一种快速评估水泥基材料3D打印中浆体可打印性的方法和应用
一种快速评估水泥基材料3d打印中浆体可打印性的方法和应用
技术领域
1.本发明属于3d打印建筑材料领域,具体涉及一种快速评估水泥基材料3d打印中浆体可打印性的方法和应用。
背景技术:
2.挤出型混凝土3d打印工艺决定了打印浆体需满足独特的流变要求,以达到良好的可打印性。浆体的可打印性是指浆体的流变参数正好维持在某一个特定范围内,同时具备较好的流动度使其能被顺畅挤出以及较好的保塌性能使其被挤出后具备一定的塑型能力。早期le et al.通过不断料挤出长度和可打印层数分别考察浆体的可挤出性和可建造性,对可建造性的评估主要根据目测底层无明显变形。随着近年来3d打印技术在建筑领域的发展,又衍生出了通过屈服应力、流动度、剪切强度等流变性能评估可打印性的方法。但是,由于目前的3d打印系统尚未形成统一的标准,本领域技术人员所得的各类参数可打印范围各异,使上述评估方法的适用性不强。此外,本领域技术人员在进行配合比设计时,大多通过预打印试验确定好可打印配方,再反向测得相关评估指标的可打印范围,而非正向设计。因此,亟待一种快速高效、普适性强的评估方法,为3d打印水泥基材料的正向设计提供指导,降低配合比设计阶段的试验成本,提高工作效率。
技术实现要素:
3.针对现有技术的不足,本发明提供一种快速评估水泥基材料3d打印中浆体可打印性的方法和应用,能够快速高效、低成本、普适性强地评估水泥基材料的可打印性。
4.本发明是通过以下技术方案实现的:
5.一种快速评估水泥基材料3d打印中浆体可打印性的方法,包括以下步骤:
6.(1)根据bingham流体的触变性理论,结合实际的打印机系统参数,得到浆体可打印的最佳屈服应力范围:τ1<τ<τ2;
7.(2)通过屈服应力τ与坍落度s的线性关系:τ=3.30ρ(h
‑
s),式中ρ为浆体密度,h为坍落筒高度,得到坍落度可打印范围:s1<s<s2;
8.(3)为保证评估的准确性,辅以跳桌流动度指标d进行评测,流动度范围可根据文献或设备商提供的参考值确定:d1<d<d2;
9.(4)浆体制备完成后,在一个以上的不同时间节点分别进行坍落度和跳桌流动度试验,得到坍落度值s和流动度值d后,进行归一化处理并将坍落度指标p
s
、流动度指标p
d
绘制于同一张散点图中;其中,
[0010][0011]
根据散点图,评估准则如下:
[0012]
(4
‑
1)p1作为满足可挤出型的阈值,p2作为满足可建造性的阈值;当p
s
、p
d
同时落在
p1、p2之间时,视为满足可打印性;其中,
[0013][0014]
(4
‑
2)对散点图进行拟合可以得到浆体流动度的经时损失曲线,曲线越平缓表明可打印窗口期越长,曲线与p1、p2交点之间即为最佳可打印窗口期。
[0015]
优选地,步骤(1)所述最佳屈服应力范围的推导方式如下:
[0016]
所述τ1为后覆压力p
layer
,所述τ2为挤料装置的最大挤压应力p
extrusion
,其中,所述挤料装置的最大挤压应力p
extrusion
由设备商提供或根据实测获得,所述后覆压力p
layer
为后续打印层的自重压力,是时间t的函数,p
layer
=ρgh(t),式中:ρ为浆体密度,g=9.8n/kg,h为打印层高度。
[0017]
一种快速评估水泥基材料3d打印中浆体可打印性的方法在3d打印中的应用。
[0018]
本发明的有益效果如下:
[0019]
与现有技术相比,本发明具有快速高效、试验成本低等特点,更重要的是,该方法不受打印体系的影响,普适性强,针对不同的打印机可独立计算得出所述指标的可打印范围,为配合比的正向设计提供指导和依据。避免了3d打印混凝土配合比设计阶段的通过现场打印来确定可打印性的盲目性,节省了材料资源和人力资源。
附图说明
