一种测量焊接面翘起的工具的制作方法
1.本实用新型属于测量技术领域,更具体地,涉及一种测量焊接面翘起的工具。
背景技术:
2.在汽车行业中,新能源汽车得到了越来越多的重视并不断地被推广。电动汽车作为新能源汽车的一种,已经进入人们的视野并被熟知,目前各个厂家都推出了自主研发的电动汽车,电动汽车以作为一个新行业的标杆不断地扩大,技术也越来越娴熟。电池包作为电动汽车的核心部位,受到的重视程度高于其他部件。
3.在目前的电池包内,激光焊接已作为一种主流的连接方案并被广泛应用。但由于焊接本身是一种高温熔合的过程,因物料组分不易识别,暂无法在焊接时进行检验,目前,仅通过人为观察的方法检验焊缝成型效果这种人为观察的方法误差较大,易造成不良产品流出,降低产品的可靠性。
4.因此期待发明一种测量焊接面翘起的工具,能够有效解决现有技术中通过人为观察检验焊缝成型效果的方法而导致产品可靠性降低的问题。
技术实现要素:
5.本实用新型的目的是提供一种测量焊接面翘起的工具,以解决现有技术中通过人为观察检验焊缝成型效果的方法而导致产品可靠性降低的问题。
6.为了实现上述目的,本实用新型提供一种测量焊接面翘起的工具,包括力矩扳手和检测头;
7.所述检测头包括连接部和翘起部,所述翘起部为圆柱体,且所述翘起部的一端设有一字型翘起批头,另一端与所述连接部的一端相连接;
8.所述力矩扳手与所述连接部的另一端相连接。
9.可选地,所述连接部的所述一端与所述翘起部通过变径部相连接,所述另一端的端面上设有圆柱形的凹槽,所述凹槽的槽壁上相对的位置设有一对通孔。
10.可选地,所述翘起部的所述一端还设有第一端面和第二端面;
11.所述一字型翘起批头为长方体,所述第一端面与所述一字型翘起批头相垂直,所述第二端面与所述一字型翘起批头之间形成钝角。
12.可选地,所述力矩扳手内设有内部翘杆,所述力矩扳手的端部设有连接杆;
13.所述连接杆为圆柱体,所述连接杆的直径与所述凹槽的内径相配合以插设于所述凹槽内,另一端与所述内部翘杆相连接。
14.可选地,所述连接杆的外周上设有一对滚珠,所述一对滚珠相对设置且通过弹簧相连接,所述一对滚珠能够卡接于所述一对通孔内。
15.可选地,所述力矩扳手内设有预警装置,用于当外部施加的扭矩大于所述预设力矩值时发出声音预警。
16.可选地,所述力矩扳手和所述检测头同轴设置。
17.可选地,所述检测头的材质为不锈钢。
18.本实用新型的有益效果在于:
19.检测头包括连接部和翘起部,所述翘起部为圆柱体,且翘起部的一端设有一字型翘起批头,另一端与连接部的一端相连接,力矩扳手与连接部的另一端相连接,将检测头的一字型翘起批头插入焊接区域的测量位置并对测量位置进行翘起操作,测量之前,将预设力矩值设于力矩扳手内,当进行测量时,当测量的翘起力矩达到预设力矩值后,目视检验测量位置的焊接情况及表面损伤度,即可对产品的焊接质量进行判断,有效解决现有技术中通过人为观察检验焊缝成型效果的方法而导致产品可靠性降低的问题。
20.本实用新型的其它特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
21.通过结合附图对本实用新型示例性实施方式进行更详细的描述,本实用新型的上述以及其它目的、特征和优势将变得更加明显,其中,在本实用新型示例性实施方式中,相同的参考标号通常代表相同部件。
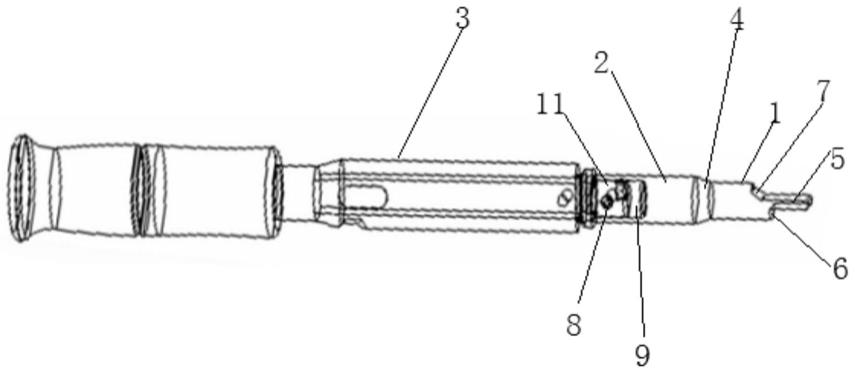
22.图1示出了根据本实用新型的一个实施例的测量焊接面翘起的工具的结构示意图。
23.图2示出了根据本实用新型的一个实施例的测量焊接面翘起的工具的检测头的结构示意图。
24.附图标记说明
25.1、翘起部;2、连接部;3、力矩扳手;4、变径部;5、一字型翘起批头;6、第一端面;7、第二端面;8、滚珠;9、凹槽;10、通孔;11、连接杆。
具体实施方式
26.下面将更详细地描述本实用新型的优选实施方式。虽然以下描述了本实用新型的优选实施方式,然而应该理解,可以以各种形式实现本实用新型而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本实用新型更加透彻和完整,并且能够将本实用新型的范围完整地传达给本领域的技术人员。
