一种针对挤压棒材的高速、精确X射线织构测试方法
一种针对挤压棒材的高速、精确x射线织构测试方法
技术领域
1.本发明涉及晶体学织构测试领域,具体为一种针对挤压棒材的高速、精确x射线织构测试方法。
技术背景
2.金属在塑性变形过程中,由于受到外力的作用,各晶粒就会沿着某些方向排列,呈现出或多或少的统计不均匀分布,即出现在某些方向上聚集排列,因而在这些方向上取向几率增大的现象,这种现象叫做择优取向。织构对于材料的各种电、磁、热、力学性能等均有十分重要的影响。因而测量金属材料的织构对于理解金属的塑性变形规律以及加工工艺的控制均具有重要的指导意义。
3.对于挤压棒材,一般采用x射线反射法进行测量,样品的扫描面一般选择为垂直挤压方向的横断面或平行挤压方向的纵截面。该方法最大的局限在于它仅能测量极图中心区域的不完整极图(ψ一般<60
°
),在极图极密度的计算过程中将极图的外围部分做近似估算处理,由于估算数据几乎占测量数据的50%,常规反射法获得的织构的误差是非常大的。为了精确的测量织构,可以利用透射法测量极图外围区域的织构强度,并将两种方法测量数据进行合并,最后计算测量极图。但这种方法的缺点有:1.透射射法测量时的吸收效应非常大,造成测量强度偏低。2.透射法和反射法一般需要两样品,样品制备耗时较长,并且,将两个不同样品的测量数据进行合并处理,是近似认为两个样品是织构相同,这本身也是不严格的。
4.同时,不论采用常规的反射法还是反射透射相结合的方法测量织构,其耗时都是非常大的,若选择扫描步长为5
°
,曝光时间为4s,两种方法的扫描时间分别为1h和1.5h。
技术实现要素:
5.本发明的目的是为了解决常规x射线织构测试方法中存在的误差大,耗时长的问题。提出了一种针对金属棒材的高速、精确织构测试方法。具体的检测过程包括以下几个步骤:挤压棒材制备的步骤,选择均匀挤压棒材组织的步骤,x射线测试:选择适当的挤压工艺参数,在规范的操作下制备出合格的挤压棒材。用于织构测试的应该是组织足够均匀的挤压棒材,我们一般选择沿着ed方向中间部分的棒材。挤压棒材沿与挤压方向呈45
°
的方向切割样品,样品厚度应大于10mm,如图1所示,图中ed、nd、rd分别为原始样品挤压方向,待测样品法线方向,原始挤压棒的水平方。对样品的测试面进行机械研磨、抛光,并在5%硝酸
‑
酒精溶液中浸泡15秒以去除应力层。将样品如图2中所示方式安装在织构测试样品台(尤拉环)上。极图数据测量,测量过程中固定φ角,使χ角从
‑
45
°
至+45
°
,以5
°
为步长做步进扫描,如图3所示,同时利用x射线衍射仪记录强度数据。依据挤压棒材的织构对称性,将测量数据,转换成为完整极图的强度数据。根据x射线强度数据,绘制极图。
6.更进一步说,本发明的具体方法步骤为:
7.一种针对挤压棒材的高速、精确x射线织构测试方法,按如下步骤进行:
8.步骤一:按设定的挤压工艺参数,制备出挤压棒材。
9.步骤二:确认挤压棒材的ed方向,并自挤压棒材的ed方向的中间部分作为拟切割区域。
10.步骤三:沿着与挤压方向呈45
°
的方向,对拟切割区域进行切割,获得切割样品。该切割样品的厚度不小于10mm。
11.步骤四:对切割样品的测试面进行机械研磨、抛光,随后放置在5%硝酸
‑
酒精溶液中浸泡15秒以去除应力层。
12.步骤五:将经过机械研磨、抛光及去除应力的切割样品安装在织构测试样品台上。织构测试样品台为尤拉环。
13.步骤六:用x射线衍射仪对放置在织构测试样品台上的切割样品进行极图数据测量:以1.0~10.0
°
为步长做步进扫描,同时利用x射线衍射仪记录强度数据。获得的强度数据对应于完整极图直径上的数据。
14.步骤七:依据挤压棒材沿着ed方向的织构对称性,将由步骤六所获得的强度数据,转换成为该挤压棒材的完整极图的x射线强度数据。
15.步骤八:根据步骤七所获得的挤压棒材的完整极图的x射线强度数据,绘制极图。
16.本发明具有以下优点:
17.本发明提供一种准确,高效,制备简单的金属棒材组织织构的间接测量方法,即在保证使用同一状态样品的条件下,利用棒材具有沿着ed方向具有圆周对称性,在保持φ不动,χ从
‑
45
°
转动到45
°
的情况下,便能够在单个样品上获得完整极图数据,并且实验结果精确。同时其耗时仅为传统x射线测试方法的2%
‑
5%以下,大幅度提高了样品的检测效率,另外相对于反射
‑
透射结合法,仅利用一个45
°
切割样品就能获得完整的极图。本发明的优点突出体现在如下方面:
18.①
准确:能够在单个样品上获得完整极图数据,实验结果精确。
19.②
高效:其耗时仅为传统x射线测试方法的2%
‑
5%以下,大幅度提高了样品的检测效率。
20.③
制样简单,相对于反射
‑
透射结合法,仅利用一个45
°
切割样品就能获得完整的极图数据。
21.相对于传统的x射线反射法测量晶体的宏观织构,本发明能够在单个样品上获得完整极图数据,并且实验结果精确,同时耗时仅为传统x射线测试方法的2%
‑
5%以下,大大减少了测试所用的时间,减少了x射线衍射仪的损耗,节约了实验成本。
22.相对于传统的x射线发射法
‑
透射法测量晶体的宏观织构,本发明大幅度减少了测试所用的时间,也提高了样品的检测效率,同时制样简单,仅利用一个45
°
切割样品就能获得完整的极图数据。
附图说明
23.图1是用于x射线织构测试的45
°
样品截取图,10mm是样品的厚度,ed是原始样品的挤压方向,nd是切割样品的法线方向,rd是原始样品的水平方向。
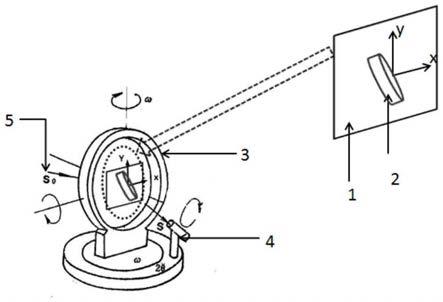
24.图2是待测样品在织构测试样品台(尤拉环)上的安装图,其中1是待测样品,2是样品台,3是尤拉环,4是衍射x射线接收器,5表示入射x射线。
25.图3表示样品转动的轨迹及其对应的极密度分布,其中a图表示的是rd
‑
rd面样品转动的轨迹及其对应的极密度分布,b图表示的是ed
‑
rd面。
26.图4是挤压az31镁合金棒材通过传统测试方法得到的完整极图,其中a图是{0002}面极密度分布图,b图是{10
‑
10}面极密度分布图。
27.图5挤压az31镁合金棒材通过本文发明专利得到的完整极图。
具体实施方式
28.以下结合具体实施案例对本发明做进一步的说明。为了统一说明,以下案例中的棒材均为圆棒。但从技术和原理的角度来看,本发明的测定方法可以用于任何形状的棒材,如界面为椭圆形的棒材,或具有特殊形状的棒材。此时,必须严格按照权利要求的步骤来执行,挤压出来的棒材不能相互碰撞,刚挤压出来的棒材需要有良好的空冷环境以确保沿ed方向表面统一,rd
‑
rd面平整,挤压棒材沿与挤压方向呈45
°
、厚度大于10mm切割样使用电火花线切割机,可以保证样品表面平整,且角度控制在45
°
,便于更加精确地测试出样品的织构类型,研磨前后尽可能保持挤压棒材沿与挤压方向呈45
°
等。
29.一种针对挤压棒材的高速、精确x射线织构测试方法,按如下步骤进行:
30.步骤一:按设定的挤压工艺参数,制备出挤压棒材。挤压工艺参数具体为:挤压速率0.1s
‑1‑
1s
‑1,挤压温度200
‑
400℃。
31.步骤二:确认挤压棒材的ed方向,并自挤压棒材的ed方向的中间部分作为拟切割区域。
32.步骤三:沿着挤压方向呈45
°
的方向,对拟切割区域进行切割,获得切割样品。该切割样品的厚度不小于10mm。参见图1。
33.步骤四:对切割样品的测试面进行机械研磨、抛光,随后放置在5%硝酸
‑
酒精溶液中浸泡15秒以去除应力层。
34.步骤五:将经过机械研磨、抛光及去除应力的切割样品安装在织构测试样品台上。织构测试样品台为尤拉环。参见图2。步骤六:用x射线衍射仪对放置在织构测试样品台上的切割样品进行极图数据测量:使用转靶x射线衍射仪(rigaku d/max2500vl/pc)测量织构过程中,通过设定程序使φ角固定不变测量过程中固定φ角,以1.0~10.0
°
为步长做步进扫描,χ角从
‑
45
°
至+45
°
,同时利用x射线衍射仪记录强度数据。获得的强度数据对应于完整极图直径上的数据。
