恒温单点划擦实验装置与其进给系统及单点划擦实验方法
1.本发明涉及机械加工中的材料测试技术领域,尤其涉及恒温单点划擦实验装置与其进给系统及单点划擦实验方法。
背景技术:
2.超高速磨削是实现高效率、高质量、绿色加工的重要工艺。为了研究超高速磨削的加工机理,探寻不同材料超高速磨削的加工工艺,超高速单点划擦实验成为研究超高速磨削的必需手段。单点划擦实验所实现的过程实际上是砂轮中的单颗磨粒对材料的单次划擦。通过表征划擦在材料上产生的沟槽及其亚表面,研究人员能够更进一步地理解材料的去除机理。
3.目前进行单点划擦实验的平台主要有原子力显微镜、单摆以及磨床。利用原子力显微镜进行划擦实验,其具有探针,通过探针对工件进行单点划擦,但是原子力显微镜的探针的单点划擦速度在um/s级别;学者o’connor利用单摆进行划擦实验。其相关实验过程发表在文章“on the effect of crystallographic orientation on ductile material removal in silicon”。在此文章中,作者实验所使用的单摆长度为150mm,其能达到的速度在1m/s以下,单摆是依靠自身的重力进行划擦,无动力导致的划擦速度慢,要足够长的单摆长度方能使单点划擦速度达到m/s级别。
4.然而磨床能够进行高速划擦实验,但是现有的磨床在进行高速划擦时其划擦系统所能达到的最高划擦速度并不能超过100m/s。即使划擦系统克服一定难度能够达到100m/s的速度,那么与在100m/s的速度以上的划擦系统相配合的进给系统也很难达到相匹配的进给速度。一旦划擦系统的速度过高,而进给系统无法达到相匹配的进给速度时,则会形成重复切削,使得材料亚表面出现重复损伤,进而导致样件失效。而且,现有的超高速单点划擦并未考虑划擦过程中不同的材料温度对材料去除机理的影响,但是在实验过程中无法确保工件是在不同温度下进行的,因此,还需要提供一个能够确保工件在不同的温度下的环境。
技术实现要素:
5.(一)要解决的技术问题
6.鉴于现有技术的上述缺点、不足,本发明提供恒温单点划擦实验装置与其进给系统及单点划擦实验方法,其解决了划擦系统的速度极高(100m/s以上),而进给系统无法达到相匹配的进给速度的技术问题,并解决了可设定恒温的超高速单点划擦中的恒定温度保持和划擦实验装置热膨胀的技术问题。
7.(二)技术方案
8.为了达到上述目的,本发明采用的主要技术方案包括:
9.一方面,所述进给系统设置于所述单点划擦实验装置的磨床的一侧,所述进给系统内部设置压电陶瓷驱动器,用于驱动设置于所述进给系统一端的工件;
10.所述磨床另一侧的划擦系统绕其旋转轴线旋转,使得所述划擦系统上的划擦刀具
具有100m/s以上的旋转线速度;
11.在所述压电陶瓷驱动器的驱动下,将所述工件依次接近、保持、远离所述划擦系统的单次运动所需时间定义为进给运动周期。在实验中设定所述进给运动周期等于所述划擦系统的旋转的周期;
12.还包括温度控制系统,所述温度控制系统与所述工件接触,用于为所述工件提供恒定的温度条件。
13.可选地,所述进给系统的内部开设有腔体,所述压电陶瓷驱动器的一端固定安装于所述腔室的一端,所述腔体的另一端设置有柔性结构,所述柔性结构和所述腔体将所述进给系统隔成主体部和安装部,所述安装部向外延伸形成隔热突台,所述隔热突台用于安装所述工件;
14.所述压电陶瓷驱动器在接通所述外部信号发生器的状态下,依据不同的电平状态,发生不同位移的收缩或伸长,致使所述隔热凸台沿着旋转刀盘22的旋转轴线方向产生进给运动。
15.可选地,所述隔热凸台的裸露的一端面具有与外部连通的开口,且所述开口向内凹陷形成用于换热的腔室,所述隔热凸台的两相对的侧壁分别具有进气口和出气口。
16.可选地,所述温度控制系统包括石英隔热片、陶瓷加热片、热电偶和恒温控制系统;
17.所述石英隔热片设置在所述工件和所述隔热凸台的端面,用于封堵所述隔热凸台的开口;
