一种氮氧传感器同步焊接整体旋转装置的制作方法
1.本发明涉及氮氧传感器同步焊接旋转装置领域,具体属于一种氮氧传感器同步焊接整体旋转装置。
背景技术:
2.氮氧传感器是一种检测装置,能感受到被测量的信息,并能将感受到的信息,按一定规律变换成为电信号或其他所需形式的信息输出,以满足信息的传输、处理、存储、显示、记录和控制等要求。氮氧传感器被广泛应用于汽车、柴油机车、高温锅炉、气体检测等诸多行业产品上,氮氧传感器能够感测氮氧化合物。
3.但是,在氮氧传感器的制造过程中,需要将氮氧传感器配套的保护头罩和后桶罩,整体焊接在内部装有感测芯片的六角螺母座上,而普通焊接装置在实际使用时,存在以下问题:由于氮氧传感器配套的保护头罩和后桶罩为圆柱体,普通焊接装置不能在焊接时带动氮氧传感器进行整体旋转,无法将保护头罩和后桶罩周围均匀地焊接固定在内部装有感测芯片的六角螺母座前后;普通焊接装置在进行在氮氧传感器进行焊接时,容易使氮氧传感器中间的连接线束发生缠绕或绕节,使得连接线束内部被绕断,导致整个氮氧传感器报废;普通焊接装置没有配套的夹持模具,不能稳定夹持氮氧传感器尾部的接线插头,使得接线插头在氮氧传感器焊接时,容易被损坏;普通焊接装置不能保证氮氧传感器焊接处的整体稳定,导致焊接后的氮氧传感器整体一致性差;普通焊接装置装卸氮氧传感器不方便,使得氮氧传感器焊接生产效率低。针对上述问题,我们公司结合实际情况,自主研发设计制造了一种氮氧传感器同步焊接整体旋转装置。
技术实现要素:
4.本发明提供一种氮氧传感器同步焊接整体旋转装置,通过对本发明装置中支撑台架、激光焊接枪、左立板、可调立柱板架、侧立气缸组件、控制柜以及上电机、上转盘、上夹头组件、上侧推气缸组件、下电机、底定位板、下转盘、下夹卡组件和中间推卡组件的整体优化设计,能够解决上述背景技术中提到的问题。同时,本发明能够将待焊接的氮氧传感器整体夹装在上夹头组件、下夹卡组件和中间推卡组件之间,同时由控制柜控制上电机和下电机带动待焊接的氮氧传感器整体转动,进而通过激光焊接枪对氮氧传感器的保护头罩和后桶罩进行焊接加工,确保焊接过程中氮氧传感器中间的连接线束不发生缠绕或绕节,整体焊接处稳定一致性好,装卸氮氧传感器方便,适合作为氮氧传感器同步焊接旋转设备推广使用。
5.为达到上述目的,本发明采用的技术方案如下:
6.一种氮氧传感器同步焊接整体旋转装置,包括支撑台架、激光焊接枪、左立板、可调立柱板架、侧立气缸组件和控制柜,左立板、可调立柱板架和侧立气缸组件都安装在支撑台架上,激光焊接枪安装在左立板上,侧立气缸组件位于可调立柱板架的右侧,侧立气缸组件有电磁阀,激光焊接枪和电磁阀都通过线束与控制柜连接,其特征在于,还包括上电机、
上转盘、上夹头组件、上侧推气缸组件、下电机、底定位板、下转盘、下夹卡组件和中间推卡组件,上电机装在上台板上,上台板装在可调立柱板架的上顶面上,上转盘嵌装在可调立柱板架的上顶面上,上电机与上转盘连接,上电机能够带动上转盘转动,上夹头组件装在上转盘上,上侧推气缸组件装在可调立柱板架的上顶面下面,所述底定位板装在支撑台架上,底定位板位于可调立柱板架的下方,下电机装在底定位板的下面,下转盘嵌装在底定位板上,下电机与下转盘连接,下电机能够带动下转盘转动,下夹卡组件和中间推卡组件都装在下转盘,所述上电机、上转盘、上夹头组件的纵向垂直中心线,与下电机、底定位板、下转盘、下夹卡组件、中间推卡组件的纵向垂直中心线在同一条纵向垂直线上,所述侧立气缸组件能够推动下夹卡组件和中间推卡组件卡紧,上侧推气缸组件能够推动上夹头组件卡紧,所述上电机和下电机都通过线束与控制柜连接。
