一种贯流风叶的动平衡补偿机构的制作方法
1.本发明涉及贯流风叶动平衡修正设备领域,具体为一种贯流风叶的动平衡补偿机构。
背景技术:
2.随着人们生活水平的逐步提高,空调已经是居家、办公、交通等等地方不可缺少的一部分,而贯流风叶是空调中的重要组成零件,其需求量也越来越大。贯流风叶工作时为不停旋转的圆柱形,为了减小噪声、减小振动、提高支承部件的使用寿命、降低使用者的不舒适感以及降低空调产品的功耗,通常会对贯流风叶进行动平衡检测,对于检测不合格的产品会进行动平衡补偿,其做法通常为在贯流风叶的叶片上卡上卡槽片,由于卡槽片的尺寸较小,人工切割不容易保证卡槽片的尺寸,并且切割下来的卡槽片因为尺寸较小安装也非常不方便,因此,需要一种贯流风叶的动平衡补偿机构。
技术实现要素:
3.本发明的目的在于提供一种贯流风叶的动平衡补偿机构,以解决上述背景技术中提出的问题。
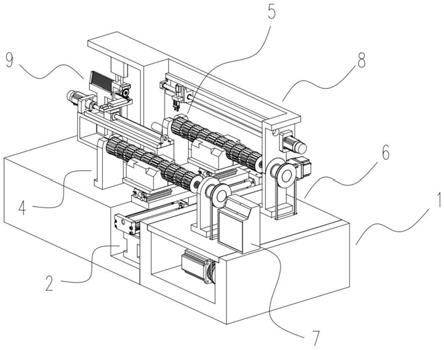
4.为实现上述目的,本发明提供如下技术方案:一种贯流风叶的动平衡补偿机构,包括机构底座,所述机构底座内设有移动装置,所述移动装置用于将贯流风叶从动平衡检测工位移动到动平衡补偿工位上,所述动平衡检测工位以及动平衡补偿工位的一侧均设有转动装置,所述动平衡检测工位上的转动装置的外侧连接有动平衡检测仪,所述动平衡补偿工位的上方设有卡槽片夹取装置,所述卡槽片夹取装置的侧面设有卡槽片补料装置,所述卡槽片夹取装置用于将卡槽片补料装置剪切的卡槽片夹取并安装到贯流风叶上。
5.优选的,所述移动装置包括移动滑轨、移动滑块、夹爪托板、两件夹爪垫板、两件第一夹爪以及两件第二夹爪,所述移动滑轨的底部设有均匀分布的多个升降液压缸,所述升降液压缸的输出轴通过推动垫块顶在移动滑轨的下表面,所述移动滑块滑动安装在移动滑轨上,所述夹爪托板的底部固定在移动滑块上,所述夹爪垫板按照固定的间隔距离固定在夹爪托板上,每块夹爪垫板上均设有第一夹爪以及第二夹爪,所述第一夹爪以及第二夹爪的工作面为圆弧形,所述第一夹爪的底部设有两根对称设置的导向杆,所述导向杆插接在第二夹爪内,所述第二夹爪内设有夹爪松紧气缸,所述夹爪松紧气缸的输出轴连接在第一夹爪的内侧面。
6.优选的,所述贯流风叶的结构中包括若干件叶片。
7.优选的,所述动平衡检测工位包括支撑架一以及支撑架二,所述支撑架一以及支撑架二分别设置在贯流风叶的两端。
8.优选的,所述动平衡补偿工位包括支撑架三以及支撑架四,所述支撑架一以及支撑架二分别设置在贯流风叶的两端。
9.优选的,所述转动装置包括电机、皮带、皮带轮、端盖转轴以及转动销,所述电机带
动皮带再由皮带带动皮带轮转动,所述皮带轮固定在端盖转轴上,所述端盖转轴上设有转动销。
10.优选的,所述卡槽片夹取装置包括卡槽片桁架、滑轨、气缸座、气缸、夹爪滑块以及卡槽片夹爪,所述卡槽片桁架固定在支撑架三以及支撑架四上,所述滑轨固定在卡槽片桁架的侧面,所述气缸座滑动安装在滑轨上,所述气缸固定在气缸座内,所述气缸的输出轴连接在夹爪滑块上,所述卡槽片夹爪固定在夹爪滑块的底部,所述卡槽片夹爪用于抓取卡槽片切割装置上的卡槽片。
11.优选的,所述卡槽片补料装置包括卡槽片放置板、送料滚轮、切割电机、切割片、切割电机座板、切割油缸以及卡槽片固定板,所述卡槽片放置板为倾斜设置且其上设有卡槽片滑槽,所述卡槽片放置板的底部通过支撑柱固定在机构底座上,所述送料滚轮包括两个并且分别设置在送料皮带的两端,所述送料滚轮以及送料皮带设置在卡槽片移动板内,所述卡槽片移动板上设有卡槽片导向槽,所述送料滚轮通过滚轮电机提供动力,所述滚轮电机固定在卡槽片移动板的侧面,所述切割电机固定在切割电机座板上,所述切割片固定在切割电机的输出轴上,所述切割电机座板套接在座板导向板上,所述座板导向板以及卡槽片固定板的底部固定在底座上,所述卡槽片固定板的外侧设有夹爪一以及夹爪二,所述夹爪二滑动安装在夹爪一上,所述夹爪二的后端设有卡槽片紧固气缸,所述卡槽片紧固气缸固定在夹爪一上,所述夹爪一固定在卡槽片夹爪座上,所述卡槽片夹爪座滑动安装在夹爪移动滑轨上,所述夹爪移动滑轨通过矩形支撑架固定在底座上。