18.所述陶瓷加热片设置于所述工件和所述石英隔热片之间,用于为所述工件加热;
19.所述热电偶设置在所述陶瓷加热片和所述石英隔热片之间,用于检测所述工件的温度,并将温度反馈至所述控制系统,所述控制系统通过控制器控制所述陶瓷加热片的升温或降温。
20.可选地,所述热电偶为k型热电偶。
21.可选地,所述进给系统包括压电陶瓷外框架,所述压电陶瓷外框架朝向所述划擦系统一侧设有所述柔性结构,所述柔性结构一侧有隔热凸台,所述隔热凸台一侧设有开槽;
22.所述压电陶瓷驱动器设置于所述压电陶瓷外框架内,且所述压电陶瓷通过导线穿过所述压电陶瓷外框架连接有外部信号发生器。
23.可选地,所述工件设置于所述隔热凸台的一端面上,且所述工件通过连接件固定安装于所述隔热凸台上。
24.另一方面,一种恒温单点划擦实验装置,包括磨床、划擦系统和所述的进给系统。
25.可选地,还包括测力仪,所述测力仪与所述压电陶瓷外框架之间设置有连接板,且所述连接板的两端面分别与所述测力仪与所述压电陶瓷外框架相固定。
26.再一方面,一种基于所述的恒温单点划擦实验装置的单点划擦实验方法,控制所述进给系统在所述划擦系统沿其旋转轴线以100m/s以上的线速度进行旋转时,朝向所述划擦系统进给所述工件,以在所述工件的表面形成单点划擦划痕;通过改变所述温度控制系统,控制所述工件的温度环境,以确保工件是在不同温度下进行的实验。
27.(三)有益效果
28.本发明的有益效果是:本发明通过进给系统内部的压电陶瓷驱动器完成进给,以
配合超高速的划擦速度,能够实现超高速单点划擦,避免重复划擦带来的亚表面重复损伤。与现有的技术相比,本发明能够有效避免在超高速单点划擦中低速进给带来的重复划擦。通过温度控制系统以使工件能够在恒定的温度下进行,通过设定工件不同的恒定温度值增加了温度变量,进而能够分析在划擦过程中不同的材料温度对材料去除机理的影响。
附图说明
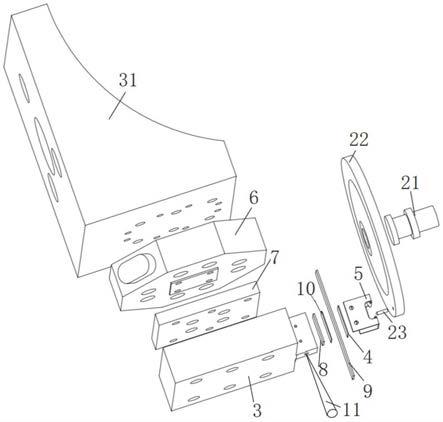
29.图1为本发明的恒温单点划擦实验装置实施例1的整体分解结构示意图;
30.图2为图1中未示出磨床的组装结构示意图;
31.图3为本发明的恒温单点划擦实验装置的进给系统纵向截面示意图;
32.图4为本发明的恒温单点划擦实验装置的连接件立体结构示意图;
33.图5为本发明的恒温单点划擦实验装置实施例3的为示出磨床的分解结构示意图;
34.图6为图5的组装结构示意图;
35.图7为本发明的恒温单点划擦实验装置实施例2的进给周期的坐标示意图;
36.图8为本发明的恒温单点划擦实验装置的划擦系统的部分主视结构示意图;
37.图9为本发明的恒温单点划擦实验装置的温度控制系统的控制电路图;
38.图10为本发明的恒温单点划擦实验装置的隔热设计示意图;
39.图11为本发明的恒温单点划擦实验装置的隔热原理示意图。
40.【附图标记说明】
41.1:磨床;
42.2:划擦系统;21:旋转主轴;22:旋转刀盘;23:划擦刀具;231:金刚石刀粒;232:刀杆;
43.3:进给系统;31:安装支架;321:压电陶瓷外框架;322:压电陶瓷驱动器;323:缺口;324:隔热凸台;3241:进气口;3242:出气口;3243:隔热腔;325:柔性结构;
44.4:工件;
45.5:连接件;51:上安装部;52:端部;53:下安装部;54:敞口;
46.6:测力仪;
47.7:连接板;
48.9:陶瓷加热片;
49.10:热电偶;
50.11:冷却气体供应装置。
具体实施方式
51.为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明作详细描述。其中,本文所提及的“上”、“下”、“内”和“外”等方位名词以图1的定向为参照。将安装支架31所在的的一侧定义为左侧。将压电陶瓷驱动器322所在的一侧定义为前侧。
52.实施例1:
53.参照图1所示,本发明实施例提出的一种恒温单点划擦实验装置,包括磨床1、划擦系统2和进给系统3。
54.进给系统3设置于单点划擦实验装置所在磨床1的一侧,进给系统3内部设置压电陶瓷驱动器322,用于驱动设置于进给系统3一端的工件4。
55.磨床1另一侧的划擦系统2绕其旋转轴线旋转,使得划擦系统2上的划擦刀具23具有100m/s以上的旋转线速度。在压电陶瓷驱动器322的驱动下,将工件4依次接近、保持、远离划擦系统2一次所需要的时间定义为进给运动周期。在实验中,将旋转的周期t(参见图7所示)设定为划擦系统2的进给运动周期。因为工件4与金刚石刀粒231在一个周期内只能相遇一次,从而能够避免在超高速单点划擦中低速进给带来的重复划擦。
56.划擦系统2设置于磨床1的一侧(即右侧),划擦系统2能够沿其旋转轴线以100m/s以上的线速度进行旋转。
57.具体地,划擦系统2包括旋转主轴21、旋转刀盘22和划擦刀具23。
58.旋转主轴21的一端通过外部驱动部件驱动其沿旋转轴线进行旋转,旋转主轴21的另一端固定连接于旋转刀盘22,旋转刀盘22与旋转主轴21同轴设置。
59.需要说明的是,外部驱动件采用电主轴等驱动部件。
60.进一步地,旋转刀盘22采用钛合金或者碳纤维材质。采用钛合金或者碳纤维作为旋转刀盘22和高精度气封油压技术驱动旋转主轴21,确保划擦刀具23的最高速度能够达到350m/s。
61.进一步地,划擦刀具23包括刀杆232和金刚石刀粒231。
62.刀杆232呈圆柱状,且刀杆232的一端与旋转刀盘22相连。具体地,在旋转刀盘22的一侧开设有比刀杆232的直径略大的插孔,向插孔内注入胶水,然后将刀杆232插入插孔内,通过胶水将刀杆232和旋转刀盘22粘合在一起。刀杆232的另一端与金刚石刀粒231通过焊接的方式相连接在一起。
63.金刚石刀粒231的形状为三棱尖、四棱尖、锥形、或球形。
64.划擦刀具23设置于旋转刀盘22靠近于压电陶瓷驱动器322的一侧(即左侧),划擦刀具23上的金刚石刀粒231能够在工件4上产生单点划擦形成划痕。
65.本发明提供一种恒温单点划擦实验装置,通过压电驱动器32作为进给系统3,以配合超高速的划擦速度,能够实现超高速单点划擦,避免重复划擦带来的亚表面重复损伤。与现有的技术相比,本发明能够有效避免在超高速单点划擦中低速进给带来的重复划擦。
66.进给系统3设置于磨床1的另一侧(即左侧),进给系统3包括安装支架31。
67.安装支架31与磨床1固定连接,安装支架31用于将测力仪6、连接板7、进给系统3、工件4、连接件5、石英隔热片8连接于磨床1上(参见图1所示)。
68.进一步地,参见图3所示,进给系统3的内部开设有腔体,压电陶瓷驱动器322的一端固定安装于腔室的一端,腔体的另一端设置有柔性结构325,柔性结构325和腔体将进给系统3隔成主体部和安装部,安装部向外延伸形成突出部,突出部用于安装工件4。
69.压电陶瓷驱动器322在接通外部信号发生器的状态下,依据不同的电平状态,发生收缩或伸长,致使隔热凸台324沿着划擦系统2的旋转轴向进给运动。
70.进给系统3包括压电陶瓷外框架321,压电陶瓷外框架321朝向划擦系统2一侧设有柔性结构325,柔性结构325一侧有隔热凸台324,隔热凸台324的一侧设有开槽。
71.压电陶瓷驱动器322设置于压电陶瓷外框架321内,且压电陶瓷通过导线穿过压电陶瓷外框架321连接有外部信号发生器。
72.压电陶瓷驱动器322朝向划擦系统2的一侧与凸台324一侧紧密贴合。柔性结构325的一侧与压电陶瓷外框架321一体连接,另一侧与隔热凸台324一体连接,隔热凸台324穿过缺口323向外延伸形成突出部,突出部用于安装工件4。
73.压电陶瓷驱动器322根据外部信号发生器产生的信号,朝向柔性结构325一侧产生形变,以推动贴合的隔热凸台324朝向划擦系统2的一侧运动,进而使得工件4朝向划擦系统2一侧运动。