7.进一步地,所述上转盘的侧面装有l形感应板一,可调立柱板架的上顶面下方装有u形感测器一,u形感测器一通过线束与控制柜连接,所述当l形感应板一随上转盘一起转动时,l形感应板一的侧面能够被u形感测器一感测,u形感测器一能够将感测到上转盘的转动速度传递到控制柜,控制柜能够通过调节控制与上转盘连接的上电机的速度,进而调节控制上转盘的转速;
8.所述下转盘的侧面装有l形感应板二,底定位板的上面装有u形感测器二,u形感测器二通过线束与控制柜连接,所述当l形感应板二随下转盘一起转动时,l形感应板二的侧面能够被u形感测器二感测,u形感测器二能够将感测到下转盘的转动速度传递到控制柜,控制柜能够通过调节控制与下转盘连接的下电机的速度,进而调节控制下转盘的转速;所述控制柜能够通过对上电机上转盘,以及下电机下转盘的调节控制,确保上转盘的转动速度与下转盘的转动速度一致。
9.进一步地,所述上夹头组件有侧立固定板、带插销夹板件、夹卡板、夹头模块和带螺栓调节板件,侧立固定板固定装在上转盘的侧面,带螺栓调节板件固定装在上转盘的另一侧面,带插销夹板件穿装在侧立固定板上,所述夹卡板与带插销夹板件连接,夹卡板能够随带插销夹板件的插销移动而移动,所述夹头模块的上面装在上转盘上,夹头模块整体位于带插销夹板件和夹卡板之间的上转盘上,夹卡板的内侧与夹头模块相对应,所述带螺栓调节板件通过螺栓与夹卡板外侧连接,通过调节带螺栓调节板件与夹卡板之间的螺栓,能够调节夹卡板与夹头模块之间的距离,以确保夹卡板与夹头模块能够夹紧不同外径尺寸的氮氧传感器保护头罩,运用带插销夹板件带动夹卡板,使待焊接氮氧传感器的保护头罩能够被稳定地夹装在夹卡板与夹头模块之间;
10.所述上侧推气缸组件有上侧推气缸和连接固定板,连接固定板装在可调立柱板架的上顶面下面,上侧推气缸安装在连接固定板上,上侧推气缸的推杆端与带插销夹板件的外侧面相对应,上侧推气缸能够向内推动带插销夹板件的外侧面,使带插销夹板件带动夹卡板与夹头模块夹紧,夹卡板与夹头模块夹紧后上侧推气缸回程,当需要使夹卡板与夹头模块松开时,手动向外反推带插销夹板件,带插销夹板件能够带动夹卡板与夹头模块松开。
11.进一步地,所述下夹卡组件有大侧立板、底座、下侧立固定板一、下带插销夹板件一、下夹卡板一、下夹卡模块和下带螺栓调节板件一,底座安装在下转盘上,大侧立板安装在底座背面上,下侧立固定板一固定安装在大侧立板的下部外侧,下带螺栓调节板件一固定装在大侧立板的下部另一外侧,下带插销夹板件一穿装在下侧立固定板一上,所述下夹
卡板一与下带插销夹板件一连接,下夹卡板一能够随下带插销夹板件一的插销移动而移动,下夹卡模块装在大侧立板的下部内侧,下夹卡模块整体位于下带插销夹板件一和下夹卡板一之间的大侧立板内侧,下夹卡板一的内侧与下夹卡模块相对应,所述下带螺栓调节板件一通过螺栓与下夹卡板一外侧连接,通过调节下带螺栓调节板件一与下夹卡板一之间的螺栓,能够调节下夹卡板一与下夹卡模块之间的距离,以确保下夹卡板一与下夹卡模块能够夹紧不同型号的氮氧传感器尾部的接线插头,运用下带插销夹板件一带动下夹卡板一,使待焊接氮氧传感器尾部的接线插头能够被稳定地夹装在下夹卡板一与下夹卡模块之间。
