一种基于CCD的微小塑件成型尺寸检测装置的制作方法
一种基于ccd的微小塑件成型尺寸检测装置
技术领域
1.本实用新型涉及尺寸检测相关领域,具体是一种基于ccd的微小塑件成型尺寸检测装置。
背景技术:
2.当今世界,科技发展日新月异,功能越来越强大、外形越来越精致的科技产品不断推陈出新,给人们的工作和生活带来了创新体验和变革,在这些高品质的科技产品背后,是对加工、组装和检测要求越来越精密的生产工艺,这些都对自动化机器的眼睛——ccd机器视觉系统提出了越来越高的需求,ccd机器视觉系统在工业中的应用将会越来越普及。
3.检测装置在对蓝牙配件检测时,蓝牙配件体形较小,检测装置的检测区域常外露,较为容易受到外部环境的影响,且检测装置上的检测区域常为单一的检测单元,降低对配件的检查速率;一些注塑的蓝牙配件其表面容易有凸起,不利于对配件凸起的清理。
技术实现要素:
4.因此,为了解决上述不足,本实用新型在此提供一种基于ccd的微小塑件成型尺寸检测装置。
5.本实用新型是这样实现的,构造一种基于ccd的微小塑件成型尺寸检测装置,该装置包括主体、支撑板、电源线、控制器、观察窗、调节组件、清理组件、电动推杆和ccd镜头,所述主体底部与支撑板固定连接,所述主体背端设有电源线,所述主体右侧面与控制器相连接,所述主体前端设有观察窗,所述主体内上端与电动推杆螺栓连接,所述电动推杆下端与ccd镜头固定连接,所述电源线、电动推杆和ccd镜头均与控制器电连接,所述调节组件与主体内底部相连接,所述清理组件与主体左侧面螺栓连接,所述调节组件包括滑槽、电机、扇形齿轮、放置箱、齿条、夹持组件、螺杆、承接板和接收槽,所述滑槽设于主体内底部,所述电机底座与滑槽内右端螺栓连接,所述电机输出轴与扇形齿轮圆心处固定连接,所述放置箱与主体内底部滑动连接,所述放置箱底部与齿条固定连接,所述夹持组件与放置箱内左端相连接,所述螺杆与放置箱内中端转动连接,所述螺杆与承接板下端内侧面螺纹连接,所述接收槽设于放置箱前端,所述电机与控制器电连接。
6.优选的,所述夹持组件包括蜗轮蜗杆、丝杆、齿轮和夹持板,所述蜗轮蜗杆与放置箱内左端转动连接,所述蜗轮蜗杆上端的蜗轮与丝杆右端固定连接,所述丝杆与齿轮侧面齿纹相啮合,所述齿轮与夹持板右端固定连接。
7.优选的,所述清理组件包括受力框、传输电机、打磨盘、鼓风机、过滤箱、传输管和接收箱,所述受力框与主体左侧面螺栓连接,所述受力框内左端与传输电机底座固定连接,所述传输电机输出轴与打磨盘圆心处固定连接,所述鼓风机与受力框内下端固定连接,所述鼓风机左端出风管与过滤箱相连接,所述鼓风机右端的进风管与传输管左端固定连接,所述传输管左上端与接收箱下端固定连接,所述鼓风机与控制器电连接。
8.优选的,所述螺杆左右两端至少设有两组螺纹,且螺纹两端呈反向。
9.优选的,所述承接板上端呈凸形结构,承接板上端位于接收槽的正上方。
10.优选的,所述受力框呈l形结构,并且受力框左下端的过滤箱贯穿受力框左侧面。
11.优选的,所述丝杆上下两端设有两组齿轮和夹持板。
12.优选的,所述传输管右端的开口延伸至接收槽的右下方。
13.优选的,所述丝杆材质为38crmoal。
14.优选的,所述齿条材质为铝合金。
15.本实用新型具有如下优点:本实用新型通过改进在此提供一种基于ccd的微小塑件成型尺寸检测装置,与同类型设备相比,具有如下改进:
16.本实用新型所述一种基于ccd的微小塑件成型尺寸检测装置,通过设置了调节组件在主体内底部,螺杆可调节两端承接板之间的间距,便于放置多种不同大小直径的配件,提高检测速率,左右两端多个承接板并可同时为配件提供多个放置空间,两端的承接板相分离,承接板上的配件并可向下掉落至接收槽上,即可快速对多个配件的收集,且放置箱在主体内部检测,提高检测空间整体的密闭性。
17.本实用新型所述一种基于ccd的微小塑件成型尺寸检测装置,通过设置了夹持组件在放置箱左端,夹持板对配件夹持,放置箱带动夹持板和配件移动,并可调节配件在ccd镜头内的拍摄范围,并以此来调节对配件的其中一个区域的拍摄。
