作业机械过载预防的制作方法
1.本公开大体上涉及装载作业机械以及例如防止作业机械过载。
背景技术:
2.装载作业机械可以利用安装在装载作业机械的臂、连杆和/或器具上的传感器(例如,压力传感器、应变传感器等)来测量器具的有效载荷的重量。此类器具可以包括例如负载承载铲斗。在一些情况下,当器具提升有效载荷时,传感器可以检测压力(例如,连杆的液压缸的压力)、应变(例如,臂的应变)等的变化。装载作业机械的控制器可以根据压力、应变等的变化计算有效载荷重量。然而,由于传感器的固有测量不准确性,计算出的有效载荷重量可能与有效载荷的实际重量不同。
3.在一些情况下,装载作业机械将有效载荷材料装载到拖运作业机械,例如自卸卡车中。装载作业机械的控制器可以确定待装载到拖运作业机械中的有效载荷材料的装载次数,以匹配拖运作业机械的承载重量。通常,当装载作业机械用有效载荷材料装填拖运作业机械时,控制器计算每次装载的有效载荷重量,并保持已放置到拖运作业机械中的总有效载荷重量。因此,控制器可计算最后一次装载的目标重量(例如,其小于装载作业机械的承载重量)以将拖运作业机械装填到拖运作业机械的承载重量,并且装载作业机械的操作员可以使装载作业机械将目标重量的有效载荷材料装载到拖运作业机械中。然而,计算的目标重量可能不正确(例如,由于传感器的固有测量不准确性,这可能由于放置到拖运作业机械中的装载次数而加剧),这可能导致拖运作业机械过载或欠载。
4.美国专利第10,024,710号(’710专利)公开了一种有效载荷监控系统。如’710专利中所公开的,有效载荷监控系统的控制器可以确定在拖运机的车厢内部的所有材料的总重量估计值与在装载机装填拖运机的每一遍次期间进行的增量重量测量值的总和之间的差异。当确定差异小于阈值量时,可实施校准过程,该校准过程可包括对来自拖运机或装载机的负载传感器的校准。
5.虽然’710专利可能公开了一种用于在材料的总重量估计值与材料的增量重量测量值的总和之间存在差异时校准负载传感器的方法,但’710专利并没有公开除校准之外补偿测量不准确性的任何过程。此外,’710专利没有公开任何类型的测量处理以改进总重量估计值和/或增量重量测量值的准确性并且/或者确保实际最终重量保持在容量阈值以下。
6.因此,本公开的系统解决了上文提出的一个或多个问题和/或现有技术中的其它问题。
技术实现要素:
7.一种方法包括:获得与由装载机的器具传送的材料的一个或多个初始装载相关联的初始感测数据;基于所述初始感测数据确定与所述一个或多个初始装载的每个初始装载相关联的估计重量;识别与所述一个或多个初始装载的每个初始装载相关联的估计重量准确性度量和与待由所述装载机的器具传送的材料的最终装载相关联的估计重量准确性度
量;基于所述一个或多个初始装载的估计重量、所述一个或多个初始装载的估计重量准确性度量或与所述最终装载相关联的估计重量准确性度量确定所述最终装载的目标重量;获得与由所述装载机的器具传送的材料的最终装载相关联的最终感测数据;基于所述最终感测数据确定与所述最终装载相关联的估计重量;以及基于所述最终装载的估计重量和所述目标重量,使所述装载机的器具执行一个或多个动作。
8.一种控制器包括一个或多个存储器;以及通信地耦合到所述一个或多个存储器的一个或多个处理器,所述一个或多个处理器被配置成:获得与由装载机的器具传送的材料的一个或多个初始装载相关联的初始感测数据;基于所述初始感测数据确定与所述一个或多个初始装载的每个初始装载相关联的估计重量和估计重量准确性度量;基于所述一个或多个初始装载的估计重量确定材料的最终装载的目标重量;获得与所述材料的最终装载相关联的最终感测数据;基于所述最终感测数据确定与所述最终装载相关联的估计重量和估计重量准确性度量;基于与所述一个或多个初始装载相关联的估计重量准确性度量和与所述最终装载相关联的估计重量准确性度量调整所述目标重量;以及基于所述最终装载的估计重量与所调整的目标重量之间的差,使所述装载机的器具执行一个或多个动作。