12.进一步地,所述侧立气缸组件有中侧推气缸、下侧推气缸和固定立板件,固定立板件装在可调立柱板架下方右侧的支撑台架上面,中侧推气缸和下侧推气缸都安装在固定立板件上,所述中侧推气缸位于下侧推气缸的上方,中侧推气缸与中间推卡组件相对应,所述下侧推气缸的推杆端与下带插销夹板件一的外侧面相对应,下侧推气缸能够向内推动下带插销夹板件一的外侧面,使下带插销夹板件一带动下夹卡板一与下夹卡模块夹紧,下夹卡板一与下夹卡模块夹紧后下侧推气缸回程,当需要使下夹卡板一与下夹卡模块松开时,手动向外反推下带插销夹板件一,下带插销夹板件一能够带动下夹卡板一与下夹卡模块松开。
13.进一步地,所述中间推卡组件有中侧立固定板一、中带插销夹板件一、中夹卡板一、纵夹模块和中带螺栓调节板件一,中侧立固定板一固定装在大侧立板的上部外侧,中带螺栓调节板件一固定装在大侧立板上部的另一侧面,中带插销夹板件一穿装在中侧立固定板一上,所述中夹卡板一与中带插销夹板件一连接,中夹卡板一能够随中带插销夹板件一的插销移动而移动,所述纵夹模块装在大侧立板上部内侧,纵夹模块整体位于中带插销夹板件一和中夹卡板一之间的大侧立板上,中夹卡板一的内侧与纵夹模块相对应,所述中带螺栓调节板件一通过螺栓与中夹卡板一外侧连接,通过调节中带螺栓调节板件一与中夹卡板一之间的螺栓,能够调节中夹卡板一与纵夹模块之间的距离,以确保中夹卡板一与纵夹模块能够夹紧不同外径尺寸的氮氧传感器中间的连接线束,运用中带插销夹板件一带动中夹卡板一,使待焊接氮氧传感器中间的连接线束能够被稳定地夹装在中夹卡板一与纵夹模块之间;
14.所述侧立气缸组件中的中侧推气缸的推杆端与中带插销夹板件一的外侧面相对应,中侧推气缸能够向内推动中带插销夹板件一的外侧面,使中带插销夹板件一带动中夹卡板一与纵夹模块夹紧,中夹卡板一与纵夹模块夹紧后中侧推气缸回程,当需要使中夹卡板一与纵夹模块松开时,手动向外反推中带插销夹板件一,中带插销夹板件一能够带动中夹卡板一与纵夹模块松开。
15.进一步地,所述中夹卡板一整体呈篦梳状,中夹卡板一上有夹齿板,所述纵夹模块整体呈耙齿台状,纵夹模块的底部左侧有缺口,所述中夹卡板一上的夹齿板与纵夹模块底部左侧的缺口相对应,所述中夹卡板一和纵夹模块的内侧都能够安装防夹伤软垫,防夹伤软垫能够防止待焊接氮氧传感器中间连接线束的表面被夹伤或夹断。
16.与已有技术相比,本发明的有益效果如下:
17.通过对本发明装置中支撑台架、激光焊接枪、左立板、可调立柱板架、侧立气缸组件、控制柜以及上电机、上转盘、上夹头组件、上侧推气缸组件、下电机、底定位板、下转盘、
下夹卡组件和中间推卡组件的整体优化设计,制造出了一种氮氧传感器同步焊接整体旋转装置。本发明装置能够解决了普通焊接装置在对氮氧传感器进行焊接时,实际使用过程中存在的以下问题:由于氮氧传感器配套的保护头罩和后桶罩为圆柱体,普通焊接装置不能在焊接时带动氮氧传感器进行整体旋转,无法将保护头罩和后桶罩周围均匀地焊接固定在内部装有感测芯片的六角螺母座前后;普通焊接装置在进行在氮氧传感器进行焊接时,容易使氮氧传感器中间的连接线束发生缠绕或绕节,使得连接线束内部被绕断,导致整个氮氧传感器报废;普通焊接装置没有配套的夹持模具,不能稳定夹持氮氧传感器尾部的接线插头,使得接线插头在氮氧传感器焊接时,容易被损坏;普通焊接装置不能保证氮氧传感器焊接处的整体稳定,导致焊接后的氮氧传感器整体一致性差;普通焊接装置装卸氮氧传感器不方便,使得氮氧传感器焊接生产效率低。
