一种基于激光视觉的焊丝监测系统、方法及介质与流程
1.本发明涉及焊接控制技术领域,尤其涉及一种基于激光视觉的焊丝监测系统、方法及介质。
背景技术:
2.目前,半自动焊接设备正在大量应用于制造业中,这种设备大多由焊接电源、送丝设备及焊枪部分组成。送丝设备包括焊丝盘与丝轮等装置,焊丝盘大多不透明,上面均匀缠绕着焊丝,但是在焊接的过程中工人无法方便地查看焊丝剩余量。当开始焊接时,焊丝经丝轮的传动输送到焊枪导电嘴处加热熔化到熔池中,若焊丝盘内焊丝用完时工人没有及时发现,会导致焊缝质量不过关,从而需要返工,极大地降低了工作效率。
3.要想杜绝这种情况,就必须采取措施在焊接过程中实时焊丝余量,当检测到焊丝送完或即将送完的时刻,即向工控机报警,提醒操作者停止焊接更换焊丝。目前的检测焊丝送完并报警的装置大多采用使用接近开关或者称重传感器检测的方式,有的有一定的不准确性,有的不能实时查看焊丝剩余量,还有的有一定的安装困难和使用条件。
4.cn204044945u公开了一种焊丝用完的检测及报警装置,在焊接过程中,只要焊丝盘中的焊丝用完,在送丝轮前端就能够检测出来,通过蜂鸣器提醒操作者停止焊接并自动关断焊接电源的电源输出。但该焊丝用完的检测及报警装置存在如下缺点:1、该方案只能检测焊接过程中的焊丝使用情况,无法实时显示焊丝剩余量;2、该方案在焊丝用完时直接关闭焊接电源,对含有工业机器人的焊接工作站适用性不高,容易引起工业机器人报错。
技术实现要素:
5.针对上述问题及现有技术的不足,本发明提供了一种基于激光视觉的焊丝监测系统、方法及介质,该系统可以实时监测焊丝剩余量,而且安装简便,适用性高。
6.为了实现上述目的,本发明采用一种基于激光视觉的焊丝监测系统,包括控制装置、信息处理装置、激光器和相机,所述激光器用于向焊丝盘表面发射激光,所述相机用于拍摄激光器发射激光在焊丝盘形成的图像,所述信息处理装置分别与控制装置、激光器与相机连接,用于控制激光器发射激光并处理相机返回的图像数据,负责向控制装置传输处理过后的图像数据,所述控制装置用于与信息处理装置通讯,根据图像数据计算焊丝存量并显示结果。
7.一种基于所述一种基于激光视觉的焊丝监测系统的焊丝监测方法,包括以下几个步骤:
8.步骤1:控制装置向信息处理装置发出监测命令,信息处理装置启动激光器发射激光;
9.步骤2:激光器将激光射到焊丝盘上,形成一条条状激光图像;
10.步骤3:相机将焊丝盘上的条状激光图像拍摄下来,发送到信息处理装置进行处理;
11.步骤4:基于条状激光图像,信息处理装置采用三角测量法分析出条状图像上的每一点与激光器的距离,并将分析数据发送到控制装置中;
12.步骤5:控制装置基于分析数据确定焊丝剩余量,并显示焊丝剩余量,若焊丝剩余量低于预设值发出警示。
13.一种计算机存储介质,所述计算机存储介质存储有可执行程序,所述可执行程序被处理器执行实现所述的焊丝监测方法的步骤。
14.与现有技术相比,本发明的有益效果是:
15.本发明提供的基于激光视觉的高精确度焊丝监测系统,具有很强的鲁棒性和对环境的抗干扰能力,便于安装,不受重心等因素影响;
16.该系统不仅准确性高,而且可以在工控机上实时查看焊丝剩余量,对保证焊接质量以及生产计划规划都具有一定的意义;
17.该系统的焊丝剩余量下限不是一成不变的,用户可以根据实际需求进行设置。
附图说明
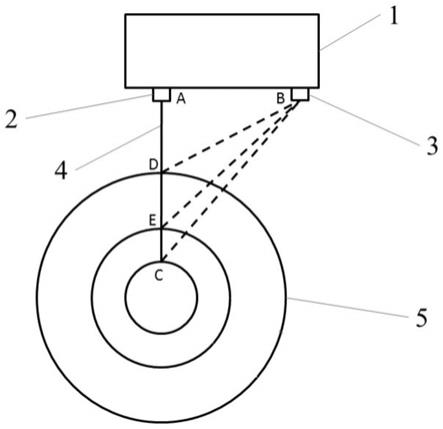
18.图1是本发明涉及的部分设备位置关系示意图。
19.图2是本发明涉及的焊丝盘上的条状图像示意图。
20.图3是本发明涉及的焊丝盘上的焊丝缠绕方式示意图。
21.图4是本发明涉及的相机拍摄的条状图像示意图。