12.与现有技术相比,本发明的有益效果是:
13.1.该发明中送料滚轮自动向切割片处输送卡槽片,通过切割油缸的带动使切割片下压、切割出适合长度的卡槽片用于进行动平衡补偿,避免出现人工切割时出现的切割尺寸不够精确的问题;
14.2.该发明中设置的夹爪一以及夹爪二能够在切割片切割时夹持住卡槽片,防止其在切割时出现抖动、位移,使卡槽片的切割出现瑕疵;
15.3.发明中的送料滚轮能够在动平衡检测仪检测出结果后不断地将从卡槽片放置板内落下的卡槽片向切割片方向移动,进行连续不断地切割,切割后通过卡槽片夹爪夹取后直接卡在贯流风叶上,取代原本的人工操作,使用十分方便。
附图说明
16.图1为本发明结构示意图;
17.图2为本发明移动装置结构示意图;
18.图3为图2内a处结构放大图;
19.图4为本发明动平衡检测工位结构示意图;
20.图5为本发明动平衡补偿工位结构示意图;
21.图6为图5内c处结构放大图;
22.图7为本发明卡槽片补料装置结构示意图;
23.图8为图7内d处结构放大图;
24.图9为本发明卡槽片移动板局部结构示意图;
25.图10为贯流风叶结构示意图;
26.图11为卡槽片横截面示意图。
27.图中:1
‑
机构底座;
[0028]2‑
移动装置;21
‑
移动滑轨;22
‑
移动滑块;23
‑
夹爪托板;24
‑
夹爪垫板;25
‑
第一夹爪;26
‑
第二夹爪;27
‑
升降液压缸;28
‑
推动垫块;29
‑
导向杆;210
‑
夹爪松紧气缸;
[0029]3‑
贯流风叶;31
‑
叶片;
[0030]4‑
动平衡检测工位;41
‑
支撑架一;42
‑
支撑架二;
[0031]5‑
动平衡补偿工位;51
‑
支撑架三;52
‑
支撑架四;
[0032]6‑
转动装置;61
‑
电机;62
‑
皮带;63
‑
皮带轮;64
‑
端盖转轴;65
‑
转动销;
[0033]7‑
动平衡检测仪;71
‑
底盖紧固气缸;72
‑
紧固块;73
‑
临时放置块;74
‑
升降气缸;75
‑
轴跳检测轮;76
‑
轴跳检测气缸;77
‑
轴跳检测桁架;78
‑
气缸支撑支架;79
‑
转轴安装孔;710
‑
轮罩;711
‑
轴跳检测百分表;
[0034]8‑
卡槽片夹取装置;81
‑
卡槽片桁架;82
‑
滑轨;83
‑
气缸座;84
‑
气缸;85
‑
夹爪滑块;86
‑
卡槽片夹爪;
[0035]9‑
卡槽片补料装置;91
‑
卡槽片放置板;92
‑
送料滚轮;93
‑
切割电机;94
‑
切割片;95
‑
切割电机座板;96
‑
切割油缸;97
‑
卡槽片固定板;98
‑
支撑柱;99
‑
滚轮电机;910
‑
座板导向板;911
‑
夹爪一;912
‑
夹爪二;913
‑
卡槽片紧固气缸;914
‑
卡槽片夹爪座;915
‑
夹爪移动滑轨;916
‑
矩形支撑架;917
‑
送料皮带;918
‑
卡槽片移动板;919
‑
卡槽片导向槽。
具体实施方式
[0036]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0037]
请参阅图1至图11,本发明提供一种技术方案:一种贯流风叶的动平衡补偿机构,包括机构底座(1),所述机构底座(1)内设有移动装置(2),所述移动装置(2)用于将贯流风叶(3)从动平衡检测工位(4)移动到动平衡补偿工位(5)上,所述动平衡检测工位(4)以及动平衡补偿工位(5)的一侧均设有转动装置(6),所述动平衡检测工位(4)上的转动装置(6)的外侧连接有动平衡检测仪(7),所述动平衡补偿工位(5)的上方设有卡槽片夹取装置(8),所述卡槽片夹取装置(8)的侧面设有卡槽片补料装置(9),所述卡槽片夹取装置(8)用于将卡槽片补料装置(9)剪切的卡槽片夹取并安装到贯流风叶(3)上。
