用于PCB微钻合金切割端平度检测的夹具的制作方法
用于pcb微钻合金切割端平度检测的夹具
技术领域
1.本实用新型涉及一种夹具,尤其涉及一种用于pcb微钻合金切割端平度检测的夹具。
背景技术:
2.企业加工的pcb微钻由不锈钢柄和碳化钨硬质合金焊接而成,碳化钨硬质合金长棒料经切断设备加工制备成符合长度要求的小支合金,在加工过程中将长棒料整齐排布在切割板中,切割板上面盖上压条固定棒料,再用砂轮切割机切成不同规格的小段合金。由于棒料直径小、切割长度短,无法固定到显微镜下检测端平度,进而端平度不良品流转到焊接工序对焊接强度造成极大影响。
技术实现要素:
3.为了克服上述缺陷,本实用新型提供了一种用于pcb微钻合金切割端平度检测的夹具,能够实现切割端平度的可测量,利于及时发现问题调整切割机床,也能避免有问题物料流转到下一工序造成批量报废,为企业降低成本。
4.本实用新型为了解决其技术问题所采用的技术方案是:
5.一种用于pcb微钻合金切割端平度检测的夹具,包括:
6.底座,用于将所述夹具固定在检测平台上,并具有至少一个竖直侧面,所述竖直侧面上设有用于固定待检测产品的定位槽;
7.定位杆,固定在所述底座上,并间隔位于所述定位槽的正上方,且所述定位杆的中心线与所述定位槽的中心线在同一竖直线上;
8.旋转压轮装置,具有水平设置在所述底座的竖直侧面上的横向杆、固定在所述横向杆的一端与所述底座的竖直侧面之间的弹性件及安装在所述横向杆的另一端上的压轮,所述压轮的中心轴线竖向设置且其周向面对应设置在所述定位槽外,所述横向杆的中部活动固定在所述竖直侧面上使其两端形成杠杆结构。
9.作为本实用新型的进一步改进,所述底座上突出所述竖直侧面形成有定位块,所述定位块上设有定位孔,所述定位杆的下端穿过所述定位孔后固定。
10.作为本实用新型的进一步改进,所述底座的竖直侧面上位于所述定位块与定位槽之间形成避空槽。
11.作为本实用新型的进一步改进,所述底座的竖直侧面上设有方形槽,所述定位槽为沿竖直方向设置的v型槽,并设置在一方形块体上,所述方形块槽体固定置于所述底座的方形槽内。
12.作为本实用新型的进一步改进,所述定位孔的轴线与所述v型槽的中心在同一竖直线上。
13.作为本实用新型的进一步改进,所述方形块体为钨钢材质制成。
14.作为本实用新型的进一步改进,所述底座为长方体结构件。
15.作为本实用新型的进一步改进,所述弹性件为一压簧。
16.作为本实用新型的进一步改进,所述横向杆的中部两侧设有一对固定杆,一对固定杆的内端固定于所述底座的竖直侧面上,所述横向杆的中部活动设于一对固定杆之间。
17.本实用新型的有益效果是:本实用新型中的pcb微钻合金切割端平度检测的夹具装置结构简单,加工成本低。通过旋转压轮带动微小合金的转动,方便测量合金端面的端平度,解决了因合金过小无法手持和操作带来的参数检测问题,能及时发现机床异常问题以及减少不良物料的流转,因端平度不良造成的报废率降至0%。
附图说明
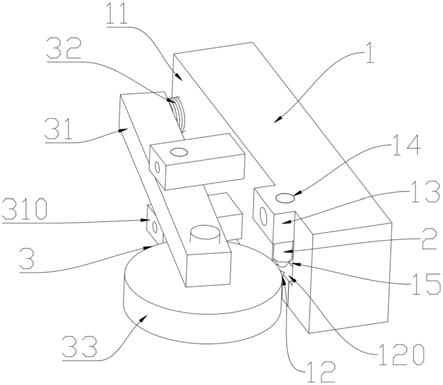
18.图1为本实用新型结构示意图;
19.图2为本实用新型所述底座部分结构示意图。
20.结合附图,作以下说明:
21.1——底座;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11——竖直侧面;
22.12——定位槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
120——方形块体;
23.13——定位块;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14——定位孔;
