勾股定理计算测点高的第二球面直径尺寸x2:
[0012][0013]
步骤三、计算出球面对称的直径差x;
[0014]
根据步骤一和步骤二得出的测点高的第一球面直径尺寸x1和测点高的第二球面直径尺寸x2,计算直径差x;
[0015]
x=x1
‑
x2;公式(3)
[0016]
步骤四、加工球面轴承套圈:
[0017]
根据步骤三中计算出的直径差x,按照计算出来的直径差x对球面轴承套圈进行加工,使球面轴承套圈的加工尺寸在直径差的范围之内;
[0018]
步骤五、对加工的球面轴承套圈使用直径测量法进行测量:
[0019]
选定测量点高度,测量点高度在零件的最大直径和端面直径之间,用仪表测量,在仪表上直接显示球面轴承位置的对称值来控制球面位置,记录仪表测量的数值是否小于直径差,判断该零件是否符合球形位置要求,
[0020]
如果仪表测量的数值小于步骤三计算出的直径差x,该零件符合球形位置要求,
[0021]
如果仪表测量的数值大于步骤三计算出的直径差x,该零件不符合球形位置要求。
[0022]
本发明与现有技术相比具有以下效果:
[0023]
本发明先计算出直径差,再对球面轴承套圈进行加工,使球面轴承套圈加工的尺寸落在直径差之内,再采用直径测量法,在球面轴承套圈上选取测点高,用轴承专用仪器测量仪表进行测量,在仪表上直接显示球面位置的对称值来控制球面位置,提高球面位置的一致性,降低了测量的误差。
附图说明
[0024]
图1是本发明时使用勾股定理的示意图;
[0025]
图2是本发明仪表测量的示意图。
具体实施方式
[0026]
具体实施方式一:结合图1至图2说明本实施方式,本实施方式的一种球面轴承套圈球面位置量化测量方法,它包括以下步骤:
[0027]
步骤一、计算球面轴承套圈一侧的测点高的第一球面直径尺寸x1:
[0028]
首先按照设计要求给定的数值:幅高l1、第一测高l2、第一球面尺寸l3和第一位置公差l4的数值,采用勾股定理计算测点高的第一球面直径尺寸x1:
[0029][0030]
步骤二、计算球面轴承套圈另一侧的测点高的第二球面直径尺寸x2:
[0031]
首先按照要求给定的数值:幅高l1、第二测高l5、第二球面尺寸l6和第二位置公差l7的数值,采用勾股定理计算测点高的第二球面直径尺寸x2:
[0032][0033]
步骤三、计算出球面对称的直径差x;
[0034]
根据步骤一和步骤二得出的测点高的第一球面直径尺寸x1和测点高的第二球面直径尺寸x2,计算直径差x;
[0035]
x=x1
‑
x2;公式(3)
[0036]
步骤四、加工球面轴承套圈:
[0037]
根据步骤三中计算出的直径差x,按照计算出来的直径差x对球面轴承套圈进行加工,使球面轴承套圈的加工尺寸在直径差的范围之内;
[0038]
步骤五、对加工的球面轴承套圈使用直径测量法进行测量:
[0039]
选定测量点高度,测量点高度在零件的最大直径和端面直径之间,用仪表1测量,在仪表1上直接显示球面轴承位置的对称值来控制球面位置,记录仪表1测量的数值是否小于直径差,判断该零件是否符合球形位置要求,
[0040]
如果仪表1测量的数值小于步骤三计算出的直径差x,该零件符合球形位置要求,
[0041]
如果仪表1测量的数值大于步骤三计算出的直径差x,该零件不符合球形位置要求。
[0042]
具体实施方式二:结合图1至图2说明本实施方式,本实施方式的步骤一中幅高为l1,l1=9mm。其他与具体实施方式一相同。
[0043]
具体实施方式三:结合图1至图2说明本实施方式,本实施方式的步骤一中第一球形尺寸为l3,l3=19mm。其他与具体实施方式一或二相同。
[0044]
具体实施方式四:结合图1至图2说明本实施方式,本实施方式的步骤一中的第一位置公差l4和步骤二中的第二位置公差l7相等,l4=l7。其他与具体实施方式一或二或三相同。
[0045]
具体实施方式五:结合图1至图2说明本实施方式,本实施方式的步骤一中位置尺寸公差为l4,l4=0.05mm。其他与具体实施方式一或二或三或四相同。
[0046]
具体实施方式六:结合图1至图2说明本实施方式,本实施方式的步骤五中的仪表1为扇形千分表。
[0047]
实施例1
[0048]
取幅高l1=8mm、第一测高l2=7mm、第一球面尺寸l3=16mm、第一位置公差l4=0.05mm;
[0049]
采用勾股定理计算测点高的第一球面直径尺寸x1;
[0050][0051]
将上述数值代入公式(1)
[0052]
计算x1=15.2mm;
[0053]
取幅高l1=8mm、第二测高l2=7mm、第二球面尺寸l3=14mm、第二位置公差l4=0.05mm;
[0054]
采用勾股定理计算测点高的第二球面直径尺寸x2;
[0055][0056]
将上述数值代入公式(2)
[0057]
计算x2=13mm;
[0058]
在计算出球面对称的直径差x;
[0059]
x=x1
‑
x2;公式(3)
[0060]
将x1和x2数值代入公式(3)
[0061]
计算x=3.2mm;
[0062]
如果仪表1测量的数值小于计算出的直径差x=3.2mm,该零件符合球形位置要求,
[0063]
如果仪表1测量的数值大于计算出的直径差x=3.2mm,该零件不符合球形位置要求。
[0064]
本发明已以较佳实施案例揭示如上,然而并非用以限定本发明,任何熟悉本专业技术人员,未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施案例所做的任何简单修改、等同变化与修饰,均仍属本发明技术方案范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1