一种用X射线横向检测圆管尺寸的装置的制作方法
一种用x射线横向检测圆管尺寸的装置
技术领域
1.本发明涉及一种检测设备,特别涉及一种用x射线横向检测圆管尺寸的装置。
背景技术:
2.圆管一般是由多种材料经过挤出机加热融化后挤出,由牵引机持续拉伸,经过冷却槽定型,最后由切割机切割成固定长度的管材。挤出机有外模和内模,用于确定圆管的外壁的圆心和内壁的圆心,从挤出机挤出的圆管,由于材料未冷却,壁厚非常容易变化,而且牵引机的牵引速度过快或者过慢,都会导致壁厚的变薄或变厚。更糟糕的是,每天生产圆管的材料和设备的不稳定,导致挤压出来的圆管在外径和壁厚上有偏差。实际生产中,通过测量圆管的外径和壁厚,需频繁调整挤出机的加热温度、挤出机的挤出速度、牵引机的牵引速度。
3.而针对圆管尺寸的测量方式,基本使用游标卡尺、超声波检测、视觉成像检测、激光测量等。
4.游标卡尺只能检测圆管两端的壁厚尺寸和圆管任意位置的外径,但是无法检测圆管中间的壁厚尺寸,同时精度差,人为干扰影响大;超声波检测只能检测圆管的壁厚尺寸,精度高,但是无法检测圆管的外径尺寸,并且其使用环境要求高,容易引发误操作;视觉成像检测和激光检测只能检测圆管的外径尺寸和端面壁厚,精度高,人为干扰影响小,但是使用环境要求高,且无法检测圆管中间的壁厚尺寸。
5.对于生产线的首批圆管壁厚的检测,需要在设备不停机的情况下,工人快速将产线上定型后的圆管锯开,然后使用游标卡尺测量,根据经验调节产线的各种参数,等待一段时间让圆管成型比较稳定后,再次锯开产线上的圆管。这个过程不停地重复,直到圆管的尺寸符合生产要求。但是将圆管锯开会导致截面处的圆管变形,因此这个种方法测量得出的圆管壁厚数据是不可靠的。同时这种测量及调机方法耗时很长,依赖技术工人的经验和责任心,材料浪费严重,容易造成成品批量不合格。
6.同样,在质检管理时,需要质检员锯开抽样管,在锯开的端面用卡尺测量壁厚,测量效率低下,准确度不高,抽样数据比例偏小,数据不可靠。
技术实现要素:
7.为解决现有技术的不足,提供一种用x射线横向检测圆管尺寸的装置。本发明利用x射线能穿透圆管的管壁成像、不损坏圆管的特性,检测圆管的壁厚尺寸,精度高,减少人工的误操作,降低次品率,提高生产效率。
8.为实现上述目的,本发明采用以下技术方案:
9.一种用x射线横向检测圆管的尺寸的装置,包括机座及外壳,在机座两侧的支架上安装有上下排列的两组滚轮,在外壳上开设有用于圆管进出的开孔,x射线发射器安装于机座上且位于两侧支架的中间,与x射线发射器对应的成像板通过活动支架安装在其横向的对侧,其中x射线的照射范围穿过圆管放置于滚轮组的底端面。
10.一种用x射线横向检测圆管的尺寸的装置,在外壳用于圆管进入的开孔处固定有防辐射帘。防辐射帘可以使用常规的铅帘,用于防止x射线发射器的辐射外泄,保护现场检测的安全。比如可以使用左右两片铅帘安装在滚轮外侧,在铅帘与开口对应处可以开设圆形槽,用于圆管的穿设。外壳也可以使用铅质材料用来防止辐射外泄。或者可以在x射线发射及接收组件的外侧加装防辐射罩,或者也可以在外壳的开孔处覆盖铅片加强防辐射。
11.一种用x射线横向检测圆管的尺寸的装置,成像板通过带自锁结构的蜗轮蜗杆与活动支架连接,蜗杆上方固定有手柄,手柄穿出于外壳。成像板上固定有蜗轮,在机座上可活动地固定有蜗杆,比如通过轴承对蜗杆进行固定,同时为防止活动支架旋转,在活动支架侧边设有限位挡块;转动手柄,可以转动蜗杆使活动支架横向移动,从而使成像板相对于x射线发射器远近距离发生变化,以使成像最大,获取最好的成像效果。
12.一种用x射线横向检测圆管的尺寸的装置,每只滚轮为中心凹两端凸起的倒锥形。
13.一种用x射线横向检测圆管的尺寸的装置,上滚轮的主轴与拉簧连接,拉簧另一端安装在机架下侧。滚轮组用于圆管的导向及支撑,当每组滚轮只有一只,就只是利用圆管的重力压迫其下方的滚轮进行定位,可能会造成定位不准确的情况,在下滚轮的上方通过拉簧对圆管进行拉动,将圆管的底端面与下滚轮压紧,可以对圆管实现比较准确的定位,减少计算误差。