18.本发明能够将待焊接的氮氧传感器整体夹装在上夹头组件、下夹卡组件和中间推卡组件之间,同时由控制柜控制上电机和下电机带动待焊接的氮氧传感器整体转动,进而通过激光焊接枪对氮氧传感器的保护头罩和后桶罩进行焊接加工,确保焊接过程中氮氧传感器中间的连接线束不发生缠绕或绕节,整体焊接处稳定一致性好,装卸氮氧传感器方便,适合作为氮氧传感器同步焊接旋转设备推广使用。
附图说明
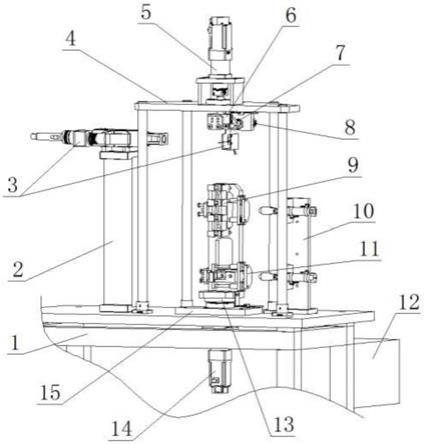
19.图1为本发明整体示意图;
20.图2为本发明中的上夹头组件和上侧推气缸组件安装区位示意图;
21.图3为本发明中的中间推卡组件、下夹卡组件和侧立气缸组件安装区位示意图;
22.图4为本发明中中间推卡组件的中夹卡板一和纵夹模块卡装连接示意图。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于发明保护的范围。
24.下面结合实施例和具体实施方式对本发明作进一步详细的说明。
25.参见附图:一种氮氧传感器同步焊接整体旋转装置,包括支撑台架1、激光焊接枪3、左立板2、可调立柱板架4、侧立气缸组件10和控制柜12,左立板2、可调立柱板架4和侧立气缸组件10都安装在支撑台架上,激光焊接枪3安装在左立板2上,侧立气缸组件10位于可调立柱板架4的右侧,侧立气缸组件10有电磁阀,激光焊接枪3和电磁阀都通过线束与控制柜12连接,其特征在于,还包括上电机5、上转盘6、上夹头组件7、上侧推气缸组件8、下电机14、底定位板15、下转盘13、下夹卡组件11和中间推卡组件9,上电机5装在上台板上,上台板装在可调立柱板架4的上顶面上,上转盘6嵌装在可调立柱板架4的上顶面上,上电机5与上转盘6连接,上电机5能够带动上转盘6转动,上夹头组件7装在上转盘6上,上侧推气缸组件8装在可调立柱板架4的上顶面下面,所述底定位板15装在支撑台架1上,底定位板15位于可调立柱板架4的下方,下电机14装在底定位板15的下面,下转盘13嵌装在底定位板15上,下电机14与下转盘13连接,下电机14能够带动下转盘13转动,下夹卡组件11和中间推卡组件9
都装在下转盘13,所述上电机5、上转盘6、上夹头组件7的纵向垂直中心线,与下电机14、底定位板15、下转盘13、下夹卡组件11、中间推卡组件9的纵向垂直中心线在同一条纵向垂直线上,所述侧立气缸组件10能够推动下夹卡组件11和中间推卡组件9卡紧,上侧推气缸组件8能够推动上夹头组件7卡紧,所述上电机5和下电机14都通过线束与控制柜12连接。
26.进一步地,所述上转盘6的侧面装有l形感应板一601,可调立柱板架4的上顶面下方装有u形感测器一602,u形感测器一602通过线束与控制柜12连接,所述当l形感应板一601随上转盘6一起转动时,l形感应板一601的侧面能够被u形感测器一602感测,u形感测器一602能够将感测到上转盘6的转动速度传递到控制柜12,控制柜12能够通过调节控制与上转盘6连接的上电机5的速度,进而调节控制上转盘6的转速;
