一种在线检测球墨铸铁管壁厚的装置及方法与流程
1.本发明属于球墨铸铁管生产领域,具体地涉及一种在线检测球墨铸铁管壁厚的装置及方法。
背景技术:
2.目前,球墨铸铁管的壁厚检测通常都是在管子生产中产生质量问题后,随机抽取生产线上的管子纵向解剖后人工测量,检查铸铁管管身纵向壁厚的均匀性。不能实时检测铸铁管的壁厚,并且根据检测的数据调整离心机的浇注参数,这样当发生质量问题后已经产生批量的废品,造成生产成本的升高。针对这个问题,现在有些生产厂初步采用了超声波在线壁厚检测方法,超声波检测利用声波反射的原理来检测球墨铸铁管的壁厚,但是由于球墨铸铁管外壁不光滑、不平整(因为管模打点的原因)、内壁有浮渣、铸造表面不平整,管身内部组织不均匀,使得超声波检测数值不准确、偏差大,不能得到准确的铸管壁厚数据,实际使用中应用性差。针对超声波检测不准确的问题,有个别生产厂准备采用x射线检测。x射线检测利用x射线的强穿透力来检测球墨铸铁管的壁厚,但是x射线辐射对人体有害,在工业应用中必须做好防辐射的防护,同时需要对检测场所密闭防护,设备维护和操作都需要持证的专业人员,设备和人员的投资大,在实际应用中可操作性不强。
技术实现要素:
3.本发明为解决现有技术问题,提供了一种简单、可靠的在线检测球墨铸铁管壁厚的方法,解决球墨铸管生产中壁厚检测滞后所带来的管子质量问题,提高管子的合格率,同时克服现有检测方法的不足。
4.本发明采用的技术方案为:一种在线检测球墨铸铁管壁厚的装置,包括平轮、v轮、平轮支架、v轮支架、电子百分表、铰接轴、小车、电脑、平轮气缸、v轮气缸;所述平轮与球墨铸铁管外壁相接触、所述v轮与球墨铸铁管内壁相接触,所述平轮支架一端与平轮固定连接、另一端与铰接轴相铰接,所述v轮支架一端与v轮固定连接、另一端与铰接轴相铰接;所述平轮气缸伸缩端借助第一绳索与平轮支架相连接,所述v轮气缸伸缩端借助弹性装置与v轮支架构成弹性连接;所述电子百分表垂直固定在平轮支架上;所述铰接轴、电脑、平轮气缸和v轮气缸均固定在小车上,所述平轮的中心与v轮的中心始终在同一垂线上。
5.进一步地,所述弹性装置包括悬臂、定滑轮、第二绳索和弹簧,所述悬臂一端固定在小车上、另一端与定滑轮相连接;所述弹簧固定在悬臂与v轮支架之间,所述第二绳索一端与v轮气缸相连、另一端绕过定滑轮与v轮支架相连。
6.进一步地,所述电子百分表借助信号线与电脑相连,所述电子百分表的精度为微米级。
7.一种在线检测球墨铸铁管壁厚的方法,包括以下步骤:
8.a、铰接轴的中心点记为点c、电子百分表初始测量点记为点d、平轮与球墨铸铁管的接触点记为点a,电子百分表测量杆移动后测量终止点记为点e、v轮与球墨铸铁管的接触
点记为点b;
9.b、点c、d和a在一条直线上,点c、e和b在一条直线上,且点a和b始终在一条垂线上;
10.c、小车轴向运动,带动平轮和v轮在球墨铸铁管内运动到相应位置;
11.d、到达相应位置后,点a、b和c组成大三角形,同时点d、e和c组成相似小三角形;由于cb和ce的长度距离经过前期测量已知,de数据由电子百分表测量杆的移动测量得出,电子百分表具备信号输出的功能经过相似计算,可得出ab的数值,即球墨铸铁管壁厚;
12.e、通过小车的轴向运动,实现球墨铸铁管壁厚测量点ab沿球墨铸铁管轴向运动,从而可以测出球墨铸铁管轴向的壁厚变化。
13.进一步地,所述球墨铸铁管一端进行壁厚测量或两端同时进行壁厚测量。
14.进一步地,所述点a和点b在初始状态时相重合,所述点d和点e在初始状态时相重合,并且点c、点d、点a在一条直线上。
15.本发明获得的有益效果为:1、本检测装置对球墨铸铁管外形及内在铸造缺陷不敏感,结构简单,可靠性强,精度高的特点;2、本装置使用过程中,无需特殊的防护,操作人员无需特殊培训,设备和人员的投资少;3、本方法可以在线实时测量球墨铸铁管壁厚,及时反馈,实现闭环控制,降低废品率;4、本方法不仅可以测量常温下的球墨铸铁管壁厚,还可以测量高温下的球墨铸铁管壁厚,使壁厚信息反馈更加的及时,生产控制更加的精准。
16.本发明的原理为:采用相似三角形的原理,测量机构在测量球墨铸铁管的初始状态,点a与点b重合、点d与点e重合,并且点c、点d(e)、点a(b)在一条直线上。测量机构在测量球墨铸铁管时的状态,球墨铸铁管壁厚测量点a与b处和铰接点c组成的大三角形,与电子百分表测量起始点d与终止点e和铰接点c组成的小三角形相似;从而可以通过电子百分表测量de的距离,经过相似计算:得出球墨铸铁管壁厚ab的数值,再配合小车的轴向运动,实现壁厚测量点ab沿球墨铸铁管轴向运动,从而可以测出球墨铸铁管轴向的壁厚变化。
