水轮发电机中心测量定位调整装置的制作方法
1.本实用新型涉及水电站水轮机维修领域,即水轮发电机中心测量定位调整装置。是机组中心、高程测量定位调整用工具。
背景技术:
2.在现有技术中,水电站混流式水轮发电机组的固定部件有:上机架、定子、顶盖及上止漏环和下止漏环组成。各固定部件几何中心的连线称为机组中心线。在这些固定部件中,对机组安全、稳定运行起着决定性作用的是发电机的定子和水轮机止漏环的中心。因此,对于混流式机组,机组中心线是发电机定子平均中心与水轮机固定止漏环平均中心的连线。显然,在安装时,最好把发电机定子中心、导轴承中心与水轮机的下止漏环中心调整在同一垂直线上,即混流式水轮发电机组的理想中心线应该是一条铅垂线。
3.电站机组新定子安装中心调整工作应以座环上的固定止漏环为基准面,但遇到机组下止漏环不是固定止漏环,由于转轮下环尺寸大于下止漏环尺寸,转轮出坑时需要将下止漏环拆除吊出,下止漏环由于厚度过于单薄,每次安装后都需要重新调整定位,不能作为新定子中心测量的基准。正常情况下也可以用顶盖上的上止漏环作为基准进新定子的定位工作,但顶盖上的上止漏环由于长时间运行腐蚀严重,上止漏环表面坑洼不平,也做不了定子中心调整的基准。
4.通过现有技术情况可知,想通过底环、下止漏环和顶盖上的上止漏环对新定子定位都不精确,必须综合考虑以旧定子中心、下止漏环中心和上止漏环中心位置确定机组中心,并设计一套独立于这三处位置的机组中心测量定位辅助调整装置,这样就能将这三处相对偏差减小到最小,完全能满足机组中心定位的要求。从而保证顶盖上的上止漏环更换、中心加工位置定位和更换后中心位置效验的精度。同时,可以保证在顶盖返厂加工期间对新定子安装和中心调整及高程调整工作的顺利进行,保证了机组扩修工作按期完成。
技术实现要素:
5.本实用新型的目的是针对上述不足而提供一种结构简单,测量方法简单,保证了测量精度的水轮发电机中心测量定位调整装置。
6.本实用新型的技术解决方案是:水轮发电机中心测量定位调整装置,其特征在于它包含一个固定支座,固定支座上有基础法兰盘,基础法兰盘表面上间隔90度固定有四个螺帽,每个螺帽上拧有螺栓顶丝,在四个螺栓顶丝中间顶接有可调式法兰盘。
7.装置选择位置:位置选择的地点,趋近于中心,不需要制作大型支架。装置自定位方式:采用上下两套装置,实现自定位和保证定位精度。工艺方法改进:采用自定位,改变单一定位工艺方法,改变原有一处定位误差大和降低人为测量误差。三点确定一条直线,可以保证在这条直线上所有设备的位置。
8.本实用新型的优点是:1、本装置应用,改变了旧机组改造过程中因底环及下止漏环测量面损伤、变形,引起的机组中心定位精度不准等问题。同时为定子高程调整及效验提
供新的基准点,为定子高程调整精度提供一种新的验证和调整手段。解决了因顶盖返厂加工期间,定子中心、工程调整工作停滞,影响检修工期和定子安装进度的问题,保证了定子改造和检修进度的顺利进行。解决了顶盖上止漏环更换新不锈钢止漏环加工定位不准的问题,为新上止漏环加工前定位和加工完成后效验加工位移偏差提供一种新的工具法,保证了顶盖上止漏环加工质量、精度和机组中心调整工作的顺利进行。2、通过采用旧定子中心、旧顶盖上止漏环中心和可拆装下止漏环中心效验调整辅助定位装置中心,避免了三处中心不准带来的误差过大的问题,效验保证了机组中心的准确度,为后续新定子中心调整精度、进度提供了保障。3、由于本装置外形尺寸小,更容易保证加工、安装和测量精度,使测量人员容易操作和调整,减小了人为和量具测量误差,保证了新定子中心定位的准确性。