[0020]
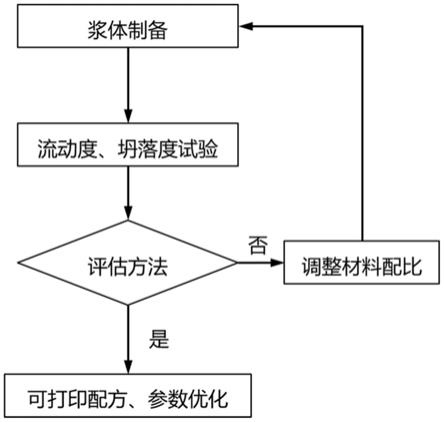
图1为快速评估水泥基材料3d打印中浆体可打印性的方法的流程图;
[0021]
图2为实施例1中评估指标数据处理方法与评估准则示意图;
[0022]
图3为实施例2中坍落度试验与跳桌流动度试验的评估指标散点图。
具体实施方式
[0023]
下面结合附图与具体实施例对本发明做进一步详细说明。
[0024]
实施例1
[0025]
一种快速评估水泥基材料3d打印中浆体可打印性的方法,如图1所示,具体步骤如下:
[0026]
(1)确定可打印浆体的屈服应力τ上下阈值
[0027]
根据bingham流体的触变性理论,结合实际的打印机系统参数,得到浆体可打印的最佳屈服应力范围。
[0028]
bingham流体是指剪切应力与剪切速率呈线性关系,但只有当剪应力大于屈服应力时才开始流动;流体在静止时存在凝胶结构。
[0029]
浆体可打印的最佳屈服应力范围理论计算时,考虑了打印系统挤料装置可提供的最大挤压力,以及喷嘴尺寸、出料速度等决定的浆体在沉积过程中需承受的上覆压力。
[0030]
3d打印材料的可打印性指浆体具有一定的流动度能被顺畅挤出,挤出后又能失去流动性以承受后续打印层的上覆压力。因此,理论的可打印浆体的屈服应力τ应小于挤料装置提供的最大挤压应力p
extrusion
,而大于后续打印层的自重压力p
layer
,即屈服应力τ应满足:
[0031]
p
layer
<τ<p
extrusion
[0032]
其中,挤料装置的最大挤压应力p
extrusion
可由设备商提供或根据实测获得,该值越
大越有利于出料,即可挤出型的限制作用越小,配合比可调控的范围就越大;各类打印机的供料系统可提供的挤压力各有不同,一般情况下:p
泵送式
>p
闭口挤压式
>p
开口螺旋式
。后覆压力p
layer
与打印速度、喷嘴直径等实际打印参数直接相关,是时间t的函数,此处简化为p
layer
=ρgh(t),式中:ρ为浆体密度,g=9.8n/kg,h为打印层高度。
[0033]
由上式可确定可打印浆体的最佳屈服应力范围:
[0034]
τ1<τ<τ2[0035]
(2)根据屈服应力τ与坍落度s的线性关系,得到可打印浆体的坍落度范围
[0036]
屈服应力的测试成本较高,而坍落度试验在工程实际中被广泛应用于浆体工作性的评测,具有操作方便、试验成本低等特点。关于屈服应力与坍落度的关系,目前已有较为深入的研究,根据文献(chidiac s e,habibbeigi f,chan d.slump and slump flow for characterizing yield stress of fresh concrete[j].aci materials journal,2006,103(6):413
‑
418.)中的理论结果,屈服应力τ与坍落度s的线性关系为:τ=3.30ρ(h
‑
s),式中ρ为浆体密度,h为坍落筒高度,得到坍落度可打印范围:
[0037]
s1<s<s2[0038]
(3)为提高评估的准确性,可辅以跳桌流动度指标d进行评测
[0039]
跳桌流动度d的可打印范围可根据文献或设备商提供的参考值确定:
[0040]
d1<d<d2[0041]
(4)坍落度试验与跳桌流动度试验
[0042]
浆体制备完成后,在2个不同时间节点t1、t2分别进行坍落度和跳桌流动度试验,得到坍落度值s和流动度值d后,进行归一化处理并将坍落度指标p
s
、流动度指标p
d
绘制于同一张散点图中,如图2所示。
[0043][0044]
本实施例中的2个不同时间节点可拓展为多个,多点数据拟合为曲线(两点数据拟合为直线)可以更准确地反映浆体流动度的经时损失。
[0045]
根据图2所示,评估准则如下:
[0046]
(a)p1作为满足可挤出型的阈值,p2作为满足可建造性的阈值;当p
s
、p
d
同时落在p1、p2之间时,视为满足可打印性。
[0047][0048]
(b)对散点图进行拟合可以得到浆体流动度的经时损失曲线,曲线越平缓表明可打印窗口期越长,曲线与p1、p2交点之间即为最佳可打印窗口期(open time),即图2中的t1~t2。
[0049]
实施例2
[0050]
一种快速评估水泥基材料3d打印中浆体可打印性的方法,具体步骤如下:
[0051]
(1)确定可打印浆体的屈服应力τ上下阈值
[0052]
本实施例采用建研华测公司研制的桌面式混凝土(砂浆)3d打印机,挤料装置为开口螺旋式,可提供的挤压力较小,挤压应力p
extrusion
取500pa。
[0053]
本实施例中浆体密度ρ=1.65g/cm3,采用20mm圆形喷嘴,单层层高h为10mm。考虑
到下层打印层的强度随着水化作用的进行而不断提高,后续打印层的自重不再完全由浆体的屈服应力承担。因此,p
layer
可简化为2层打印层的自重压力。层高h本来是时间t的函数:h(t),本实施例中简化为2层层高的常数,即单层10mm,两层层高h是0.02m,根据公式p
layer
=ρgh(t),得出:p
layer
=1.65
×
103×
9.8
×
0.02=323.4pa。
[0054]
因此,可打印浆体的屈服应力应满足:
[0055]
323.4pa<τ<500pa
[0056]
(2)根据屈服应力τ与坍落度s的线性关系,得到可打印浆体的坍落度范围
[0057]
屈服应力τ与坍落度s的线性关系为:τ=3.30ρ(h
‑
s),即本实施例中坍落筒高度h=0.15mm。
[0058]
因此,可打印浆体的坍落度范围为:
[0059]
58.2mm<s<90.6mm
[0060]
即坍落度s在74mm左右为宜。
[0061]
(3)为提高评估的准确性,可辅以跳桌流动度指标d进行评测
[0062]
本实施例中的纤维水泥基打印材料的可打印范围取:
[0063]
120mm<d<180mm
[0064]
即跳桌流动度d在150mm左右为宜。
[0065]
(4)坍落度试验与跳桌流动度试验
[0066]
浆体制备完成后,在不同时段分别进行两次(或三次)坍落度试验和跳桌流动度试验。为了将坍落度值s和流动度值d绘制于同一张散点图中,对数据进行归一化处理。
[0067]
根据图3所示,坍落度s的归一化处理过程如下:
[0068][0069]
则坍落度s对应的评估指标p
s
的下阈值p1、上阈值p2分别为:
[0070][0071][0072]
即可打印浆体的坍落度指标p
s
应满足:0.78<p
s
<1.22。
[0073]
同理,可对跳桌流动度值进行归一化处理,并得到跳桌流动度指标p
d
的范围:0.8<p
d
<1.2。
[0074]
对本实施例中纤维水泥基浆体,分别在加水后12min(t1)、22min(t2)进行了两次坍落度试验和跳桌流动度试验,数据如下表1所示。
[0075]
表1 实施例2坍落度与跳桌流动度实测值与归一化处理结果
[0076]
[0077]
根据图3所示,评估准则如下:
[0078]
(a)当p
s
,p
d
同时落在两阈值之间时,视为满足可打印性。本实施例中22min时的坍落度指标p
s
和跳桌流动度指标p
d
均落在可打印范围之外,视为不满足可挤出性和可建造性。
[0079]
(b)图3中散点拟合获得的曲线反映了浆体流动度的经时损失,曲线越平缓,表明流动度经时损失越慢,可打印窗口期越长。本实施例中的浆体可打印窗口期为加水后的5~17min。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1