14.本发明的技术效果:
15.本发明充分利用x射线的穿透性能,在不破坏圆管的情况下对其进行检测,并且可以连续检测,提高检测效率和检测抽样比例;提高调机效率,减少调机材料损耗;提高壁厚均匀度,使管材成品符合质量标准并节约材料;降低次品率,提高生产效率;全面监控,避免不合格品流入市场。本发明只采集圆管底端的图像,可以适用于较大外径圆管的检测。
附图说明
16.图1
‑
图4为本发明圆管尺寸计算的原理示意图。
17.图5为本发明圆管的x射线成像原理示意图。
18.图6为本发明设备整体外形结构示意图。
19.图7为本发明设备整体结构示意图。
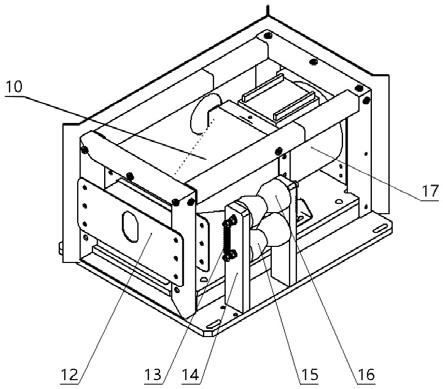
20.图8为本发明设备内部结构示意图。
21.图9
‑
10为本发明采集的圆管x射线成像图片及图像二值化后清晰化的圆管边缘的图片。
22.图11为本发明图片及坐标示意图。
23.图12为本发明电路原理框图。
24.图中标记为:l外壳,3圆管,6支架,7外壳上的用于圆管进出的开孔,8拉簧,9为x射线发射接收装置的保护罩,10为x射线的照射范围,12为x射线发射器,15下滚轮,16上滚轮,17为x射线的成像板。
具体实施方式
25.参照附图,一种用x射线横向检测圆管尺寸的装置,包括机座及外壳1,在机座两侧的支架6上安装有上下排列的两组滚轮15
‑
16,在外壳上开设有用于圆管进出的开孔7,x射
线发射器安装于机座上且位于两侧支架的中间,与x射线发射器对应的成像板17通过活动支架安装在其横向的对侧,其中x射线照射范围穿过圆管放置于滚轮组的底端面。在外壳用于圆管进入的开孔处固定有防辐射帘;外壳也可以使用铅质材料用来防止辐射外泄。成像板通过带自锁结构的蜗轮蜗杆与活动支架连接,蜗杆上方固定有手柄,手柄穿出于外壳。可以转动蜗杆使活动支架横向移动,从而使成像板相对于x射线发射器远近距离发生变化,以使成像最大,获取最好的成像效果。每只滚轮为中心凹两端凸起的倒锥形。上滚轮的主轴与拉簧8连接,拉簧另一端安装在机架下侧,通过拉簧可以将圆管底端面向下滚轮拉紧,对圆管进行定位,以减少计算误差。
26.将圆管穿过滚轮组后,通过横向的x光源照射圆管的底部,可以获取圆管底端的内外径的图像。由于只需要采取圆管底端的尺寸,本发明可以适用于较大的管件。
27.参照附图,图中ad为投影轴线,o为圆管的外圆圆心,o’为圆管内圆的圆心,
28.在实际测试时需要做到以下装配要求:
29.1、x射线源与成像板的距离恒定,h、n/2
‑
1可知;
30.2、挤出模具与检测设备装配后,x射线源与圆管外圆和内圆圆心的距离恒定,h、x、x1和h1可知;
31.计算圆管尺寸的步骤如下:
32.步骤1、计算圆管外圆的外径尺寸r:
[0033][0034][0035][0036]
代入已知条件,且由相机的成像面积l
a
×
l
b
,对应m
×
n,可得,
[0037][0038]
因此,
[0039][0040]
步骤2、计算圆管内圆的外径尺寸r、横向偏心距离x1和纵向距离h1的关系,推倒圆管的壁厚尺寸。代入已知条件,且由相机的成像面积la
×
lb,对应m
×
n,可得,
[0041][0042][0043]
[0044]
代入已知条件,且由相机的成像面积l
a
×
l
b
(对应m
×
n)可得,
[0045][0046]
因此,
[0047][0048]
由此可求得,圆管的左侧壁厚t1,即线段pt1pt2和右侧壁厚t2,即线段pt3pt4,
[0049][0050][0051][0052]
因此,
[0053][0054]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1