35.步骤七:依据挤压棒材沿着ed方向的织构对称性,将由步骤六所获得的强度数据,依据表1的方法转换成为该挤压棒材的完整极图的x射线强度数据。参照表1
36.步骤八:根据步骤七所获得的挤压棒材的完整极图的x射线强度数据,绘制极图,参见图3,在该图中,d
x
,rdy分别代表在x,y轴方向上室温挤压过程棒材直径变化,nd指法线方向,ed指挤压方向。图3a代表的是织构强度在rd
‑
rd面上的衍生规律,图3b代表织构强度在ed
‑
rd面上的衍生规律。
37.进一步说,在步骤一中,挤压工艺参数为:挤压速率0.1s
‑1‑
1s
‑1,挤压温度200
‑
400℃。
38.进一步说,在步骤一中,ed方向为挤压方向(extrusion direction)。
39.进一步说,在步骤六中,对放置在织构测试样品台上的切割样品进行极图数据测
量的具体方法为:使用转靶x射线衍射仪(rigaku d/max2500vl/pc)测量织构过程中,通过设定程序使φ角固定不变,测量过程中固定φ角,步骤6中,转靶x射线衍射仪的参数设置为:使χ角从
‑
45
°
至+45
°
,以5
°
为步长做步进扫描,同时利用x射线衍射仪记录强度数据。
40.进一步说,在步骤七中,利用挤压棒材沿着ed方向的织构对称性,将由步骤六获得的强度数据转换为极图。转换的方法具体为参照表1:
41.表1
[0042][0043]
进一步说,由步骤一获得的挤压棒材不能相互碰撞,且该刚被挤压出来的挤压棒材需要有良好的空冷环境,以确保沿ed方向表面统一,rd
‑
rd面平整。
[0044]
ed方向是指挤压方向,rd
‑
rd面是指垂直于ed方向的面,良好的空冷环境是指空冷或风冷。
[0045]
进一步说,在步骤三、四中,使用电火花线切割机沿与挤压棒材的被挤压方向呈45
°
进行切样,且切出的样品厚度大于10mm切割样,从而保证所获得的样品表面平整,且角度控制在45
°
,以便于更加精确地测试出样品的织构类型。
[0046]
样品的机械研磨抛光需要注意的是:研磨样品时,应保持挤压棒材沿与挤压方向呈45
°
,以便得到更加充分的极图数据。
[0047]
进一步说,在步骤五中,所使用的织构测试样品台需要具有转动功能,以便在检测过程中实现φ或χ角的转动。
[0048]
实施例
[0049]
镁合金棒材织构测定:
[0050]
本次实验操作全部是在室温条件下完成的,所需要用到的仪器包括:电火花线切割机,自动研磨抛光机,转靶x射线衍射仪(rigaku d/max2500vl/pc)。热挤压镁合金棒材直径为20mm,沿与ed呈45
°
方向切割样品,用于x射线宏观织构分析。对切割样表面进行机械研磨,抛光,放入5%硝酸酒精中浸泡15s以消除可能影响织构结果的宏观应力。极图数据测量步骤:首先固定φ角,使χ角从
‑
45
°
至+45
°
,以5
°
为步长做步进扫描,然后利用x射线衍射仪记录强度数据如前述表1所示。
[0051]
依据挤压棒材沿ed方向的织构对称性,将测量数据,转换成为完整极图的强度数据,如图5所示。同时为了证明测试结果的可靠性,我们也使用传统的x射线反射法结合x射
线透射法测量待测镁合金挤压棒材织构作为对比试验,得到的测试结果如图4所示。对比图4与图5的极图结果,随着χ角度的增加,本发明一种准确,高效,制备简单的金属棒材组织织构的间接测量方法得到的结果基本与传统的织构测试方法结果完美吻合。
[0052]
图4是使用传统织构测试方法测得的极密度分布图,图4a是{0002}面极密度分布图,图4b是{10
‑
10}面极密度分布图。
[0053]
图5是采用本发明方法在四个不同挤压工艺下的镁合金棒材极图分布,图中,a
‑
b,c
‑
d,e
‑
f,g
‑
h分别代表使用本发明专利绘制的在不同挤压工艺下成型的az31棒材的(0002)和(10
‑
10)面的极密度分布图,解决了不同曲线的对应关系。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1