9.一种系统包括至少一个负载传感器;以及控制器,所述控制器被配置成:从所述至少一个负载传感器接收与由装载机的器具传送的材料的一个或多个初始装载相关联的初始感测数据;基于所述初始感测数据确定与所述一个或多个初始装载的每个初始装载相关联的估计重量;基于所述一个或多个初始装载的估计重量确定材料的最终装载的目标重量;从所述至少一个负载传感器接收与所述材料的最终装载相关联的最终感测数据;基于所述最终感测数据确定与所述最终装载相关联的估计重量;基于所述一个或多个初始装载的估计重量准确性度量和与所述最终装载相关联的估计重量准确性度量确定组合估计重量准确性度量;基于所述组合估计重量准确性度量调整所述目标重量;以及基于所述最终装载的估计重量和所调整的目标重量,使所述装载机的器具执行一个或多个动作。
附图说明
10.图1是本文描述的示例性作业机械的图。
11.图2是本文描述的示例性环境的图。
12.图3是示出了本文描述的用于确定和/或更新材料的最终装载的目标重量的实例的图。
13.图4是与作业机械过载预防有关的示例过程的流程图。
具体实施方式
14.本公开涉及一种将材料装载到另一作业机械中的作业机械的控制器。如本文中描述的,控制器对利用这种控制器的任何作业机械具有通用适用性。术语“作业机械”可指执行与例如,诸如采矿、建筑、农业、运输或任何其它行业之类的行业相关联的操作的任何机器。作为一些实例,作业机械可为车辆、挖掘装载机、冷刨机、轮式装载机、压实机、伐木归堆机、林业机械、集运机、收割机、挖掘机、工业装载机、转向臂装载机、物料搬运机、平地机、管道铺设机、道路取料机、滑移装载机、集材机、伸缩臂叉装机、拖拉机、推土机、拖拉机式铲运机或其它地上设备、地下设备、空中设备或船用设备。
15.图1是本文描述的示例性作业机械100的图。例如,作业机械100可包括移动机器,例如图1中所示的轮式装载机或任何其它类型的移动机器。作业机械100可包括操作员站110、一个或多个牵引装置120(有时称为地面接合装置),以及可操作地连接以提供动力来驱动牵引装置120中的至少一个的发动机130。操作员站110可包括用户界面,该用户界面允许作业机械100的操作员提供用于执行一个或多个机器任务的输入。此外,操作员站110可包括一个或多个灯、一个或多个扬声器、一个或多个显示器等,以向操作员提供通知、警报等以辅助操作作业机械100。
16.作业机械100可包括用于提升和装载一定量的材料(例如,到另一作业机械,例如自卸卡车中)的器具140,例如铲斗、叉、抓钩等。作业机械100可包括一个或多个负载传感器150(例如,一个或多个压力传感器、应变计、测力计等),所述一个或多个负载传感器可(例如,在器具140正提升一定量的材料进行装载时)检测与由器具140保持的一定量的材料相关联的压力、应变、力等。作业机械100还可包括控制器160,该控制器连接到一个或多个负载传感器150和/或作业机械100的一个或多个其它部件。控制器160可以执行与确定待由器具140装载的材料的最终装载的目标重量和/或所调整的目标重量有关的操作,如本文更详细地描述的。
17.如上所述,提供图1作为实例。其它实例可以与结合图1描述实例的不同。
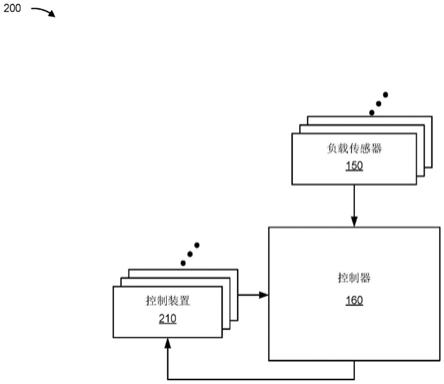
18.图2是可以实施本文描述的系统和/或方法的示例性环境200的图。如图2所示,环境200可包括一个或多个控制装置210(单独地称为“控制装置210”,并且统称为“控制装置210”)、一个或多个负载传感器150(单独地称为“负载传感器150”,并且统称为“负载传感器150”)以及控制器160。环境200的装置和/或部件可通过有线连接、无线连接或有线连接和无线连接的组合互连。