[0038]
在本实施例中,所述移动装置(2)包括移动滑轨(21)、移动滑块(22)、夹爪托板(23)、两件夹爪垫板(24)、两件第一夹爪(25)以及两件第二夹爪(26),所述移动滑轨(21)的底部设有均匀分布的多个升降液压缸(27),所述升降液压缸(27)的输出轴通过推动垫块(28)顶在移动滑轨(21)的下表面,所述移动滑块(22)滑动安装在移动滑轨(21)上,所述夹爪托板(23)的底部固定在移动滑块(22)上,所述夹爪垫板(24)按照固定的间隔距离固定在夹爪托板(23)上,每块夹爪垫板(24)上均设有第一夹爪(25)以及第二夹爪(26),所述第一夹爪(25)以及第二夹爪(26)的工作面为圆弧形,所述第一夹爪(25)的底部设有两根对称设置的导向杆(29),所述导向杆(29)插接在第二夹爪(26)内,所述第二夹爪(26)内设有夹爪松紧气缸(210),所述夹爪松紧气缸(210)的输出轴连接在第一夹爪(25)的内侧面,夹爪松
紧气缸210能推动第一夹爪25在导向杆29的导向作用下与第二夹爪26实现开合,闭合时就可以抓取贯流风叶3,移动滑轨21底部的升降液压缸27能帮助第一夹爪55以及第二夹爪56实现上下移动,便于其在不同的高度抓取、放置贯流风叶3到动平衡检测工位(4)以及动平衡补偿工位(5)中。
[0039]
在本实施例中,所述贯流风叶3的结构中包括若干件叶片31,动平衡补偿时的卡槽片会卡在这些叶片31上。
[0040]
在本实施例中,所述动平衡检测工位(4)包括支撑架一(41)以及支撑架二(42),所述支撑架一(41)以及支撑架二(42)分别设置在贯流风叶(3)的两端,动平衡补偿工位(5)包括支撑架三(51)以及支撑架四(52),所述支撑架一(51)以及支撑架二(52)分别设置在贯流风叶(3)的两端,所述转动装置(6)包括电机(61)、皮带(62)、皮带轮(63)、端盖转轴(64)以及转动销(65),所述电机(61)带动皮带(62)再由皮带(62)带动皮带轮(63)转动,所述皮带轮(63)固定在端盖转轴(64)上,所述端盖转轴(64)上设有转动销(65),这两个工位的贯流风叶3带有转轴的一端会被分别放置在支撑架一(41)以及支撑架三(51)上,然后移动贯流风叶3使转动销65插入贯流风叶3端盖的转动孔内,由电机61带动皮带62、皮带轮63并最终带动端盖转轴64以及转动销65转动起来,便于检测贯流风叶3的动平衡并在贯流风叶3的不同位置补偿卡槽片。
[0041]
在本实施例中,所述卡槽片夹取装置(8)包括卡槽片桁架(81)、滑轨(82)、气缸座(83)、气缸(84)、夹爪滑块(85)以及卡槽片夹爪(86),所述卡槽片桁架(81)固定在支撑架三(51)以及支撑架四(52)上,所述滑轨(82)固定在卡槽片桁架(81)的侧面,所述气缸座(83)滑动安装在滑轨(82)上,所述气缸(84)固定在气缸座(83)内,所述气缸(84)的输出轴连接在夹爪滑块(85)上,所述卡槽片夹爪(86)固定在夹爪滑块(85)的底部,所述卡槽片夹爪(86)用于抓取卡槽片切割装置(9)上的卡槽片,切割后的卡槽片会被卡槽片夹爪86夹取,再通过滑轨82在贯流风叶3上来回移动,将卡槽片放置在贯流风叶3的叶片31上,直到所有的卡槽片放置完成后,动平衡补偿完成。
[0042]
