一种涡旋内径专用检具的制作方法
:
1.本实用新型属于涡旋式空调压缩机静涡旋盘检测技术领域,更具体地涉及一种涡旋内径专用检具。
背景技术:
2.涡旋式空调压缩机是压缩机的重要的结构,包括动涡旋盘和静涡旋盘组成,由于静涡旋盘内孔为非对称式,测量其直径时,导致现有手持式通用标准量具无法使用,只能借助三坐标进行测量而获取加工数据,因cmm产能有限,检测频率较低,不能满足客户高频率的过程检测要求。
技术实现要素:
3.为解决上述问题,克服现有技术的不足,本实用新型提供了一种涡旋内径专用检具;
4.解决的第一个技术问题是:由于该结构内孔为非对称式,测量其直径时,导致现有手持式通用标准量具无法使用,只能借助三坐标进行测量而获取加工数据,检测频率较低,不能满足客户高频率的过程检测要求。
5.本实用新型解决上述技术问题的具体技术方案为:所述的涡旋内径专用检具,包括量具体,其特征在于:所述量具体的外周按照环形矩阵依次设置有两个定位翼板和一个测量翼板,两个所述定位翼板的下端面设置有用于定位工件涡旋两个内孔内壁的定位销,
6.所述量具体内嵌设有数显指示表,所述数显指示表的测头接触性连接设置有测量杆,所述测量杆延伸至测量翼板,并通过滑动连接穿设测量翼板,所述测量杆的另一端设置测头,
7.所述测头设置成l型,测头的一端的两侧分别与测量杆和复位弹簧配合,测头的另一端延伸至测量翼板外侧,并通过与工件第三个内孔内壁接触连接;所述测头中部的两侧设置有与测量翼板转动连接的定位轴。
8.进一步的,所述的数显指示表通过设置在上下两侧面的定位铜块与量具体固定,并通过螺钉紧固连接。
9.进一步的,所述复位弹簧的另一侧还设置有调节挡片。
10.进一步的,所述调节挡片的外侧设置有用于调节复位弹簧的紧定螺钉。
11.进一步的,位于所述测头的另一侧设置有用于调节测头角度的调节螺钉和调节螺母,所述调节螺钉和调节螺母与复位弹簧对称设置。
12.本实用新型的有益效果是:
13.本装置的量具体的外周按照环形矩阵依次设置有两个定位翼板和一个测量翼板;采用三点定位的原理,快速对非对称式涡旋式空调压缩机于静涡旋盘进行测量;
14.本装置创造性设置l型的测头,将涡旋内径的曲度变化转换成直线变化,从而快速的通过数显指示表判断是否合格;
15.测头的另一侧设置有用于调节测头角度的调节螺钉和调节螺母,所述调节螺钉和调节螺母与复位弹簧对称设置,实现了对装置的校准和调准。
附图说明:
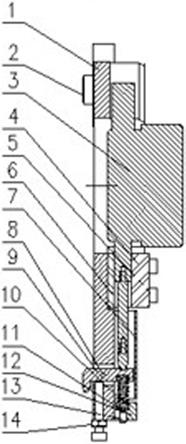
16.附图1是本实用新型结构示意图;
17.附图2是本实用新型检测产品静涡旋盘结构示意图;
18.附图3是本实用新型实施状态结构示意图;附图中:
19.1.定位翼板;2.定位销;3.数显指示表;4.定位铜块;5.测量翼板;6.量具体;7.护罩;8.定位轴;9.测头;10.复位弹簧;11.调节挡片;12.紧定螺钉;13.调节螺钉;14.调节螺母。
具体实施方式:
20.在对本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“左”、“右”、“后”、“左下”、“右上”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
21.本实用新型的具体实施方式:所述的涡旋内径专用检具,包括量具体6,其特征在于:所述量具体6的外周按照环形矩阵依次设置有两个定位翼板1和一个测量翼板5,两个所述定位翼板1的下端面设置有用于定位工件涡旋两个内孔内壁的定位销2,
22.所述量具体6内嵌设有数显指示表3,所述数显指示表3的测头9接触性连接设置有测量杆,所述测量杆延伸至测量翼板5,并通过滑动连接穿设测量翼板5,所述测量杆的另一端设置测头9,
