一种成品镁砂自动一体化称重装置及其控料方法与流程
1.本发明涉及耐火材料称重设备技术领域,特别是涉及一种成品镁砂自动一体化称重装置。
背景技术:
2.耐火材料应用于钢铁、有色金属、玻璃、水泥、陶瓷、石化、机械、锅炉、轻工、电力、军工等国民经济的各个领域,是保证上述产业生产运行和技术发展必不可少的基本材料,在高温工业生产发展中起着不可替代的重要作用,在冶金工业中用量最大,占总产量的50%~60%,是保证上述产业生产运行和技术发展必不可少的基本材料。
3.耐火生产原料的配比准确性决定了耐火材料的耐火度高低和耐酸碱性能的好坏,因此必须严格控制各种耐火材料的配料比,但现有耐火材料生产用的定量配料装置大都采用人工或半自动化定量称取,操作繁琐,普遍存在配比精度不高、效率低等问题,不仅影响后续生产工序的进程,同时也极大影响了耐火材料的成品合格率,不利于耐火材料的生产加工,因此在生产过程中,能够保证精确、稳定的称量,对于生产过程的顺利完成以及产品质量的精确控制,均有着重要的意义。
4.现有应用在镁矿行业的称重设备效率低,且成品镁砂因其密度大流速好,在自动化称重过程中很难完成快速精确称重,影响生产效率、造成称重结果存在较大误差。
5.因此,针对现有技术不足,提供一种成品镁砂自动一体化称重装置以解决现有技术不足甚为必要。
技术实现要素:
6.本发明的目的在于避免现有技术的不足之处而提供一种成品镁砂自动一体化称重装置,该成品镁砂自动一体化称重装置设置多组称重装置,可以进行交替称重,提高计量效率,同时,每组称重装置可以通过控料组件对下料口处的流量状态进行调整,达到精准称料的效果。
7.本发明的上述目的通过如下技术手段实现。
8.提供一种成品镁砂自动一体化称重装置,包括壳体,壳体内设置有多组称重装置,且每组称重装置由上至下依次均设置有进料斗、称重计量组件和卸料机构,称重计量组件和卸料组件分别通过电信号与总控制终端连接;
9.进料斗的下料口处装配用于控制下料流速的控料组件,控料组件包括传动机构和截料斗,传动机构的一端与壳体铰接,另一端装配截料斗,传动机构驱动截料斗在下料口处做钟摆运动,且截料斗底部的卸料板上靠近下料口一侧的区域为漏料区域,远离下料口一侧为截料区域,漏料区域处均匀开设有卸料孔。
10.具体而言的,传动机构包括第一气缸,第一气缸的一端铰接于壳体的顶部,另一端通过第一轴承铰接安装连接件的a支点,连接件的b支点通过第二轴承铰接安装于进料斗的侧壁,连接件的c支点与截料斗固定连接,第一气缸驱动连接件摆动,使连接件带动截料斗
在进料斗的下料口处运动,完成控料。
11.优选的,卸料机构包括第二气缸和卸料阀,卸料阀的一端铰接装配于进料口处,且铰接端与固定在进料斗外壁的第二气缸的驱动端铰接,通过第二气缸的伸缩操作控制卸料阀的闭或开的状态。
12.具体而言的,进料斗包括导料仓和下料仓,导料仓的截面为直角梯形,下底边处连通进料口,上底边处连通下料仓,且下料仓的下料口处的截面为弧形。
13.进一步的,截料斗为中空结构体,由卸料板和两个截料板组成,两个截料板对称装配卸料板的长边,且卸料板的长边为弓形。
14.进一步的,卸料板的长边的圆弧为d,下料口处的圆弧为d, d与d均为以第二轴承中心点o为圆心、以圆心o到圆弧d的中心点的最短距离r为半径的圆弧,且满足0≤d≤d。
15.优选的,壳体内设置有两组称重装置,且总控制终端控制两组称重装置进行交替称重测量。
16.进一步的,交替称重测量方法包括如下步骤:
17.s1、初始化设定,设置一组称重装置为t1、t1的称重计量组件的实际称重结果为g1、另一组称重装置为t2、t2的称重计量组件的实际称重结果为g2,设置t1和t2的额定称重质量为g;
18.s2、同时向t1和t2内加入物料;
19.s3、开启t1的控料组件和t2的卸料机构,关闭t1的卸料机构和t2的控料组件;
20.s4、当g1=g时,关闭t1的控料组件,打开t1的卸料机构,同时开启t2的控料组件,关闭t2的卸料机构;
21.s5、当g2=g时,返回步骤s3;
22.s6、若返回步骤s3后,若出现g1=0,g2=0,则结束称重。