22.图5是本发明涉及的工控机处理的条状图像模型图。
23.图中:1-信息处理装置;2-激光器;3-相机;4-激光;5-焊丝盘。
具体实施方式
24.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
25.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应作广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,也可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明的具体含义。
26.如图1所示,一种基于激光视觉的高精确度焊丝监测系统,包括工控机、信息处理装置1、激光器2、相机3与焊丝盘5。
27.所述信息处理装置1分别与工控机、激光器2与相机3连接。
28.所述信息处理装置1用于控制激光器2发射激光4与处理相机3返回的图像数据,并负责向工控机传输处理过后的图像数据,所述工控机用于与信息处理装置1通讯。
29.所述激光器2用于向焊丝盘表面发射激光4,所述相机3用于拍摄激光器2发射的激光,所述焊丝盘5用于缠绕储存待使用的焊丝。
30.所述激光器2、相机3与信息处理装置1固定在一起,并通过工装固定,保证在测量过程中与焊丝盘5保持相对静止,并且使得激光器2发射出的激光4所在的直线通过焊丝盘
的圆心,且条状激光图像长度与焊丝盘宽度相等。
31.该种基于激光视觉的高精确度焊丝监测系统,其激光测量方法,包括以下几个步骤:
32.步骤1:工控机向信息处理装置1发出命令,信息处理装置1命令激光器2发射激光4,若焊丝盘上的焊丝刚更换未使用,则激光4在d点成像,若焊丝盘上的焊丝已经使用了一部分,则激光4在e点成像,若焊丝盘上的焊丝已经用完,则激光4在c点成像;
33.步骤2:激光器将激光射到焊丝盘上,形成如图2所示的一条状图像,由于焊丝是如图3所示的均匀缠绕在焊丝盘上的,并且焊丝在使用过程中是一层一层被使用的,所以相机3拍摄到的图像大多应如图4所示;
34.步骤3:相机3将焊丝盘5上的条状图像拍摄下来,发送到信息处理装置1进行处理,如图1所示,焊丝盘5为焊丝刚更换未使用状态时,图像在d点处成像,焊丝盘5的状态为焊丝正在使用中,图像在e点处成像,焊丝盘5为焊丝使用完毕状态时,图像在c点处成像;
35.步骤4:信息处理装置1应用三角测量法由图像分析出条状图像上的每一点与激光器2的距离,并将数据发送到工控机中,工控机根据获取的图像数据拟合出图5所示的模型图并计算出fg、gh、hi的长度,其中gh即为一层焊丝的高度,fg为工控机拟合模型图中正在使用中的焊丝层剩余宽度,hi为工控机拟合模型图中正在使用中的焊丝层已使用宽度;
36.步骤5:工控机处理距离数据,设焊丝未使用时存量为100%,焊丝使用完毕后存量为0%,df和di可直接由激光传感器测算出并发送至工控机中,可以得出任意时刻焊丝存量为当该数值为0或预设值时,发出报警指令。
37.本发明提出的一种基于激光视觉的高精确度焊丝监测系统及其激光测量方法,具有很强的鲁棒性和对环境的抗干扰能力,便于安装,不受重心等因素影响;该系统不仅准确性高,而且可以在工控机上实时查看焊丝剩余量,对保证焊接质量以及生产计划规划都具有一定的意义;除此之外,该系统的焊丝剩余量下限不是一成不变的,用户可以根据实际需求进行设置。
38.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换或改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1