附图说明
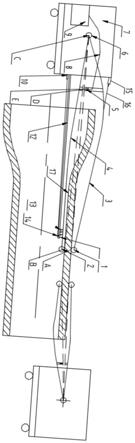
17.图1为本发明结构示意图;
18.图2为本发明测量初始状态原理图;
19.图3为本发明测量原理图;
20.图4为本发明管壁厚内外壁的平轮与v轮测量点示意图;
21.其中1代表平轮、2代表v轮、3代表平轮支架、4代表v轮支架、5代表电子百分表、6代表铰接轴、7代表小车、8代表信号线、9代表电脑、10代表v轮气缸、11代表第二绳索、12代表悬臂、13代表弹簧、14代表定滑轮、15代表平轮气缸、16代表第一绳索、17代表球墨铸铁管。
具体实施方式
22.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
23.如图1
‑
4所示:一种在线检测球墨铸铁管壁厚的装置,包括平轮1、v轮2、平轮支架3、v轮支架4、电子百分表5、铰接轴6、小车7、电脑9、平轮气缸15、v轮气缸10;所述平轮1与球
墨铸铁管17外壁相接触、所述v轮2与球墨铸铁管17内壁相接触,所述平轮支架3一端与平轮1固定连接、另一端与铰接轴6相铰接,所述v轮支架4一端与v轮2固定连接、另一端与铰接轴6相铰接;所述平轮气缸15伸缩端借助第一绳索16与平轮支架3相连接,所述v轮气缸10伸缩端借助弹性装置与v轮支架4构成弹性连接;所述电子百分表5垂直固定在平轮支架3上;所述铰接轴6、电脑9、平轮气缸15和v轮气缸10均固定在小车7上,所述平轮1的中心与v轮2的中心在同一垂线上。所述弹性装置包括悬臂12、定滑轮14、第二绳索11和弹簧13,所述悬臂12一端固定在小车7上、另一端与定滑轮14相连接;所述弹簧13固定在悬臂12与v轮支架4之间,所述第二绳索11一端与v轮气缸10相连、另一端绕过定滑轮14与v轮支架4相连。所述电子百分表5借助信号线8与电脑9相连,所述电子百分表5的精度为微米级,并且具备信号输出的功能。
24.一种在线检测球墨铸铁管壁厚的方法,包括以下步骤:
25.a、铰接轴6的中心点记为点c、电子百分表5初始测量点记为点d、平轮1与球墨铸铁管17的接触点记为点a,电子百分表5测量杆移动后测量终止点记为点e、v轮2与球墨铸铁管17的接触点记为点b;
26.b、点c、d和a在一条直线上,点c、e和b在一条直线上,且点a和b始终在一条垂线上;
27.c、小车7轴向运动,带动平轮1和v轮2在球墨铸铁管17内运动到相应位置;
28.d、到达相应位置后,点a、b和c组成大三角形,同时点d、e和c组成相似小三角形;由于cb和ce的长度距离经过前期测量已知,de数据由电子百分表测量杆的移动测量得出,那么经过相似计算可得出ab的数值,即球墨铸铁管17壁厚;
29.e、通过小车7的轴向运动,实现球墨铸铁管17壁厚测量点ab沿球磨铸铁管17轴向运动,从而可以测出球墨铸铁管17轴向的壁厚变化。所述球墨铸铁管17可以一端,也可以两端同时进行壁厚测量。
30.具体测量过程:生产中球墨铸铁管到指定位置后,测量机构的v轮气缸10、平轮气缸15施加力通过第二绳索11和第一绳索16使v轮支架4和平轮支架3张开,小车7沿承口向插口做轴向运动插入球墨铸管17内部,到达指定位置后,v轮气缸10和平轮气缸15停止施加力,平轮支架3靠自身重量与球墨铸铁管17外壁接触,v轮支架4在弹簧13的弹力作用下与球墨铸铁管17内壁接触。此时,平轮1与v轮2之间的距离就是该处球墨铸铁管17的最大壁厚。因为平轮1与球墨铸铁管17的接触点a、电子百分表5测量的起始点d、铰接轴6的中心点c,三点始终在一条直线上;v轮2与球墨铸铁管17的接触点b、电子百分表5的测量终止位e、铰接轴6的中心点c,三点也始终在一条直线上;这样就保证了在壁厚测量的过程中
△
abc与
△
dec始终是相似的。通过电子百分表5测量de的距离,由电脑9经过计算得出球墨铸铁管17的壁厚。小车7带动测量机构轴向运动,平轮1与v轮2在球墨铸铁管17表面滑动,由于球墨铸铁管17壁厚的不均匀,必然导致平轮1与v轮2之间距离值ab的变化,平轮1与v轮2之间距离值ab的变化将会引起电子百分表5测量处距离de的变化,电脑9获得电子百分表5输出的信号,通过相似计算,就可以显示得出球墨铸铁管17壁厚的变化。
31.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1