74.具体地,压电陶瓷驱动器322在电压驱动下,压电陶瓷驱动器322首先会朝向划擦系统2的一侧(即压电陶瓷驱动器322的右侧)产生微米级的形变量,该微米级的形变量传导至隔热凸台324上,以使隔热凸台324沿着缺口323带动其设置于隔热凸台324上的工件4产生朝向划擦系统2(即隔热凸台324的右侧)的进给量。然后压电陶瓷驱动器322驱动隔热凸台324上的工件4朝向划擦系统2的一侧发生微米级的运动,直至工件4与划擦系统2上的金刚石刀粒231产生划擦。接着,柔性结构325朝向左侧运动恢复至原始状态,柔性结构325在恢复的过程中向左拉着隔热凸台324沿着缺口323向左运动恢复至初始位置(即未进给前的位置)。由此可知,工件4在隔热凸台324上通过压电陶瓷驱动器322和柔性结构325的配合,完成了朝向划擦系统2的运动(向右运动)、保持不动和远离划擦系统2的运动(向左运动)的三个动作过程;相应地,压电陶瓷驱动器322通过导线与信号发生器连接,在信号发生器上输入4个点,进而定义了一个模拟的信号梯形方波(参见图7所示)。在梯形方波的作用下,压电陶瓷器322驱动隔热凸台324上的工件4完成上述三个动作过程。同时需要确保的是,进给运动周期等于划擦系统2的旋转的周期t,从而能够避免在超高速单点划擦中低速进给带来的重复划擦。然后便可对完成单点划擦实验的工件4取下进行分析以及研究磨削中超高加工速度(超高应变率10^51/s)对材料去除机理的影响提供了实验基础。
75.进一步地,还包括测力仪6,测力仪6与压电陶瓷外框架321之间设置有连接板7,且连接板7的两端面分别与测力仪6与压电陶瓷外框架321相固定。测力仪6通过信号放大和数据采集获得工件4的划擦力数据。连接板7的设置便于测力仪6与压电陶瓷外框架321的连接。
76.进一步地,工件4设置于隔热凸台324的朝向划擦系统2的一端面(右端面)上,且工件4通过连接件5固定安装于隔热凸台324上。
77.进一步地,连接件5为“u”型连接件。
[0078]“u”型连接件具有上安装部51、端部52和下安装部53(参见图4所示)。
[0079]
端部52设置于上安装部51和下安装部53之间,且三者之间形成安装腔,安装腔与隔热凸台324相配合安装,以使工件4固定安装于隔热凸台324的一侧端面上(即右端面),上安装部51和下安装部53分别固定于上下两端面上,上安装部51的宽度大于下安装部53。
[0080]“u”型连接件还具有与外部连通的敞口54,敞口54使得工件4部分裸露于外部。“u”型连接件的连接方式效果更好,能够使得工件4更加牢固地固定在隔热凸台324的右侧端面上,上安装部51和下安装部53通过螺栓螺接的方式固定在隔热凸台324的固定端面上。
[0081]
进一步地,在工件4与隔热凸台324的右侧端面之间设置有石英隔热片8。在此实施案例中,此隔热片用于工件4的装夹松紧状态。
[0082]
实施例2:
[0083]
划擦系统2的划擦刀具23的旋转线速度为300m/s,在信号发生器中输入4个点的参
数分别为点1:0ms、点2:0.24ms、点3:0.73ms和点4:0.976,由此可知,压电陶瓷驱动器322的进给运动周期为0.976ms。在此条件下,形成一个高电平为3v,低电平为0v的梯形电压信号方波(参见图7所示),高电平和低电平之间的差值使得压电陶瓷驱动器322根据不同的电平状态发生收缩或伸长,在信号源的作用下,压电陶瓷驱动器322在第0.19ms时使得隔热凸台324上的工件4沿着划擦系统2的旋转轴线方向进行进给运动,在朝向划擦系统2运动的第0.4ms时,隔热凸台324上的工件4停止运动,使得隔热凸台324上的工件4停止运动的时间为0.45ms,在划擦系统2的划擦刀具23的划擦下形成划擦点,即在第0.85ms时,隔热凸台324上的工件4进给系统3的压电陶瓷驱动器322驱动隔热凸台324上的工件4远离划擦系统运动一段时间,回到初始状态,回到初始状态时为第1.18ms。