27.所述下转盘13的侧面装有l形感应板二1109,底定位板15的上面装有u形感测器二1108,u形感测器二1108通过线束与控制柜12连接,所述当l形感应板二1109随下转盘一13起转动时,l形感应板二1109的侧面能够被u形感测器二1108感测,u形感测器二1108能够将感测到下转盘13的转动速度传递到控制柜12,控制柜12能够通过调节控制与下转盘13连接的下电机14的速度,进而调节控制下转盘13的转速;所述控制柜12能够通过对上电机5上转盘6,以及下电机14下转盘13的调节控制,确保上转盘6的转动速度与下转盘13的转动速度一致。
28.进一步地,所述上夹头组件7有侧立固定板702、带插销夹板件701、夹卡板704、夹头模块703和带螺栓调节板件705,侧立固定板702固定装在上转盘6的侧面,带螺栓调节板件705固定装在上转盘6的另一侧面,带插销夹板件701穿装在侧立固定板702上,所述夹卡板704与带插销夹板件701连接,夹卡板704能够随带插销夹板件701的插销移动而移动,所述夹头模块703的上面装在上转盘6上,夹头模块703整体位于带插销夹板件701和夹卡板704之间的上转盘6上,夹卡板704的内侧与夹头模块703相对应,所述带螺栓调节板件705通过螺栓与夹卡板704外侧连接,通过调节带螺栓调节板件705与夹卡板704之间的螺栓,能够调节夹卡板704与夹头模块703之间的距离,以确保夹卡板704与夹头模块703能够夹紧不同外径尺寸的氮氧传感器保护头罩,运用带插销夹板件701带动夹卡板704,使待焊接氮氧传感器的保护头罩能够被稳定地夹装在夹卡板704与夹头模块703之间;
29.所述上侧推气缸组件8有上侧推气缸801和连接固定板802,连接固定板802装在可调立柱板架4的上顶面下面,上侧推气缸801安装在连接固定板802上,上侧推气缸801的推杆端与带插销夹板件701的外侧面相对应,上侧推气缸801能够向内推动带插销夹板件701的外侧面,使带插销夹板件701带动夹卡板704与夹头模块703夹紧,夹卡板704与夹头模块703夹紧后上侧推气缸801回程,当需要使夹卡板704与夹头模块703松开时,手动向外反推带插销夹板件701,带插销夹板件701能够带动夹卡板704与夹头模块703松开。
30.进一步地,所述下夹卡组件11有大侧立板1105、底座1101、下侧立固定板一1107、下带插销夹板件一1106、下夹卡板一1103、下夹卡模块1102和下带螺栓调节板件一1104,底座1101安装在下转盘13上,大侧立板1105安装在底座1101背面上,下侧立固定板一1107固定安装在大侧立板1105的下部外侧,下带螺栓调节板件一1104固定装在大侧立板1105的下部另一外侧,下带插销夹板件一1106穿装在下侧立固定板一1107上,所述下夹卡板一1103与下带插销夹板件一1106连接,下夹卡板一1103能够随下带插销夹板件一1106的插销移动而移动,下夹卡模块1102装在大侧立板1105的下部内侧,下夹卡模块1102整体位于下带插
销夹板件一1106和下夹卡板一1103之间的大侧立板1105内侧,下夹卡板一1103的内侧与下夹卡模块1102相对应,所述下带螺栓调节板件一1104通过螺栓与下夹卡板一1103外侧连接,通过调节下带螺栓调节板件一1104与下夹卡板一1103之间的螺栓,能够调节下夹卡板一1103与下夹卡模块1102之间的距离,以确保下夹卡板一1103与下夹卡模块1102能够夹紧不同型号的氮氧传感器尾部的接线插头,运用下带插销夹板件一1106带动下夹卡板一1103,使待焊接氮氧传感器尾部的接线插头能够被稳定地夹装在下夹卡板一1103与下夹卡模块1102之间。