19.控制装置210可以是可由控制器160使用以控制作业机械100的部件(例如,器具140)的任何类型的装置。例如,控制装置210可包括能够控制作业机械100的部件的一个或多个致动器、开关等。控制装置210能够使器具140执行一个或多个动作以修改由器具140传送的材料量。例如,控制装置210可以使器具140执行至少一个装填动作以将一定量的材料添加到器具140。作为另一实例,控制装置210可以使器具140执行至少一个倾倒动作以从器具140移除一定量的材料。
20.负载传感器150可包括被配置成测量由器具140传送的材料的装载的任何类型的传感器。负载传感器150可以附接到器具140、与器具140相关联的臂、与器具140相关联的连杆和/或作业机械100的任何其它部件,以允许负载传感器150获得与由器具140传送的材料的装载相关联的感测数据。负载传感器150可包括压力传感器(例如,以检测与和器具140相关联的连杆的一个或多个液压缸相关联的压力量)、应变计(例如,以检测与器具140相关联的臂上的应变量)、测力计(例如,以检测器具140上的力的量)等。负载传感器150可以按照事先安排(例如,每秒、每20秒、每分钟等等),根据需要(例如,在从控制器160接收到向控制器160提供感测数据的命令时),按照触发(例如,在器具140提升材料的装载时)等等将感测数据(例如,其指示与器具140相关联的压力量、应变量、力的量等等)发送到控制器160。
21.控制器160可以被配置成控制作业机械100的一个或多个部件。例如,控制器160可以被配置成控制器具140(例如,以使器具140执行一个或多个装填动作和/或倾倒动作,如本文所述)。控制器160可通过向控制装置210发送一个或多个命令来控制作业机械100的一
个或多个部件。
22.控制器160可实施为处理器,例如,中央处理单元(cpu)、图形处理单元(gpu)、加速处理单元(apu)、微处理器、微控制器、数字信号处理器(dsp)、现场可编程门阵列(fpga)、专用集成电路(asic),或另一类型的处理部件。处理器可在硬件、固件和/或硬件和软件的组合中实现。控制器160可包括能够被编程以执行功能的一个或多个处理器。包括随机存取存储器(ram)、只读存储器(rom),和/或另一类型的动态或静态存储装置(例如,闪存、磁存储器和/或光存储器)的一个或多个存储器可存储供控制器160使用的信息和/或指令。控制器160可包括能够存储指令的存储器(例如,非暂态计算机可读介质),该指令在执行时使处理器执行本文描述的一个或多个过程和/或方法。
23.控制器160可以被配置成确定由器具140传送的材料的装载的重量。例如,控制器160可以(例如,使用公式、算法等)处理由负载传感器150捕获的感测数据(例如,其指示与器具140相关联的压力量、应变量、力的量等),以确定由器具140传送的材料的装载的重量。
24.控制器160可识别由器具140传送的材料的装载目的地。例如,作业机械100的操作员可以(例如,经由操作员站110的用户界面)输入拖运作业机械(诸如,自卸卡车)的标识符,该拖运作业机械将接收由器具140传送的材料。控制器160可以(例如,基于标识符)确定装载目的地的承载重量(例如,装载目的地的最大承载重量、装载目的地的最佳承载重量等)。例如,控制器160可以基于标识符搜索数据结构(例如,表格、列表、数据库等),该数据结构识别一个或多个拖运作业机械的相应承载重量,以确定由操作员识别的拖运作业机械的承载重量。替代地,操作员可以(例如,经由操作员站110的用户界面)直接输入装载目的地的承载重量。