18.本实用新型所述一种基于ccd的微小塑件成型尺寸检测装置,通过设置了清理组件在主体左侧面,打磨盘并可对配件表面打磨加工,提高配件表面的整齐度,在加工的同时并可启动鼓风机通过传输管抽取接收箱上方的空气,并可使配件打磨产生的粉尘被吸入过滤箱内部中隔离,避免粉尘乱飞。
附图说明
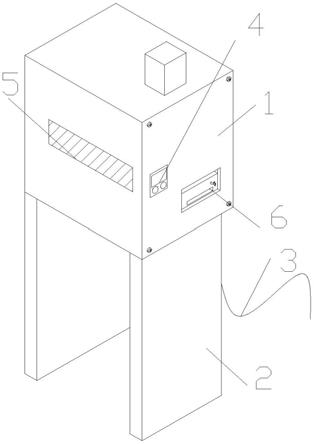
19.图1是本实用新型结构示意图;
20.图2是本实用新型的主体内部结构示意图;
21.图3是本实用新型的放置箱内部结构示意图;
22.图4是本实用新型的接收槽结构示意图;
23.图5是本实用新型的夹持组件结构示意图。
24.其中:主体-1、支撑板-2、电源线-3、控制器-4、观察窗-5、调节组件-6、清理组件-7、电动推杆-8、ccd镜头-9、滑槽-61、电机-62、扇形齿轮-63、放置箱-64、齿条-65、夹持组件-66、螺杆-67、承接板-68、接收槽-69、蜗轮蜗杆-661、丝杆-662、齿轮-663、夹持板-664、受力框-71、传输电机-72、打磨盘-73、鼓风机-74、过滤箱-75、传输管-76、接收箱-77。
具体实施方式
25.下面将结合附图1-5对本实用新型进行详细说明,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.请参阅图1和图2,本实用新型的一种基于ccd的微小塑件成型尺寸检测装置,包括主体1、支撑板2、电源线3、控制器4、观察窗5、调节组件6、清理组件7、电动推杆8和ccd镜头
9,主体1底部与支撑板2固定连接,主体1背端设有电源线3,主体1右侧面与控制器4相连接,主体1前端设有观察窗5,主体1内上端与电动推杆8螺栓连接,电动推杆8下端与ccd镜头9固定连接,电源线3、电动推杆8和ccd镜头9均与控制器4电连接,调节组件6与主体1内底部相连接,清理组件7与主体1左侧面螺栓连接。
27.请参阅图3和图4,本实用新型的一种基于ccd的微小塑件成型尺寸检测装置,调节组件6包括滑槽61、电机62、扇形齿轮63、放置箱64、齿条65、夹持组件66、螺杆67、承接板68和接收槽69,滑槽61设于主体1内底部,电机62底座与滑槽61内右端螺栓连接,可提供滑动限位空间,电机62输出轴与扇形齿轮63圆心处固定连接,可提供动力源,放置箱64与主体1内底部滑动连接,放置箱64底部与齿条65固定连接,便于通过齿条65被带动移动,即可便于对检测的蓝牙配件进行替换,夹持组件66与放置箱64内左端相连接,螺杆67与放置箱64内中端转动连接,螺杆67与承接板68下端内侧面螺纹连接,可带动两端的承接板68移动,便于根据配件的大小调节其放置空间,接收槽69设于放置箱64前端,电机62与控制器4电连接,螺杆67左右两端至少设有两组螺纹,且螺纹两端呈反向,可调节两端的承接板68移动,使其两端之间的间距更加适合放置空间,承接板68上端呈凸形结构,承接板68上端位于接收槽69的正上方。
28.请参阅图5,本实用新型的一种基于ccd的微小塑件成型尺寸检测装置,夹持组件66包括蜗轮蜗杆661、丝杆662、齿轮663和夹持板664,蜗轮蜗杆661与放置箱64内左端转动连接,可便于对丝杆662的带动,蜗轮蜗杆661上端的蜗轮与丝杆662右端固定连接,丝杆662与齿轮663侧面齿纹相啮合,齿轮663与夹持板664右端固定连接,可带动两端的夹持板664转动,并可对配件进行夹持固定,即可便于对配件的检测,丝杆662上下两端设有两组齿轮663和夹持板664。
29.请参阅图2,本实用新型的一种基于ccd的微小塑件成型尺寸检测装置,清理组件7包括受力框71、传输电机72、打磨盘73、鼓风机74、过滤箱75、传输管76和接收箱77,受力框71与主体1左侧面螺栓连接,受力框71内左端与传输电机72底座固定连接,可提供动力源,传输电机72输出轴与打磨盘73圆心处固定连接,便于带动打磨盘73转动,并可对配件的侧面进行打磨,即可提高配件表面的整齐度,鼓风机74与受力框71内下端固定连接,可抽取外部的空气并可使配件加工产生粉尘被吸收进过滤箱75内部中,鼓风机74左端出风管与过滤箱75相连接,鼓风机74右端的进风管与传输管76左端固定连接,传输管76左上端与接收箱77下端固定连接,可抽取接收箱77内的空气进入内部中,并带动上端的空气,鼓风机74与控制器4电连接,受力框71呈l形结构,并且受力框71左下端的过滤箱75贯穿受力框71左侧面,传输管76右端的开口延伸至接收槽69的右下方。