4、本装置的设计应用,为非固定下止漏环中心定位和圆度调整提供新的工具,保证了上、下止漏环同轴度及下止漏环圆度的调整精度,不需要从定子上设置求心器,避免了测尺过长和钢琴线摆动引起的误差过大的问题。5、本装置的应用,为相同情况旧机组改造提供一种新的测量定位工具,特别适用于混流式水轮机机组底环、非固定下止漏环和顶盖上止漏环基准面损坏严重,机组中心定位基准损坏的机组。6、本装置结构简单、易于加工、拆装便利、测量方法简单、测量精度高,不需要大量精密仪器和聘请专业的测量团队,施工现场就能实现制作、加工、安装及测量,便于施工单位操作实施,节约施工成本,保证施工质量,应用前景、社会和经济价值显著。
9.下面将结合附图对本实用新型的实施方式作进一步详细描述。
附图说明
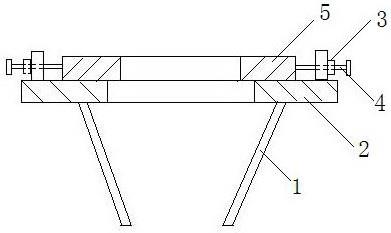
10.图1是本实用新型结构简图。
11.图2是本实用新型安装示意图。
12.图3 是本实用新型中心测量示意图。
13.图4 是上、下止漏环中心测量示意图。
具体实施方式
14.参见图1-4,零部件名称如下:固定支座1,基础法兰盘2,螺帽3,螺栓顶丝4,可调式法兰盘5,十字补气架6,下止漏环7,上止漏环8,顶盖9,尾水平台10,十字补气架平台11,固定导水叶12,定子13,求心器14,测量架15,定子平台16,机坑17,油桶18,蜗壳19。
15.参见图1、2,水轮发电机中心测量定位调整装置,它包含一个固定支座1(四个均匀分布的支腿),固定支座1上有基础法兰盘2,基础法兰盘2表面上间隔90度固定有四个螺帽3(或称固定座),每个螺帽3上横向拧有螺栓顶丝4,在四个螺栓顶丝4对中中间顶接有可调式法兰盘5。
16.采用可调式双法兰盘结构,即能保证水平调整要求,又能达到精确定位中心的要求。采用可调式法兰盘5内口直径400mm,公差保证在
±
0.05mm之内,这样即保证读数计算的准确性,又减轻了操作人员的疲劳程度。
17.对装置需综合考虑以旧定子中心、下止漏环中心和上止漏环中心位置确定机组中心,设计一套独立于这三处位置的中心测量定位辅助调整装置,这样就能将这三处相对偏差减小到最小,完全能满足机组中心定位的需求。
18.本定位装置制作,具体操作的执行步骤:
19.设计加工图纸,两套装置分别为四部分组成,分别是精加工可调式法兰盘5的ф400
×
ф500
×
15mm、基础法兰盘2是ф450
×
ф550
×
15mm、调节螺丝组套四套和固定支座1四根组成。调整螺丝组套由不锈钢m10螺丝做顶丝、m10不锈钢螺母3做锁帽和钻m10螺栓孔的30
×
30
×
15不锈钢方块做固定架组成。
20.加工时保证可调式法兰盘5上、下平面平行度不允许大于0.02mm/m,法兰内圈圆度不大于
±
0.02mm,加工面表面粗糙度达到6级。要求基础法兰盘2上、下平面平行度不允许大于0.02mm/m,加工面光洁度达到6级。装置加工完成后,按设计要求组装。
21.安装和使用方法应用:参见图2,以十字补气架6为基础进行设计,由于十字补气架6位置趋近与机组中心(长站十字补气架安装要求中心位置偏差不大于5mm,安装高程偏差不大于2mm。),且十字补气架6结构强度高、抗震动效果好、不易产生变形、弯曲,是安装本装置的最优位置。同时,为了保证测量精度、避免测量误差,在十字补气架6上、下各设一套可调式定位装置,这样也能保证机组部件全部拆除后的中心位置和高程不变。
22.参见图2,对本调整装置进行安装(上下各安装一套),其中上、下可调式法兰盘5固定方式、方法相同,首先将基础法兰盘2调整到十字补气架6中心位置后,用合相水平仪找平基础法兰盘2上平面x、y方向,水平偏差不大于0.02mm/m。然后调整完毕后焊接固定支座1与十字补气架6连接处(上面固定支座1是座接在十字补气架6上,下面固定支座1是吊接在十字补气架6),焊接过程中要防止焊接变形。最后,将可调式法兰盘5用调节螺丝组套固定在基础法兰盘2上。