23.具体而言的,步骤s3中,t1的控料组件具体操作如下:
24.s31、当0<g1<0.9g时,t1的传动机构伸缩长度为l,使t1 的截料斗远离下料口,t1的截料斗处于全开启状态;
25.s32、当0.9g<g1<g时,t1的传动机构伸缩长度为l’,使t1的截料斗上的漏料区域处于t1下料口的正下方,t1的截料斗处于半开启状态;
26.s33、当g1=g时,t1的传动机构伸缩长度为l,使t1的截料斗上的截料区域处于t1下料口的正下方,t1的截料斗处于关闭状态,同时t1的卸料机构开启。
27.优选的,步骤s4中,t2的控料组件具体操作如下:
28.s31、当0<g1<0.9g时,t2的传动机构伸缩长度为l,使t2 的截料斗远离下料口,t2的截料斗处于全开启状态;
29.s32、当0.9g<g1<g时,t2的传动机构伸缩长度为l’,使 t2的截料斗上的漏料区域处于t2下料口的正下方,t2的截料斗处于半开启状态;
30.s33、当g1=g时,t2的传动机构伸缩长度为l,使t2的截料斗上的截料区域处于t2下料口的正下方,t2的截料斗处于关闭状态,同时t1的卸料机构开启。
31.本发明通过总控制终端对多组称重装置进行控制,实现多组称重装置交替工作提高计量效率,同时,每组称重装置可以通过控料组件对下料口处的流量状态进行调整,控料组件可实现全开、半开和全关的截流操作,以达到精准称料的效果。
附图说明
32.利用附图对本发明作进一步的说明,但附图中的内容不构成对本发明的任何限制。
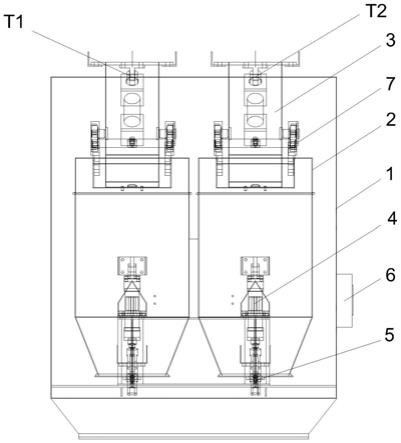
33.图1为本发明一种成品镁砂自动一体化称重装置的结构示意图。
34.图2为本发明一种成品镁砂自动一体化称重装置的右侧剖面示意图。
35.图3为图2中控料组件部分的结构示意图。
36.图4为图2中进料斗部分结构示意图。
37.图5为图2中截料斗部分的爆炸图。
38.图6为图2中截料斗全开启状态的结构示意图。
39.图7为图2中截料斗半开启状态的结构示意图。
40.图8为图2中截料斗关闭状态的结构示意图。
41.图9为交替称重测量方法的流程框图。
42.从图1至图9中,包括:
43.1、壳体;
44.2、称重装置;
45.3、进料斗;
46.31、导料仓,32、下料仓;
47.4、称重计量组件;
48.5、卸料机构;
49.51、第二气缸,52、卸料阀;
50.6、总控制终端;
51.7、控料组件;
52.71、传动机构;
53.711、第一气缸,712、连接件,713、第一轴承,714、第二轴承;
54.72、截料斗;
55.721漏料区域,722、截料区域,723、卸料孔,724、卸料板,
56.725、截料板。
具体实施方式
57.结合以下实施例对本发明作进一步描述。
58.实施例1。
59.如图1-8所示,一种成品镁砂自动一体化称重装置,包括壳体1,壳体1内设置有多组称重装置2,且每组称重装置2由上至下依次均设置有进料斗3、称重计量组件4和卸料机构5,称重计量组件4和卸料组件分别通过电信号与总控制终端6连接。
60.本技术中的称重计量组件4包括称重传感器和计量斗,称重传感器设置在计量斗的外侧,计量斗底部的卸料口处安装卸料机构5计量斗用于收集从进料斗3流下的镁砂物料,通过称重传感器对计量斗内的物料进行称量,上述称重计量组件4为常规称重计量组件4,但不局限于上述常规的称重计量组件4,其他适用于本技术的称重计量组件4均可。
61.在本技术中,壳体1内设置多组称重装置2,每组称重装置2 除安装位置不同,结构
及内部配置均相同,每组称重装置2内部的称重计量组件4和卸料机构5均由总控制终端6控制,可进行独立操作,也可相互配合使用,控制系统及控制方法采用现有控制系统及语言即可实现,在此不加以赘述。
62.进料斗3的下料口处装配用于控制下料流速的控料组件7,控料组件7包括传动机构71和截料斗72,传动机构71的一端与壳体1铰接,另一端装配截料斗72,传动机构71驱动截料斗72在下料口处做钟摆运动.
