一种辅助充磁工装的制作方法
1.本实用新型涉及充磁装置技术领域,尤其涉及一种辅助充磁工装。
背景技术:
2.在对超小型零件(零件直径小于8mm)进行磁粉检测时,通常采用普通的充磁方式:直接通电法,即将零件夹于磁粉探伤机的两接触板之间,使电流从零件上通过形成周向磁场,用于检测与电流方向平行的缺陷,但针对实际检测现场中出现的此类超小型零件,由于探伤机接触板之间的夹持力较大,而零件接触面过小与探伤机接触板面积的差值往往是几倍甚至数十倍,极易造成零件被压伤,且夹持时未将零件端面完全贴合接触板,易造成零件端面的局部过热导致零件烧伤,同时受限于部分超小型零件的长度与人体手指的宽度相差不大,检测人员操作极为不便,存在手指被压伤的风险。
技术实现要素:
3.本实用新型所解决的技术问题在于提供一种辅助充磁工装,以解决上述背景技术中的问题。
4.本实用新型所解决的技术问题采用以下技术方案来实现:
5.一种辅助充磁工装,包括用于接通通电导体的充磁体,其中,所述充磁体上表面设置有多个用于放置待测零件的凹槽,所述凹槽平行于充磁体长度方向,且待测零件的中心轴线位于凹槽的槽口内,所述凹槽槽口的开口方向垂直于充磁体下表面,通电导体的电流从充磁体上通过形成周向磁场,以检测待测零件外表面的缺陷。
6.在本实用新型中,所述充磁体为长方体型块,由纯铜材质制成。
7.在本实用新型中,所述凹槽的槽口为波浪型槽口,同时所述波浪型槽口的上底开口尺寸大于下底尺寸。
8.在本实用新型中,所述凹槽的槽口为梯形槽口。
9.在本实用新型中,所述槽口的开口尺寸可根据待测零件横截面的大小做一定的调整,但由于充磁工装作为通电导体产生周向磁场的大小可能产生变化,故根据实际需求应尽量使待测零件的中心轴线位于槽口内,且需要使用高斯计测量待测零件外表面的实际磁场大小,再对零件的充磁参数做相应的调整。。
10.有益效果:本实用新型中由通电导体产生周向磁场向位于充磁体的待测零件进行充磁,可有效实现对超小型零件的周向磁化,同时由于零件可以多个组合排列且均匀分布在导体近表面,故能一次性磁化多个零件,从而提高磁化效率和检测速度。
附图说明
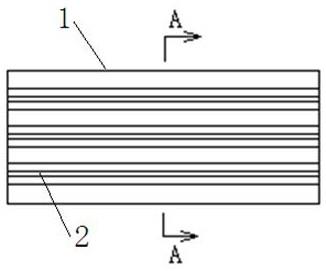
11.图1为本实用新型的较佳实施例的结构示意图。
12.图2为图1中a-a向剖视图。
具体实施方式
13.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
14.参见图1~2的一种辅助充磁工装,包括用于接通通电导体的充磁体1、凹槽2及波浪型槽口3,其中,所述充磁体1 上表面设置有平行于长度方向的凹槽2,且所述凹槽2的槽口为波浪型槽口3,所述波浪型槽口3的开口方向垂直于充磁体1下表面,同时所述波浪型槽口3的上底开口尺寸大于下底尺寸,待测零件置于波浪型槽口3内,通电导体的电流从充磁体1上通过形成周向磁场,以检测待测零件外表面的缺陷。
15.在本实施例中,所述充磁体1为长方体型块,由纯铜材质制成。
16.在本实施例中,所述充磁体1上表面设置有多个凹槽2,故一次可检测多件零件。
17.在本实施例中,所述凹槽2的槽口为梯形槽口。
18.在本实施例中,所述波浪型槽口3的开口尺寸可根据待测零件横截面的大小做一定的调整,但由于充磁工装作为通电导体产生周向磁场的大小可能产生变化,故根据实际需求应尽量使待测零件的中心轴线位于波浪型槽口3内,且需要使用高斯计测量待测零件外表面的实际磁场大小,再对零件的充磁参数做相应的调整。
技术特征:
1.一种辅助充磁工装,包括用于接通通电导体的充磁体,其特征在于,所述充磁体上表面设置有多个用于放置待测零件的凹槽,所述凹槽平行于充磁体长度方向,且待测零件的中心轴线位于凹槽的槽口内,所述凹槽槽口的开口方向垂直于充磁体下表面。2.根据权利要求1所述的一种辅助充磁工装,其特征在于,所述充磁体为长方体型块。3.根据权利要求2所述的一种辅助充磁工装,其特征在于,所述充磁体由纯铜材质制成。4.根据权利要求1所述的一种辅助充磁工装,其特征在于,所述凹槽的槽口为波浪型槽口。5.根据权利要求4所述的一种辅助充磁工装,其特征在于,所述波浪型槽口的上底开口尺寸大于下底尺寸。6.根据权利要求1所述的一种辅助充磁工装,其特征在于,所述凹槽的槽口为梯形槽口。
技术总结
一种辅助充磁工装,包括用于接通通电导体的充磁体,其中,所述充磁体上表面设置有多个用于放置待测零件的凹槽,所述凹槽平行于充磁体长度方向,且待测零件的中心轴线位于凹槽的槽口内,所述凹槽槽口的开口方向垂直于充磁体下表面,通电导体的电流从充磁体上通过形成周向磁场,有效实现对超小型零件的周向磁化,同时由于零件可以多个组合排列且均匀分布在导体近表面,故能一次性磁化多个零件,从而提高磁化效率和检测速度。磁化效率和检测速度。磁化效率和检测速度。
技术研发人员:章俊燕 殷芳 殷晓芳 徐云林 龚洪涛 刘刚
受保护的技术使用者:江西洪都航空工业集团有限责任公司
技术研发日:2021.10.22
技术公布日:2022/4/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1