23.本调整装置中心位置确定:
24.参见图3,零部件名称如下:十字补气架6,下止漏环7,上止漏环8,顶盖9,尾水平台10,十字补气架平台11,固定导水叶12,定子13,求心器14,测量架15,定子平台16,机坑17,油桶18,蜗壳19。
25.在定子13上安装求心器14,并调平。将求心器钢琴线放下至尾水管,并挂好重锤。
26.按机组中心调整方法将求心器14调整至中心位置。
27.根据钢琴线现有位置,按定子13测点位置测量上止漏环8和下止漏环7相应中心位置数据。
28.根据定子13、上止漏环8和下止漏环7三处数据综合分析,确定机组中心位置数据,根据中心位置数据,调整求心器钢琴线至相对应位置。
29.测量本调整装置上、下可调式法兰盘5(上下两套)与求心器钢琴线距离,调整可调式法兰盘5置于中心位置,背紧螺帽3,做好数据记录和防护。
30.本装置高程确定:在发电机层确定一高程测量基准点,设好光学水准仪(水准仪精度为0.01mm),观察精密水准标尺与基准点高度,并记录数据,将精密水准标尺移到旧定子中心位置,用光学水准仪测出其高度,计算出定子与基准点的高度差,并记录数据。将水准仪移到定子中心位置并校准,将精密水准标尺移到辅助定位调整装置可调式法兰盘上平面上,用水准仪测出可调式法兰盘5、顶盖与定子中心相对距离,并计算出于基准点高程数据,将数据记录。
31.新定子中心、高程调整:
32.要将八组水平高程调整用楔形板布置在定子基础座上,基础座表面应清理干净无高点。
33.将新定子整体吊入机坑,放置在八组楔形板上。
34.测量定子上平面水平情况,通过调整楔形板使定子水平不大于0.05mm/m。
35.安装求心器,并将重锤按要求挂好。测量辅助定位调整装置可调式法兰中心位置,调整求心器钢琴线对应原中心数据,调整误差不大于
±
0.02mm。
36.测量新定子中心与钢琴线中心相对偏差,直至将新定子中心和水平偏差调整到符合安装要求。
37.计算出定子8块基础垫板加工的数据,加工新垫板。
38.加工完成后,将新定子同步顶起,抽出调整楔形板,装入基础垫板并与定子支座把紧,落下新定子,待顶盖返厂加工完成后效验定子中心位置。
39.机组各部中心测定:
40.参见图4,零部件名称如下:十字补气架6,下止漏环7,上止漏环8,顶盖9,尾水平台10,十字补气架平台11,固定导水叶12,定子13,求心器14,测量架15,定子平台16,机坑17,油桶18,蜗壳19。
41.顶盖9返回后,将顶盖9吊入,打紧定位销钉,安装一半顶盖螺栓并打紧。
42.在顶盖9上设置求心器14,并将重锤挂好。调整球心器钢丝绳至辅助定位调整装置中心,调整误差不大于
±
0.02mm。
43.测量顶盖9上止漏环8加工后中心数据,与返厂前中心数据进行对比,效验加工偏差是否满足加工技术要求。
44.根据上止漏环8中心数据,调整下止漏环7中心位置,上、下止漏环8、7同心度允许偏差不大于0.15mm。
45.上、下止漏环8、7测量调整工作完成后,在新定子上按要求设置求心器14并调中,效验与定子中心偏差数据合格。
46.中心测量工作结束后,焊接定子基础板。
47.再次效验定子13焊接后水平和中心偏差,符合规程要求后,拆除求心器14和本调整装置。
48.上面描述,只是本实用新型的具体实施方式,各种举例说明不对本实用新型的实质内容构成限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1