24.15——避空槽;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——定位杆;
25.3——旋转压轮装置;
ꢀꢀꢀꢀꢀ
31——横向杆;
26.310——固定杆;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
32——弹性件;
27.33——压轮。
具体实施方式
28.以下结合附图,对本实用新型的一个较佳实施例作详细说明。
29.参阅图1,为本实用新型所述的一种用于pcb微钻合金切割端平度检测的夹具,主要包括底座1、定位杆2和旋转压轮装置3,以下分别详细说明。
30.底座1,参阅图2,用于将所述夹具固定在检测平台上,并具有至少一个竖直侧面11,本实施例的底座为立方体结构,竖直侧面11上设有用于固定待检测产品的定位槽12。
31.定位杆2,参阅图1,固定在底座1上,并间隔位于定位槽12的正上方,且定位杆2的中心线与定位槽12的中心线在同一竖直线上。
32.旋转压轮装置3,参阅图1,具有水平设置在底座1的竖直侧面11上的横向杆31、固定在横向杆31的一端与底座的竖直侧面11之间的弹性件32及安装在横向杆31的另一端上的压轮33,压轮的中心轴线竖向设置且其周向面对应设置在定位槽12外,横向杆31的中部活动固定在竖直侧面11上使其两端形成杠杆结构。其中,弹性件可为压簧或其他弹簧结构。
33.为了便于加工和使用时的安装,将底座1设置为长方体结构,并在底座1的竖直侧面11上对应设置定位槽12的位置预先设置方形槽,然后设置一与方形槽外形和大小匹配的方形块体120内嵌在方形槽内,定位槽12开在方形块体120上,这样定位槽12及其所在的方形块体便可根据需要进行更换,即可以根据待加工产品的不同更换不同型号的定位槽12,也可以在定位槽12长期使用磨损后进行快速更换。如在测量pcb微钻的小支合金的端面平度时,可将定位槽12设置为v型槽,便于固定,v型槽及所在的方形块体可采用钨钢材质制成,具有更好的耐磨性能。
34.为了便于定位杆的固定,底座1上突出竖直侧面11形成有定位块13,定位块13上设有定位孔14,并确保定位孔14的轴线与v型槽(即定位槽)的中心在同一竖直线上,定位杆2的下端穿过定位孔14后固定。同时,在底座1的竖直侧面11上位于定位块13与定位槽12之间形成避空槽15,便于取放产品时有足够的空间。
35.为了便于横向杆的安装,横向杆的中部两侧设有一对固定杆310,一对固定杆的内端固定于底座的竖直侧面11上,横向杆的中部活动设于一对固定杆310之间,从而形成支点结构。
36.本实用新型所述用于pcb微钻合金切割端平度检测的夹具的使用过程如下:
37.首先,将夹具通过底座1固定在待检测平台上。
38.然后,手动推动压轮向往移动,露出v型槽(定位槽);
39.其次,将待检测的样品比如小段合金放入v型槽内,且小段合金的上端靠住定位杆,下端突出v型槽底部。
40.再其次,松开压轮,压轮由于弹性件(压簧)的弹力作用回弹到紧贴v型槽外侧,将小段合金压紧固定在v型槽内。
41.最后,转动压轮,小段合金同步进行转动,从而可以检测小段合金下端平面的平度。
42.由此可见,本实用新型中的pcb微钻合金切割端平度检测的夹具装置结构简单,加工成本低。通过旋转压轮带动微小合金的转动,方便测量合金端面的端平度,解决了因合金过小无法手持和操作带来的参数检测问题,能及时发现机床异常问题以及减少不良物料的流转,因端平度不良造成的报废率降至0%。
43.在以上的描述中阐述了很多具体细节以便于充分理解本发明。但是以上描述仅是本发明的较佳实施例而已,本发明能够以很多不同于在此描述的其它方式来实施,因此本发明不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1