25.控制器160可以识别作业机械100的承载重量(例如,作业机械100的最大承载重量、作业机械100的最佳承载重量等)。例如,操作员可以(例如,经由操作员站110的用户界面)直接输入作业机械100的承载重量。作为另一实例,控制器160可以预配置作业机械100的承载重量。作业机械100的承载重量可以指示器具140的重量承载能力(例如,器具140的最大重量承载能力、器具140的最佳重量承载能力等)。
26.控制器160可以确定作业机械100将要放置到装载目的地中的装载次数,以放置等于(例如,在阈值内匹配)装载目的地的承载重量的材料量(在下文中称为“材料的目标总量”)。例如,控制器160可以将装载目的地的承载重量除以作业机械100的承载重量以获得商数,并且可以将商数四舍五入到最接近的整数以确定装载次数。
27.在确定装载次数之后,控制器160可启动装载序列以促进由作业机械100以材料的目标总量装载装载目的地。例如,控制器160可以使操作员站110的显示器显示信息,所述信息指示放置到装载目的地中的装载次数、在装载目的地处于满负荷之前待放置的剩余装载次数等。控制器160还可以使显示器显示指示待装载到装载目的地中的材料的剩余重量(例如,材料的目标总量)的信息。控制器160接着可允许作业机械100获得负载(例如,允许操作员站110的用户界面接受来自作业机械100的操作员的输入,以使器具140拾取一定量的材料)。
28.控制器160可以确定装载的估计重量。例如,控制器160可以处理由负载传感器150提供的感测数据以确定装载的估计重量。控制器160可识别与装载相关联的估计重量准确性度量(例如,指示装载的估计重量的误差量,例如“加或减”特定重量的量的度量)。例如,
控制器160可以与负载传感器150通信以获得与负载传感器150相关联的感测准确性信息,并且可以处理感测准确性信息以确定估计重量准确性度量。估计重量准确性度量可以基于由器具140传送的材料的量(例如,由器具140传送的材料的量越大,估计重量准确性度量的值越高或越低)。替代地,估计重量准确性度量可以是恒定的,而不管由器具140传送的材料的量如何(例如,因为估计重量准确性度量基于负载传感器150的不变的测量准确性特性)。在这种情况下,控制器160可以预配置估计重量准确性度量。
29.控制器160可以将装载的估计重量和与装载相关联的估计重量准确性度量存储在数据结构(例如,与控制器160相关联的表格、数据库等)中。例如,控制器160可以将装载的估计重量和与装载相关联的估计重量准确性度量存储在识别装载的序列号的数据结构的条目(例如,第一装载)中。
30.控制器160可以(例如,在作业机械100传送负载时)使操作员站110的显示器显示指示装载的估计重量的信息。在作业机械100将负载放置到装载目的地之后(例如,在作业机械100的操作员与操作员站110的用户界面交互以使器具140将负载倾倒到装载目的地之后),控制器160可以更新待放置到装载目的地中的装载次数(例如,将次数递减1)和/或待装载到装载目的地的材料的剩余重量(例如,从待装载到装载目的地的材料的剩余重量中减去刚放置到装载目的地中的装载估计重量)。
31.在更新放置到装载目的地中的装载次数和/或待装载到装载目的地中的材料的剩余重量之后,控制器160可以使操作员站110的显示器显示指示放置到装载目的地中的装载次数和/或待装载到装载目的地中的材料的剩余重量的信息。然后,作业机械100可以获得新装载(例如,作业机械100的操作员可以与操作员站110的用户界面交互以使器具140拾取额外量的材料),并且控制器160可以与上文所述方式类似的方式确定和存储新装载的估计重量和/或与新装载相关联的估计重量准确性度量。