31.进一步地,所述侧立气缸组件10有中侧推气缸1002、下侧推气缸1003和固定立板件1001,固定立板件1001装在可调立柱板架4下方右侧的支撑台架1上面,中侧推气缸1002和下侧推气缸1003都安装在固定立板件1001上,所述中侧推气缸1002位于下侧推气缸1003的上方,中侧推气缸1002与中间推卡组件9相对应,所述下侧推气缸1003的推杆端与下带插销夹板件一1106的外侧面相对应,下侧推气缸1003能够向内推动下带插销夹板件一1106的外侧面,使下带插销夹板件一1106带动下夹卡板一1103与下夹卡模块1102夹紧,下夹卡板一1103与下夹卡模块1102夹紧后下侧推气缸1003回程,当需要使下夹卡板一1103与下夹卡模块1102松开时,手动向外反推下带插销夹板件一1106,下带插销夹板件一1106能够带动下夹卡板一1103与下夹卡模块1102松开。
32.进一步地,所述中间推卡组件9有中侧立固定板一904、中带插销夹板件一905、中夹卡板一902、纵夹模块903和中带螺栓调节板件一901,中侧立固定板一904固定装在大侧立板1105的上部外侧,中带螺栓调节板件一901固定装在大侧立板1105上部的另一侧面,中带插销夹板件一905穿装在中侧立固定板一904上,所述中夹卡板一902与中带插销夹板件一905连接,中夹卡板一902能够随中带插销夹板件一905的插销移动而移动,所述纵夹模块903装在大侧立板1105上部内侧,纵夹模块903整体位于中带插销夹板件一905和中夹卡板一902之间的大侧立板1105上,中夹卡板一902的内侧与纵夹模块903相对应,所述中带螺栓调节板件一901通过螺栓与中夹卡板一902外侧连接,通过调节中带螺栓调节板件一901与中夹卡板一902之间的螺栓,能够调节中夹卡板一902与纵夹模块903之间的距离,以确保中夹卡板一902与纵夹模块903能够夹紧不同外径尺寸的氮氧传感器中间的连接线束,运用中带插销夹板件一905带动中夹卡板一902,使待焊接氮氧传感器中间的连接线束能够被稳定地夹装在中夹卡板一902与纵夹模块903之间;
33.所述侧立气缸组件10中的中侧推气缸1002的推杆端与中带插销夹板件一905的外侧面相对应,中侧推气缸1002能够向内推动中带插销夹板件一905的外侧面,使中带插销夹板件一905带动中夹卡板一902与纵夹模块903夹紧,中夹卡板一902与纵夹模块903夹紧后中侧推气缸1002回程,当需要使中夹卡板一902与纵夹模块903松开时,手动向外反推中带插销夹板件一905,中带插销夹板件一905能够带动中夹卡板一902与纵夹模块903松开。
34.进一步地,所述中夹卡板一902整体呈篦梳状,中夹卡板一902上有夹齿板906,所述纵夹模块903整体呈耙齿台状,纵夹模块903的底部左侧有缺口907,所述中夹卡板一902上的夹齿板906与纵夹模块903底部左侧的缺口907相对应,所述中夹卡板一902纵夹模块903的内侧都能够安装防夹伤软垫,防夹伤软垫能够防止待焊接氮氧传感器中间连接线束的表面被夹伤或夹断。
