一种连铸保护渣熔化温度试验的试样高效制备装置的制作方法
1.本实用新型涉及试验样品制作技术领域,更具体地说,它涉及一种连铸保护渣熔化温度试验的试样高效制备装置。
背景技术:
2.保护渣是连铸生产中重要的辅助材料,保护渣可以起到隔绝水和空气、绝热保温、吸收杂质和润滑的作用,由此可见保护渣在连铸技术中的重要性,而连铸保护渣熔化温度试验是耐火材料性能检测中的一个常见项目,依据yb/t186-2014的规定,采用熔化温度测试装置,将手工制作的直径3毫米,高3毫米的连铸保护渣放入炉内,铵设定的升温速率加热到试样熔化,记录试样高度变化及对应的过程温度,以此来判断保护渣是否能够达到标准,能否实现连铸的技术要求,现有的试样装置只能单个样品制作,需要将研磨成200目以下的粉末再进行制作成型,从研磨、掏打、挤压到成型,整个制作流程速度慢,效率低,而且试验需要六个样品模型,六个都是单独掏打成型的,每次掏打的力度不可能相等,力度的差异对样品的物理性能会存在影响,对样品的熔化温度试验的精度有较大影响,同一批的样品出来的结果差异较大,由此提出一种高效的制作试验样品的装置。
技术实现要素:
3.针对现有技术存在的不足,本实用新型的目的在于提供一种连铸保护渣温度熔化试验的试样高效制备装置,用于解决试验样品制作效率慢,且制作出的试验样品因力度不一导致的样品物理性能存在较大差异,对试验数据影响较大,试验结果准确度较差等问题。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种连铸保护渣熔化温度试验的试样高效制备装置,包括保护渣模具和挤压支架,所述保护渣模具由底板、模板和加料板组成,所述模板和加料板的形状和尺寸均相同,所述底板的长度和模板的长度相同,所述底板的宽度与模板的最大宽度相同,所述模板位于底板上方,所述加料板位于模板上方,所述模板的右端设有多个压模孔,所述加料板的右端设有多个加料孔,压模孔和加料孔形成成模孔,所述挤压支架是一个u型支架,所述挤压支架的底端侧面与模板的左端通过连接杆铰接,所述挤压支架的顶端侧面设有多个与成模孔配合的压模柱。挤压支架和保护渣模具通过连接杆铰接,使挤压支架可左右活动,从而可带动压模柱对成模孔进行挤压,对其中的样品粉末进行挤压成型。
6.在其中一个实施例中,所述保护渣模具中部设有一个竖直贯穿底板、模板和加料板的螺栓通孔,所述保护渣模具还包括锁紧模块,锁紧模块包括锁紧螺栓和锁紧螺母,所述锁紧螺栓头部朝下穿过螺栓通孔,所述锁紧螺母与锁紧螺栓底部螺纹连接。底板、模板和加料板可围绕锁紧螺栓进行旋转活动,且锁紧螺栓和锁紧螺母螺纹连接,可将底板、模板和加料板固定。
7.在其中一个实施例中,所述模板和加料板的右端均设有限位缺口,所述限位缺口内设有限位杆,所述限位杆的底部固定连接底板。在限位缺口触碰到限位杆时,模板的压模
孔和加料板的加料孔既处于同一位置。
8.在其中一个实施例中,锁紧模块还包括固定螺丝,所述螺栓通孔的底部设有多个螺纹孔,所述锁紧螺栓头部设有多个固定通孔,所述固定螺丝穿过锁紧螺栓头部的固定通孔与螺纹孔连接。固定螺丝将锁紧螺栓与底板固定连接。
9.在其中一个实施例中,所述压模柱的一端与圆柱型连接部固定连接,所述圆柱型连接部通过圆柱型凹槽镶嵌于挤压支架。可根据不同规格大小的成模孔更换压模柱,只需将圆柱型连接部取出,换上设有相对应大小压模柱的圆柱型连接部即可。
10.在其中一个实施例中,所述加料孔包括上部的漏斗形圆孔和下部的圆柱型圆孔,所述压模孔是一个圆柱型通孔,所述漏斗形圆孔的最小直径等于圆柱型圆孔的直径,所述压模孔直径与圆柱型圆孔的直径相同。
11.在其中一个实施例中,所述锁紧螺母是一种蝶形螺母。蝶形螺母的两侧设有圆翼方便人工进行拧紧或者拧松。
12.综上所述,本实用新型具有以下有益效果:
13.其一,本实用新型可以一次性制作六个样品模型,能满足一次保护渣熔化温度试验的要求,且同一批制作成型的样品密度和承压强度相对一致,试验数据的波动较小,有利于提高试验精度。