在本实施例中,所述卡槽片补料装置(9)包括卡槽片放置板(91)、送料滚轮(92)、切割电机(93)、切割片(94)、切割电机座板(95)、切割油缸(96)以及卡槽片固定板(97),所述卡槽片放置板(91)为倾斜设置且其上设有卡槽片滑槽,所述卡槽片放置板(91)的底部通过支撑柱(98)固定在机构底座(1)上,所述送料滚轮(92)包括两个并且分别设置在送料皮带(917)的两端,所述送料滚轮(92)以及送料皮带(917)设置在卡槽片移动板(918)内,所述卡槽片移动板(918)上设有卡槽片导向槽(919),所述送料滚轮(92)通过滚轮电机(99)提供动力,所述滚轮电机(99)固定在卡槽片移动板(918)的侧面,所述切割电机(93)固定在切割电机座板(95)上,所述切割片(94)固定在切割电机(93)的输出轴上,所述切割电机座板(95)套接在座板导向板(910)上,所述座板导向板(910)以及卡槽片固定板(97)的底部固定在底座(2)上,所述卡槽片固定板(97)的外侧设有夹爪一(911)以及夹爪二(912),所述夹爪二(912)滑动安装在夹爪一(911)上,所述夹爪二(912)的后端设有卡槽片紧固气缸(913),所述卡槽片紧固气缸(913)固定在夹爪一(911)上,所述夹爪一(911)固定在卡槽片夹爪座(914)上,所述卡槽片夹爪座(914)滑动安装在夹爪移动滑轨(915)上,所述夹爪移动滑轨(915)通过矩形支撑架(916)固定在底座(2)上,首先在卡槽片放置板91的卡槽片原料滑槽中放置足够多的卡槽片原料,在滚轮电机99接收到信号后控制送料滚轮92转动,送料滚轮
92转动带动送料皮带917移动,卡槽片原料在摩擦力的作用下送出所需长度的卡槽片后,通过夹爪一911以及夹爪二912夹住这部分卡槽片,然后切割油缸96下移,使切割电机93以及切割片94同时下移,通过切割片94将此部分卡槽片切下,在通过夹爪移动滑轨915将切下来的卡槽片移动到卡槽片夹爪86的位置,等待被卡槽片夹爪86取走。
[0043]
工作原理:首先,在动平衡检测工位(4)的支撑架一41上,然后移动贯流风叶3使转动销65插入贯流风叶3端盖的转动孔内,由电机61带动皮带62、皮带轮63并最终带动端盖转轴64以及转动销65转动起来,进行动平衡检测,然后此工位的贯流风叶3会被升起的第一夹爪(25)以及两件第二夹爪(26)一同抬起,在移动滑轨(21)的作用下将贯流风叶3移动到动平衡补偿工位(5)处,此时贯流风叶3带有转轴的一端会被放置在支撑架三(51)上,支撑架三(51)在推拉气缸53的推动下移动贯流风叶3使转动销65插入贯流风叶3端盖的转动孔内,由电机61带动皮带62、皮带轮63并最终带动端盖转轴64以及转动销65转动起来,便于在贯流风叶3的不同位置补偿卡槽片,在进行动平衡检测之后,滚轮电机99接收到信号后控制送料滚轮92转动,送料滚轮92转动带动送料皮带917移动,卡槽片原料在摩擦力的作用下送出所需长度的卡槽片后,通过夹爪一911以及夹爪二912夹住这部分卡槽片,然后切割油缸96下移,使切割电机93以及切割片94同时下移,通过切割片94将此部分卡槽片切下,在通过夹爪移动滑轨915将切下来的卡槽片移动到卡槽片夹爪86的位置,等待被卡槽片夹爪86取走,切割后的卡槽片被卡槽片夹爪86夹取,再通过滑轨82在贯流风叶3上来回移动,将卡槽片放置在贯流风叶3的叶片31上,直到所有的卡槽片放置完成后,动平衡补偿完成,然后此工位上的贯流风叶3再被升起的第一夹爪(25)以及两件第二夹爪(26)一同抬起,移出此工位。
[0044]
基于上述,该发明中送料滚轮自动向切割片处输送卡槽片,通过切割油缸的带动使切割片下压、切割出适合长度的卡槽片用于进行动平衡补偿,避免出现人工切割时出现的切割尺寸不够精确的问题;.该发明中设置的夹爪一以及夹爪二能够在切割片切割时夹持住卡槽片,防止其在切割时出现抖动、位移,使卡槽片的切割出现瑕疵;发明中的送料滚轮能够在动平衡检测仪检测出结果后不断地将从卡槽片放置板内落下的卡槽片向切割片方向移动,进行连续不断地切割,切割后通过卡槽片夹爪夹取后直接卡在贯流风叶上,取代原本的人工操作,使用十分方便。
[0045]
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1