35.使用时,将待焊接的氮氧传感器整体安装在可调立柱板架4和支撑台架1之间,确
保上夹头组件7中的夹卡板704与夹头模块703能够夹紧,装配卡位好的氮氧传感器保护头罩,通过调节带螺栓调节板件705与夹卡板704之间的螺栓,能够调节夹卡板704与夹头模块703之间的距离,以确保夹卡板704与夹头模块703能够夹紧不同外径尺寸的氮氧传感器保护头罩,运用带插销夹板件701带动夹卡板704,使待焊接氮氧传感器的保护头罩能够被稳定地夹装在夹卡板704与夹头模块703之间;
36.通过调节中间推卡组件9中带螺栓调节板件一901与中夹卡板一902之间的螺栓,以确保中夹卡板一902与纵夹模块903能够夹紧不同外径尺寸的氮氧传感器中间的连接线束,运用中间推卡组件9的中带插销夹板件一905带动中夹卡板一902,使待焊接氮氧传感器中间的连接线束能够被稳定地夹装在中夹卡板一902与纵夹模块903之间;
37.通过调节下夹卡组件11中下带螺栓调节板件一1104与下夹卡板一1103之间的螺栓,调节下夹卡板一1103与下夹卡模块1102之间的距离,以确保下夹卡板一1103与下夹卡模块1102能够夹紧不同型号的氮氧传感器尾部的接线插头,运用下带插销夹板件一1106带动下夹卡板一1103,使待焊接氮氧传感器尾部的接线插头能够被稳定地夹装在下夹卡板一1103与下夹卡模块1102之间;
38.然后,使激光焊接枪3的焊接头对准装配卡位好的氮氧传感器上,保护头罩与内部装有感测芯片的六角螺母座前部的待焊接处,或后桶罩与内部装有感测芯片的六角螺母座后部的待焊接处,通过控制柜开启激光焊接枪3,对焊接处进行焊接加工,同时,通过控制柜12启动上电机5和下电机14,带动上夹头组件7、中间推卡组件9和下夹卡组件11之间的待焊接氮氧传感器整体转动,焊接加工完成后,松开上夹头组件7、中间推卡组件9和下夹卡组件11,取下焊接完成后的氮氧传感器产成品。后续连续生产时,按照上述过程重复进行。
39.本发明装置能够解决了普通焊接装置在对氮氧传感器进行焊接时,实际使用过程中存在的以下问题:由于氮氧传感器配套的保护头罩和后桶罩为圆柱体,普通焊接装置不能在焊接时带动氮氧传感器进行整体旋转,无法将保护头罩和后桶罩周围均匀地焊接固定在内部装有感测芯片的六角螺母座前后;普通焊接装置在进行在氮氧传感器进行焊接时,容易使氮氧传感器中间的连接线束发生缠绕或绕节,使得连接线束内部被绕断,导致整个氮氧传感器报废;普通焊接装置没有配套的夹持模具,不能稳定夹持氮氧传感器尾部的接线插头,使得接线插头在氮氧传感器焊接时,容易被损坏;普通焊接装置不能保证氮氧传感器焊接处的整体稳定,导致焊接后的氮氧传感器整体一致性差;普通焊接装置装卸氮氧传感器不方便,使得氮氧传感器焊接生产效率低。
40.本发明能够将待焊接的氮氧传感器整体夹装在上夹头组件7、下夹卡组件11和中间推卡组件9之间,同时由控制柜12控制上电机5和下电机14带动待焊接的氮氧传感器整体转动,进而通过激光焊接枪3对氮氧传感器的保护头罩和后桶罩进行焊接加工,确保焊接过程中氮氧传感器中间的连接线束不发生缠绕或绕节,整体焊接处稳定一致性好,装卸氮氧传感器方便,适合作为氮氧传感器同步焊接旋转设备推广使用。
41.以上所述的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1