32.控制器160可以(例如,在作业机械100传送新装载时)使操作员站110的显示器以与上文所述方式类似的方式显示指示新装载的估计重量的信息。在作业机械100将新装载放置到装载目的地中之后(例如,在作业机械100的操作员与操作员站110的用户界面交互以使器具140将新装载倾倒到装载目的地中之后),控制器160可以与上文所述方式类似的方式更新放置到装载目的地的装载次数和/或待装载到装载目的地中的材料的剩余重量。因此,控制器160可以这种方式对作业机械100获得、传送和放置的每次装载执行,直到作业机械100获得、传送和放置最终装载位置(例如,当放置到装载目的地中的装载次数递减到一时)。
33.在作业机械100将倒数第二次装载放置到装载目的地中之后,控制器160可以使显示器显示指示放置到装载目的地中的装载次数的信息(例如,指示剩下仅一次装载,最终装载待放置到装载目的地中)和/或待装载到装载目的地中的材料的剩余重量(例如,小于或等于作业机械100的承载重量)。在一些实施方案中,控制器160可以确定材料的最终装载的目标重量(例如,如本文关于图3进一步描述的),并且可以使操作员站110的显示器显示指示材料的最终装载的目标重量的信息。然后,作业机械100可以获得最终装载(例如,作业机械100的操作员可以与操作员站110的用户界面交互以使器具140拾取最终量的材料)。
34.在一些实施方案中,作业机械100的操作员(例如,基于查看操作员站110的显示器上的材料的最终装载的目标重量)可以与操作员站110的用户界面交互,以使器具140尝试
拾取等于(例如,在公差内匹配)最终装载的目标重量的材料量。例如,当最终装载的目标重量是作业机械100的承载重量的一半时,操作员可以使器具140尝试拾取装填器具140的一半的材料量。
35.控制器160可以与上文所述方式类似的方式确定和存储最终装载的估计重量和与最终装载相关联的估计重量准确性度量。控制器160可(例如,在作业机械100传送最终装载时)以与上文所述方式类似的方式使操作员站110的显示器显示指示最终装载的估计重量的信息。在一些实施方案中,控制器160可以基于最终装载的估计重量和/或与最终装载相关联的估计重量准确性度量(例如,如本文关于图3进一步描述的)更新最终装载的目标重量,并且可以使操作员站110的显示器显示指示材料的最终装载的更新目标重量的信息。附加地或替代地,控制器160可以使操作员站110的显示器显示指示与作为装载序列的一部分的先前装载相关联的估计重量和/或估计重量准确性度量的信息。
36.控制器160可以确定最终装载的估计重量与最终装载的目标重量之间的差值。当差值为正(例如,最终装载的估计重量大于最终装载的目标重量)时,控制器160可以使器具140执行一个或多个倾倒动作。例如,控制器160可以使器具140反复地从器具140移除一定量的材料,直到最终装载的估计重量等于(例如,在公差内匹配)最终装载的目标重量。当差值为负(例如,最终装载的估计重量小于最终装载的目标重量)时,控制器160可以使器具140执行一个或多个装填动作。例如,控制器160可以使器具140将一定量的材料反复地添加到器具140,直到最终装载的估计重量等于(例如,在公差内匹配)最终装载的目标重量。
37.当最终装载的估计重量与最终装载的目标重量之间的差值等于(例如,在公差内匹配)零时,控制器160可以允许作业机械100传送最终装载并将其放置到装载目的地中。例如,控制器160可以允许操作员站110的用户界面接受来自作业机械100的操作员的输入,以使器具140传送最终装载并将最终装载放置到装载目的地中。因此,在将最终装载装载到装载目的地中之后,控制器160可以与本文所述方式类似的方式启动装载序列以促进作业机械100装载新装载目的地。