27.根据本实用新型的一种测量焊接面翘起的工具,包括力矩扳手和检测头;
28.检测头包括连接部和翘起部,翘起部为圆柱体,且翘起部的一端设有一字型翘起批头,另一端与连接部的一端相连接;
29.力矩扳手与连接部的另一端相连接。
30.具体地,检测头包括连接部和翘起部,所述翘起部为圆柱体,且翘起部的一端设有一字型翘起批头,另一端与连接部的一端相连接,力矩扳手与连接部的另一端相连接,将检测头的一字型翘起批头插入焊接区域的测量位置并对测量位置进行翘起操作,测量之前,将预设力矩值设于力矩扳手内,当进行测量时,当测量的翘起力矩达到预设力矩值后,目视检验测量位置的焊接情况及表面损伤度,即可对产品的焊接质量进行判断,有效解决现有技术中通过人为观察检验焊缝成型效果的方法而导致产品可靠性降低的问题。
31.进一步地,力矩扳手采用杠杆原理与跳档机构并用,当外部施加的扭矩大于预设力矩值时,内部跳档机构动作且卸力,表示已经达到预设的力值,力矩扳手为现有技术,本
领域技术人员很容易掌握,此处不作赘述。
32.在一个示例中,连接部的一端与翘起部通过变径部相连接,另一端的端面上设有圆柱形的凹槽,凹槽的槽壁上相对的位置设有一对通孔。
33.在一个示例中,翘起部的一端还设有第一端面和第二端面;
34.一字型翘起批头为长方体,第一端面与一字型翘起批头相垂直,第二端面与一字型翘起批头之间形成钝角。
35.具体地,翘起部的一端还设有第一端面和第二端面,第一端面和第二端面的设计可以起到限位的作用,防止一字型翘起批头插入测量位置较深到导致到导致产品焊接部位损伤的问题。
36.在一个示例中,力矩扳手内设有内部翘杆,力矩扳手的端部设有连接杆;
37.连接杆为圆柱体,连接杆的直径与凹槽的内径相配合以插设于凹槽内,另一端与内部翘杆相连接。
38.在一个示例中,连接杆的外周上设有一对滚珠,一对滚珠相对设置且通过弹簧相连接,一对滚珠能够卡接于一对通孔内。
39.具体地,连接杆的外周上设有一对滚珠,一对滚珠相对设置且通过弹簧相连接,滚珠的设置可以使力矩扳手的连接杆很方便的插入凹槽内,省时省力且便于操作。
40.在一个示例中,力矩扳手内设有预警装置,用于当外部施加的扭矩大于预设力矩值时发出声音预警。
41.具体地,当力矩扳手发出声音预警时,则提示测量位置的翘起力矩已达到预设力矩值,此时可以停止施力,预警装置的设置可有效防止用力过度而导致焊接面损伤的问题。
42.在一个示例中,力矩扳手和检测头同轴设置。
43.在一个示例中,检测头的材质为不锈钢。
44.实施例
45.如图1-2所示,一种测量焊接面翘起的工具,包括力矩扳手3和检测头;
46.检测头包括连接部2和翘起部1,翘起部1为圆柱体,且翘起部1的一端设有一字型翘起批头5,另一端与连接部2的一端相连接;
47.力矩扳手3与连接部2的另一端相连接。
48.其中,连接部2的一端与翘起部1通过变径部相连接,另一端的端面上设有圆柱形的凹槽9,凹槽9的槽壁上相对的位置设有一对通孔10。翘起部1的一端还设有第一端面6和第二端面7;一字型翘起批头5为长方体,第一端面6与一字型翘起批头5相垂直,第二端面7与一字型翘起批头5之间形成钝角。力矩扳手3内设有内部翘杆,力矩扳手3的端部设有连接杆11;连接杆11为圆柱体,连接杆11的直径与凹槽9的内径相配合以插设于凹槽9内,另一端与内部翘杆相连接。连接杆11的外周上设有一对滚珠8,一对滚珠8相对设置且通过弹簧相连接,一对滚珠8能够卡接于一对通孔10内。力矩扳手内设有预警装置,用于当外部施加的扭矩大于预设力矩值时发出声音预警。力矩扳手3和检测头同轴设置。检测头的材质为不锈钢。
49.综上所述,检测头包括连接部和翘起部,所述翘起部为圆柱体,且翘起部的一端设有一字型翘起批头,另一端与连接部的一端相连接,力矩扳手与连接部的另一端相连接,将检测头的一字型翘起批头插入焊接区域的测量位置并对测量位置进行翘起操作,测量之
前,将预设力矩值设于力矩扳手内,当进行测量时,当测量的翘起力矩达到预设力矩值后,目视检验测量位置的焊接情况及表面损伤度,即可对产品的焊接质量进行判断,有效解决现有技术中通过人为观察检验焊缝成型效果的方法而导致产品可靠性降低的问题。
50.以上已经描述了本实用新型的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1