30.本实用新型通过改进提供一种基于ccd的微小塑件成型尺寸检测装置,其工作原理如下;
31.第一,使用本设备时,首先将本装置放置在工作区域中,然后将设备与外部电源相连接,既可为本设备工作提供所需的电能;
32.第二,在对蓝牙配件检测时,控制电机62带动扇形齿轮63转动,扇形齿轮63并可通过齿条65带动放置箱64向右端移动,即可使放置箱64向右端移动出主体1右侧面,并可施加动力给螺杆67,使螺杆67带动两端的承接板68移动,并可调节两端承接板68之间的间距,便于放置多种不同大小直径的配件,提高检测速率,左右两端多个承接板68并可同时为配件
提供多个放置空间,然后将待检测的配件放置在两端的承接板68之间,并控制电机62反转,即可使放置箱64向左端移动进入主体1内部中,并可启动ccd镜头9对下方放置箱64上的配件进行拍摄检测,并进行高速影像比对,对影像比对正常的做检测值记录,在对记录比对部份,外部连接的主机会将数据比对值记录,且ccd镜头9可通过电动推杆8来调节其高度;
33.第三,在最左端的配件检测完成后,可控制电机62带动扇形齿轮63转动,扇形齿轮63通过齿条65带动放置箱64间接向右端移动,并可使放置箱64左端上承接板68上的配件移动至ccd镜头9下方,即可快速对检测配件的更换,待检测完成后,控制放置箱64移动至主体1右侧面端后,反向转动螺杆67,即可使承接板68相分离,承接板68上的配件并可向下掉落至接收槽69上,即可快速对多个配件的收集;
34.第四,在需对配件的其中一个区域检测时,可将配件放置在上下两端的夹持板664上,然后施加动力给蜗轮蜗杆661,蜗轮蜗杆661通过丝杆662带动齿轮663转动,齿轮663并可带动上下两端的夹持板664转动对配件夹持,并可控制放置箱64移动,使放置箱64带动夹持板664和配件移动,并可调节配件在ccd镜头9内的拍摄范围,并以此来调节对配件的其中一个区域的拍摄;
35.第五,注塑的蓝牙配件其中表面具有一定的凸起时,可启动受力框71内的传输电机72带动打磨盘73转动,然后将配件的凸起部分与打磨盘73相接触,打磨盘73并可对配件表面打磨加工,提高配件表面的整齐度,在加工的同时并可启动鼓风机74通过传输管76抽取接收箱77上方的空气,并可使配件打磨产生的粉尘被吸入过滤箱75内部中隔离,避免粉尘乱飞。
36.本实用新型通过改进提供一种基于ccd的微小塑件成型尺寸检测装置,通过设置了调节组件6在主体1内底部,螺杆67可调节两端承接板68之间的间距,便于放置多种不同大小直径的配件,提高检测速率,左右两端多个承接板68并可同时为配件提供多个放置空间,两端的承接板68相分离,承接板68上的配件并可向下掉落至接收槽69上,即可快速对多个配件的收集,且放置箱64在主体1内部检测,提高检测空间整体的密闭性;通过设置了夹持组件66在放置箱64左端,夹持板664对配件夹持,放置箱64带动夹持板664和配件移动,并可调节配件在ccd镜头9内的拍摄范围,并以此来调节对配件的其中一个区域的拍摄;通过设置了清理组件7在主体1左侧面,打磨盘73并可对配件表面打磨加工,提高配件表面的整齐度,在加工的同时并可启动鼓风机74通过传输管76抽取接收箱77上方的空气,并可使配件打磨产生的粉尘被吸入过滤箱75内部中隔离,避免粉尘乱飞。
37.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,并且本实用新型使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
38.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1