[0084]
实施例3:
[0085]
在实施例1的基础上,实施例3增加了工件4的本体温度变量,即研究工件4在不同的恒定本体温条件下加工速度对材料去除机理的影响。通过闭环温度控制系统和隔热系统,实验装置能够使超高速单点划擦实验在不同的恒定本体温度下完成。
[0086]
参见图5、图6和图9所示,一种可控温的恒温单点划擦实验装置,在实施例1的基础上还包括温度控制系统、隔热凸台324、陶瓷加热片9、热电偶10、石英隔热片8。石英隔热片8、热电偶10、陶瓷加热片9、工件4、依次叠放在隔热凸台324的端面,由“u”型连接件5的上安装部51和下安装部53将上述部件夹紧在隔热凸台324的端面。其中,陶瓷加热片9用于对工件加温;热电偶10用于检测陶瓷加热片9产生温度;石英隔热片8用于降低热量向压电陶瓷驱动器322的传递速度;隔热凸台324用于进一步阻隔热量向压电陶瓷驱动器322传递。
[0087]
热电偶10为k型热电偶。热电偶10将检测到的温度反馈至控制系统,控制系统通过控制器控制陶瓷加热片9的温度,以达到设定的恒定温度。
[0088]
具体而言,石英隔热片8设置在工件4和隔热凸台324的一端面,用于封堵隔热凸台324的开口。陶瓷加热片9设置于工件4和热电偶10之间,用于为工件4加热,并提供一定的温度。热电偶10设置在石英隔热片8和陶瓷加热片9之间,用于检测工件4的温度,并将温度反馈至控制系统,控制系统通过pid控制器控制继电器动作,进而控制220v交流电路的通断,从而实现闭环温度控制,使得目标稳定于恒定温度。最终使得工件4稳定于设定好的恒温状态。
[0089]
本发明采用陶瓷加热片9、热电偶10以及控制电路组成闭环恒温系统,使得工件4处于恒温状态。实现了可控温的超高速划擦(》100m/s)的单点划擦实验。通过进给系统3内部设置的压电陶瓷驱动器322完成进给,以配合超高速的划擦速度,能够实现超高速单点划擦,避免重复划擦带来的亚表面重复损伤。与现有的技术相比,本发明能够有效避免在超高速单点划擦中低速进给带来的重复划擦。此外,本发明使用了恒温控制系统和相应的隔热装置,能够使超高速单点划擦实验在不同的可控恒温下进行。为研究超高速磨削过程中材料的去除机理提供了可行的实验平台。也就是说,通过陶瓷加热片9和k型热电偶10使得工件4的温度处于恒值,以分析在不同恒定温度条件下材料的去除机理。通过温度控制系统以使工件能够在恒定的温度下进行,通过设定工件不同的恒定温度值增加了工件在实验时温度的变量,进而能够分析在划擦过程中不同的材料温度对材料去除机理的影响。
[0090]
参考图10-图11所示,进一步地,隔热凸台324的裸露的一端面具有与外部连通的开口,且开口向内凹陷形成用于换热的腔室3243,隔热凸台324的两相对的侧壁分别具有进
气口3241和出气口3242。
[0091]
具体地,隔热凸台324具有中空的腔室3243,在隔热凸台324的前后侧壁上分别开设有与腔室相连通的进气口3241和出气口3242。冷却气体供应装置11通过该进气口3241向腔室内通入冷却气体,冷却气体与隔热凸台324的内壁进行换热(参考图11),换热后将热气通过另一侧的出气口3242将热气排出。在冷却气体换热过程中,气体吸收了隔热凸台324侧壁中的热量,从而隔断了热源向压电陶瓷驱动器322的传递,保护压电陶瓷驱动器322不受高温损伤。此外,隔热凸台324避免了热源对实验装置造成的热膨胀,解决了加热条件下因热膨胀而难以对刀的问题。
[0092]
一种基于的恒温单点划擦实验装置的单点划擦实验方法,控制进给系统3在划擦系统2沿其旋转轴线以100m/s以上的线速度进行旋转时,朝向划擦系统2进给工件4,以在工件4的表面形成单点划擦划痕。通过改变所述温度控制系统,控制工件4的温度环境,以确保工件4是在不同温度下进行的实验。
[0093]
具体地,方法包括如下步骤:
[0094]