63.如图5所示,截料斗72底部的卸料板724上靠近下料口一侧的区域为漏料区域721,远离下料口一侧为截料区域722,漏料区域721处均匀开设有卸料孔723。
64.不工作状态下,传动机构71的压缩长度为l;控料状态下,传动机构71的延展长度为l’;截料状态下,传动机构71的最大延展长度为l。
65.如图6所示,当称取的物料质量未达到额定质量的90%,称重装置2上传动机构71的最小伸缩长度为l,使对应称重装置2上的截料斗72远离下料口,截料斗72处于全开启状态。
66.如图7所示,当称取的物料质量达到额定质量的90%,且未达到额定质量时,称重装置2上传动机构71的伸缩长度l’,使对应称重装置2上的截料斗72上的漏料区域721处于对应称重装置2 上的下料口正下方,截料斗72处于半开启状态。
67.如图8所示,当称取的物料质量等于额定质量时,称重装置2 上的传动机构71的最大伸缩长度l,使对应称重装置2上的截料斗72上的截料区域722处于对应称重装置2上的下料口的正下方,截料斗72处于关闭状态。
68.如图3所示,传动机构71包括第一气缸711,第一气缸711 的一端铰接于壳体1的顶部,另一端通过第一轴承713铰接安装连接件712的a支点,连接件712的b支点通过第二轴承714铰接安装于进料斗3的侧壁,连接件712的c支点与截料斗72固定连接,第一气缸711驱动连接件712摆动,使连接件712带动截料斗72在进料斗3的下料口处运动,完成控料。
69.本技术中的连接件712为“t”型工件,但不仅仅局限于“t”型工件,也可采用其他形状工件,实现第一气缸711驱动卸料斗完成钟摆运动。
70.卸料机构5包括第二气缸51和卸料阀52,卸料阀52的一端铰接装配于进料口处,且铰接端与固定在进料斗3外壁的第二气缸51的驱动端铰接,通过第二气缸51的伸缩操作控制卸料阀52 的闭或开的状态。
71.如图4所示,进料斗3包括导料仓31和下料仓32,导料仓 31的截面为直角梯形,下底边处连通进料口,上底边处连通下料仓32,且下料仓32的下料口处的截面为弧形。
72.截料斗72为中空结构体,由卸料板724和两个截料板725组成,两个截料板725对称装配卸料板724的长边,且卸料板724 的长边为弓形,卸料板724的弧度与下料口的的弧度一致,保障截料时的密封性。
73.卸料板724的长边的圆弧为d,下料口处的圆弧为d,d与d 均为以第二轴承714中心点o为圆心、以圆心o到圆弧d的中心点的最短距离r为半径的圆弧,且满足0≤d≤d。
74.本技术一种成品镁砂自动一体化称重控料方法以两组称重装置2为例,多于两组称重装置2仍可实现依次进行交替称重测量的操作,壳体1内设置有两组称重装置2,且总控制终端6控制两组称重装置2进行交替称重测量。
75.如图9所示,交替称重测量方法包括如下步骤:
76.s1、初始化设定,设置一组称重装置2为t1、t1的称重计量组件4的实际称重结果为g1、另一组称重装置2为t2、t2的称重计量组件4的实际称重结果为g2,设置t1和t2的额定称重质量为g。
77.s2、同时向t1和t2内加入物料。
78.s3、开启t1的控料组件7和t2的卸料机构5,关闭t1的卸料机构5和t2的控料组件7。
79.s4、当g1=g时,关闭t1的控料组件7,打开t1的卸料机构 5,同时开启t2的控料组件7,关闭t2的卸料机构5。
80.s5、当g2=g时,返回步骤s3,实现循环。
81.s6、若返回步骤s3后,若出现g1=0,g2=0,说明t1和t2内没有所需称重物料,则结束称重。
82.步骤s3中,t1的控料组件7具体操作如下:
83.s31、当0<g1<0.9g时,t1的传动机构71伸缩长度为l,使t1的截料斗72远离下料口,t1的截料斗72处于全开启状态。
84.s32、当0.9g<g1<g时,t1的传动机构71伸缩长度为l’,使t1的截料斗72上的漏料区域721处于t1下料口的正下方,t1 的截料斗72处于半开启状态。
85.s33、当g1=g时,t1的传动机构71伸缩长度为l,使t1的截料斗72上的截料区域722处于t1下料口的正下方,t1的截料斗72处于关闭状态,同时t1的卸料机构5开启。
86.步骤s4中,t2的控料组件7具体操作如下:
87.s31、当0<g1<0.9g时,t2的传动机构71伸缩长度为l,使t2的截料斗72远离下料口,t2的截料斗72处于全开启状态。
88.s32、当0.9g<g1<g时,t2的传动机构71伸缩长度为l’,使t2的截料斗72上的漏料区域721处于t2下料口的正下方,t2 的截料斗72处于半开启状态。
89.s33、当g1=g时,t2的传动机构71伸缩长度为l,使t2的截料斗72上的截料区域722处于t2下料口的正下方,t2的截料斗72处于关闭状态,同时t1的卸料机构5开启。
90.本发明通过总控制终端6对多组称重装置2进行控制,实现多组称重装置2交替工作提高计量效率,同时,每组称重装置2 可以通过控料组件7对下料口处的流量状态进行调整,控料组件7 可实现全开、半开和全关的截流操作,以达到精准称料的效果。
91.最后应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1