38.虽然本文所述的一些实施方案涉及作业机械100的操作员与操作员站110的用户界面交互以使作业机械100获得、传送和/或放置负载,但是设想了自动控制(例如,由控制器160或另一控制器)、远程控制(例如,通过无线连接,例如蜂窝连接)以及以其它方式控制作业机械100以获得、传送和/或放置负载的其它实施方案。
39.如上所述,提供图2作为实例。其它实例可以与结合图2描述的实例不同。
40.图3是示出了用于确定和/或更新关于图2描述的材料的最终装载的目标重量的实例的图300。
41.如上文关于图2描述的,控制器160可以(例如,在作业机械100将倒数第二装载放置到装载目的地中之后且在作业机械100获得最终装载之前)确定待放置到装载目的地中的材料的最终装载的目标重量。控制器160可以基于放置到装载目的地中的每次装载的估计重量和/或估计重量准确性度量确定最终装载的目标重量。例如,控制器160可以使最终装载的目标重量为待装载到装载目的地中的材料的剩余重量(例如,装载目的地的承载重量与放置到装载目的地中的装载的估计重量的总和之间的差)。作为另一实例,控制器160可通过从待装载到装载目的地中的材料的剩余重量减去放置到装载目的地中的装载的估计重量准确性度量的总和来确定最终装载的目标重量。控制器160可以处理与控制器160相
关联的数据结构的存储条目,以确定放置到装载目的地中的装载的估计重量和/或估计重量准确性度量。
42.在一些实施方案中,放置到装载目的地中的每次装载可以具有相同的估计重量准确性度量(例如,因为每个估计重量准确性度量基于负载传感器150的不变的测量准确性特性)。因此,控制器160可以在作业机械100获得最终装载之前确定最终装载的估计重量准确性度量(例如,因为最终装载的估计重量准确性度量与放置到装载目的地中的装载的估计重量准确性度量相同)。因此,控制器160可根据以下公式确定最终装载的目标重量:
43.t
b,c
=t
b-c
44.其中:
45.t
b,c
是最终装载的目标重量(例如,以吨计)
46.tb是待装载到装载目的地中的材料的标称剩余重量(例如,以吨计)
47.c是组合估计重量准确性度量(例如,以吨计)
48.tb=t
t-s
49.其中:
50.t
t
是装载目的地的承载重量(例如,以吨计);
51.s是放置到装载目的地中的装载的估计重量的总和(例如,以吨计);
[0052][0053]
其中:
[0054]
是放置到装载目的地中的装载的估计重量的方差(例如,以吨2计);
[0055]
是最终装载的估计重量的方差(例如,以吨2计);
[0056][0057][0058]
其中:
[0059]
n是放置到装载目的地中的装载次数(不包括最终装载);
[0060]
pc是放置到装载目的地中的装载的估计重量准确性度量;
[0061]
r是作业机械100的承载重量(例如,以吨计);以及
[0062]
pf是最终装载的估计重量准确性度量。
[0063]
在一些实施方案中,控制器160可以在作业机械100获得最终装载之后更新最终装载的目标重量,并且控制器160确定最终装载的估计重量和/或估计重量准确性度量。例如,控制器160可以与上文所述方式类似的方式基于最终装载的估计重量和/或估计重量准确性度量和/或放置到装载目的地中的装载的估计重量和/或估计重量准确性度量,更新最终装载的目标重量。
[0064]
如上所述,提供图3作为实例。其它实例可以与结合图3描述的实例不同。
[0065]
图4是与作业机械过载预防相关联的示例性过程400的流程图。图4的一个或多个过程框可以由控制器(例如,控制器160)执行。图4的一个或多个过程框可以由与控制器分离或包括控制器的另一装置或一组装置(例如,负载传感器(例如,负载传感器150)、控制装
置(例如,控制装置210)等)执行。
[0066]