s1、准备工件:将工件4通过“u”型连接件5固定安装于进给系统3的突出部上,使得工件4部分裸露。同时,通过温度控制系统将工件4所在的环境温度设置为一定温度的温度值,通过热电偶10和陶瓷加热片9以及控制系统之间的相互反馈确保工件4的材料本体温度为恒定的设定温度。
[0095]
s2、划擦工作:启动划擦系统2,使其沿旋转轴线旋转,且划擦系统2的线速度达到100m/s以上。
[0096]
s3、单点划擦:信号发生器,能够根据输入的4个点的参数对应地输出梯形的电平信号给出隔热凸台324的进给运动周期,参见图7所示,且梯形的电平信号的周期等于旋转刀盘22的单圈转动周期,即压电陶瓷驱动器322驱动进给系统3产生周期等于旋转刀盘转动周期的进给运动。
[0097]
压电陶瓷驱动器322在电压的驱动下,压电陶瓷驱动器322首先会朝向划擦系统2的一侧(即压电陶瓷驱动器322的右侧)产生微米级的形变量,该微米级的形变量作为进给量作用于柔性结构325上,柔性结构325会朝向右侧产生进给量,柔性结构325将进给量传导至隔热凸台324上,以使隔热凸台324沿着缺口323带动其设置于隔热凸台324上的工件4产生朝向划擦系统2(即隔热凸台324的右侧)的进给量。然后压电陶瓷驱动器322驱动隔热凸台324上的工件4朝向划擦系统2的一侧发生微米级的运动,直至工件4与划擦系统2上的金刚石刀粒231产生划擦。接着,柔性结构325朝向左侧运动恢复至原始状态,柔性结构325在恢复的过程中会向左拉着隔热凸台324沿着缺口323向左运动恢复至初始位置(即未进给前的位置)。
[0098]
s4、完成一次划擦实验。
[0099]
在本实施例中,进给运动周期为信号源输入的第四个点的参数与信号源输入的第一个点的参数之差。其中,所述进给运动周期等于所述划擦系统2的旋转的周期t,确保划擦系统2的划擦刀具23在工件4上形成单点单次的划擦。
[0100]
s5、改变恒定温度值。
[0101]
通过改变pid控制器中的目标温度设定值,使得闭环控制电路控制根据热电偶10的实测温度控制陶瓷加热片9进行控温,进而使得工件4的本体温度达到pid控制器中所设
定的目标温度值。重复上述步骤s1-s4多次,得到多组的实验结果,能够通过多次实验的结果对其进行分析在不同的材料温度对材料去除机理的影响。
[0102]
进一步地,步骤s1中的工件4呈片状,且厚度小于3mm。
[0103]
在本发明的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0104]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连;可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0105]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”,可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”,可以是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”,可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度低于第二特征。
[0106]
在本说明书的描述中,术语“一个实施例”、“一些实施例”、“实施例”、“示例”、“具体示例”或“一些示例”等的描述,是指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0107]
尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行改动、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1