14.其二,本实用新型的使用,六个样品可以一次性成型,有效提高了工作的效率,且无需一个个制备,在一定程度上减轻了试验人员的工作强度。
附图说明
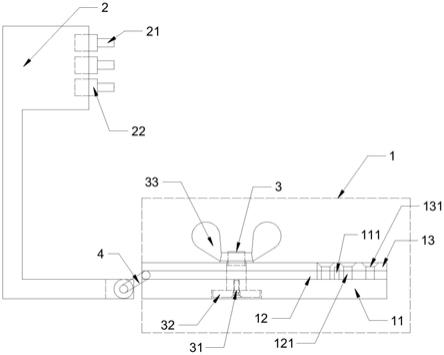
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的俯视图;
17.图3是本实用新型的侧视图;
18.图4是本实用新型的锁紧模块结构示意图。
19.图中:1-保护渣模具,11-底板,111-限位杆,12-模板,121-压模孔,13-加料板,131-加料孔,2-挤压支架,21-压模柱,22-圆柱型连接部,3-锁紧模块,31-固定螺丝,32-锁紧螺栓,33-锁紧螺母,4-连接杆。
具体实施方式
20.下面结合附图和实施例,对本实用新型进行详细描述。
21.值得注意的是,本文所涉及的“上”“下”等方位词均相对于附图视角而定,仅仅只是为了便于描述,不能够理解为对技术方案的限制。
22.如图1-4所示,一种连铸保护渣熔化温度试验的试样高效制备装置,包括保护渣模具1和挤压支架2,所述保护渣模具1由底板11、模板12和加料板13组成,所述模板12和加料板13的形状和尺寸均相同,所述底板11的长度和模板12的长度相同,所述底板11的宽度与模板12的最大宽度相同,所述模板12位于底板11上方,所述加料板13位于模板12上方,所述模板12的右端设有多个压模孔121,所述加料板13的右端设有多个加料孔131,压模孔121和加料孔131形成成模孔,所述挤压支架2是一个u型支架,所述挤压支架2的底端侧面与模板12的左端通过连接杆4铰接,所述挤压支架2的顶端侧面设有多个与成模孔配合的压模柱
21。
23.所述保护渣模具1中部设有一个竖直贯穿底板11、模板12和加料板13的螺栓通孔,所述保护渣模具1还包括锁紧模块3,锁紧模块3包括锁紧螺栓32和锁紧螺母33,所述锁紧螺栓32头部朝下穿过螺栓通孔,所述锁紧螺母33与锁紧螺栓32底部螺纹连接。
24.所述模板12和加料板13的右端均设有限位缺口,所述限位缺口内设有限位杆111,所述限位杆111的底部固定连接底板11。
25.锁紧模块3还包括固定螺丝31,所述螺栓通孔的底部设有多个螺纹孔,所述锁紧螺栓32头部设有多个固定通孔,所述固定螺丝31穿过锁紧螺栓32头部的固定通孔与螺纹孔连接。
26.所述压模柱21的一端与圆柱型连接部22固定连接,所述圆柱型连接部22通过圆柱型凹槽镶嵌于挤压支架2。
27.所述加料孔131包括上部的漏斗形圆孔和下部的圆柱型圆孔,所述压模孔121是一个圆柱型通孔,所述漏斗形圆孔的最小直径等于圆柱型圆孔的直径,所述压模孔121直径与圆柱型圆孔的直径相同。
28.所述锁紧螺母33是一种蝶形螺母。
29.本实用新型的使用方法;
30.首先调整模板12和加料板13的位置,使模板12和定位板的限位缺口接触到底板11的限位杆111,此时压模孔121和加料孔131的圆心重合,将锁紧模块3的锁紧螺母33拧紧固定好,将试验样品的粉末依次倒入多个加料孔131中,粉末会沿漏斗形的加料孔131进入压模孔121中,将挤压支架2放下,使压模柱21对准成模孔,对挤压支架2外力施压,成模孔内的样品粉末会受到挤压成型,将挤压支架2抬起,拧松锁紧螺母33使保护渣模具1的加料板13及模板12可移动,将加料板13移开,将模板12右端移到下方无无障碍物的位置,因为挤压支架2是与模板12铰接,所以挤压支架2会随着模板12移动,挤压支架2缓慢放下,对准压模孔121轻轻施压,即可将压模孔121内已成型的试验样品压出。
31.本实用新型提到的多个压模柱21的数量至少为六个或六个及以上,本实用新型提到的多个压模孔121的数量至少为六个或六个及以上,本实用新型提到的多个加料孔131的数量至少为六个或六个及以上,本实用新型提到的多个固定通孔的数量至少为两个或两个及以上,本实用新型提到的多个螺纹孔的数量至少为两个或两个及以上。
32.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1