如图4中所示,过程400可包括获得与由装载机的器具传送的材料的一个或多个初始装载相关联的初始感测数据(框410)。
[0067]
如图4中还示出的,过程400可包括基于初始感测数据确定与一个或多个初始装载的每个初始装载相关联的估计重量(框420)。
[0068]
如图4中还示出的,过程400可包括识别与一个或多个初始装载的每个初始装载相关联的估计重量准确性度量,以及与待由装载机的器具传送的材料的最终装载相关联的估计重量准确性度量(框430)。
[0069]
如图4中还示出的,过程400可包括基于一个或多个初始装载的估计重量、一个或多个初始装载的估计重量准确性度量或与最终装载相关联的估计重量准确性度量来确定最终装载的目标重量(框440)。确定目标重量可包括基于一个或多个初始装载的估计重量确定待装载的材料的剩余重量;基于一个或多个初始装载的估计重量准确性度量和与最终装载相关联的估计重量准确性度量,确定组合估计重量准确性度量,并从待装载的材料的剩余重量中减去组合估计重量准确性度量。
[0070]
如图4中还示出的,过程400可包括获得与正由装载机的器具传送的材料的最终装载相关联的最终感测数据(框450)。
[0071]
如图4中还示出的,过程400可包括基于最终感测数据确定与最终装载相关联的估计重量(框460)。
[0072]
如图4中还示出的,过程400可包括使装载机的器具基于最终装载的估计重量和目标重量执行一个或多个动作(框470)。一个或多个动作可包括使器具执行倾倒动作和/或装填动作。
[0073]
过程400可以包括附加的实施方式,如下文中描述和/或结合本文别处所述的一个或多个其它过程描述的任何单个实施方式或实施方式的任何组合。
[0074]
在一些实施方案中,一个或多个初始装载的估计重量和目标重量的总和满足阈值。例如,一个或多个初始装载的估计重量和目标重量的总和大于最小总重量阈值且小于最大总重量阈值。
[0075]
在一些实施方案中,初始感测数据和最终感测数据是从压力传感器、应变计或测力计中的至少一者获得的。
[0076]
在一些实施方案中,过程400包括使装载机的显示器显示一个或多个初始装载的估计重量、与最终装载相关联的估计重量,或目标重量中的至少一者。
[0077]
尽管图4示出了过程400的示例性框,但与图4中描绘的那些框相比,过程400可以包括额外的框、更少的框、不同的框或不同布置的框。附加地或替代地,可并行执行过程400的两个或更多个框。
[0078]
工业适用性
[0079]
本文所述的一些实施方案使得装载作业机械的控制器能够促进装载作业机械将一定量的材料放置到拖运作业机械中,而不会使拖运作业机械过载或欠载。例如,控制器允许装载作业机械将材料的一个或多个初始装载和材料的最终装载放置到拖运作业机械中,使得一个或多个初始装载以及最终装载的相应估计重量的总和大于拖运作业机械的最小总重量阈值(例如,欠载阈值)和/或小于拖运作业机械的最大总重量阈值(例如,过载阈
值)。
[0080]
结果,拖运作业机械能够在每次拖运作业机械由装载作业机械装载时拖运最佳量的材料。这可以防止否则由拖运过载量的材料引起的对拖运作业机械的部件的不必要的磨损。此外,这可以(例如,通过确保拖运卡车不拖运欠载量的材料)最小化拖运作业机械需要为拖运特定总量的材料而进行的行程次数,这可以进一步防止否则由拖运欠载量的材料引起的对拖运作业机械的部件的不必要的磨损。此外,这可在(例如,在沿着高速公路的称重台处、在离开装载现场时在称重台处,等等)已确定拖运作业机械过载时防止拖运作业机械必须返回装填场地以从拖运作业机械移除多余的材料,从而防止对拖运作业机械的部件的额外磨损。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1