23.所述测头9设置成l型,测头9的一端的两侧分别与测量杆和复位弹簧10配合,测头9的另一端延伸至测量翼板5外侧,并通过与工件第三个内孔内壁接触连接;所述测头9中部的两侧设置有与测量翼板5转动连接的定位轴8。
24.进一步的,所述的数显指示表3通过设置在上下两侧面的定位铜块4与量具体6固定,并通过螺钉紧固连接。
25.进一步的,所述复位弹簧10的另一侧还设置有调节挡片11。
26.进一步的,所述调节挡片11的外侧设置有用于调节复位弹簧10的紧定螺钉12。
27.进一步的,位于所述测头9的另一侧设置有用于调节测头9角度的调节螺钉13和调节螺母14,所述调节螺钉13和调节螺母14与复位弹簧10对称设置。
28.需要说明的是,本实用新型为一种涡旋内径专用检具,具体工作时,
29.1.利用标准件的涡旋进行校零;
30.将涡旋内径专用检具置于标准件的静涡旋盘内,利用两个所述定位翼板1的下端面的定位销2与工件涡旋两个内孔内壁配合,并将测头9用工件第三个内孔内壁接触,作为校准的零点;
31.其中,为了避免测头9的摆动较大而超出型号为543-390b数显指示表3的量程,可以利用调节螺钉13和调节螺母14对测头9进行调节,提高装置的灵敏度;
32.2.利用校零后的检具,对产品进行检测;
33.静涡旋盘的内孔为非对称式,利用游标卡尺不能进行测定,量具体的外周按照环形矩阵依次设置有两个定位翼板和一个测量翼板;采用三点定位的原理,快速对非对称式涡旋式空调压缩机的静涡旋盘进行测量;
34.与校零后的检具相比,经过换算将涡旋内径的曲度变化转换成直线变化,从而快速的通过数显指示表判断是否合格,在允许范围内的属于误差,超出加工误差的属于残次品。
35.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种涡旋内径专用检具,包括量具体(6),其特征在于:所述量具体(6)的外周按照环形矩阵依次设置有两个定位翼板(1)和一个测量翼板(5),两个所述定位翼板(1)的下端面设置有用于定位工件涡旋两个内孔内壁的定位销(2),所述量具体(6)内嵌设有数显指示表(3),所述数显指示表(3)的测头(9)接触性连接设置有测量杆,所述测量杆延伸至测量翼板(5),并通过滑动连接穿设测量翼板(5),所述测量杆的另一端设置测头(9),所述测头(9)设置成l型,测头(9)的一端的两侧分别与测量杆和复位弹簧(10)配合,测头(9)的另一端延伸至测量翼板(5)外侧,并通过与工件第三个内孔内壁接触连接;所述测头(9)中部的两侧设置有与测量翼板(5)转动连接的定位轴(8)。2.根据权利要求1所述的涡旋内径专用检具,其特征在于所述的数显指示表(3)通过设置在上下两侧面的定位铜块(4)与量具体(6)固定,并通过螺钉紧固连接。3.根据权利要求1所述的涡旋内径专用检具,其特征在于所述复位弹簧(10)的另一侧还设置有调节挡片(11)。4.根据权利要求3所述的涡旋内径专用检具,其特征在于所述调节挡片(11)的外侧设置有用于调节复位弹簧(10)的紧定螺钉(12)。5.根据权利要求1所述的涡旋内径专用检具,其特征在于位于所述测头(9)的另一侧设置有用于调节测头(9)角度的调节螺钉(13)和调节螺母(14),所述调节螺钉(13)和调节螺母(14)与复位弹簧(10)对称设置。
技术总结
本实用新型公开了一种涡旋内径专用检具,属于涡旋式空调压缩机静涡旋盘检测技术领域,包括量具体,其特征在于:数显指示表的测头接触性连接设置有测量杆,测量杆延伸至测量翼板,测量杆的另一端设置测头,测头设置成L型,测头的另一端延伸至测量翼板外侧,并通过与工件第三个内孔内壁接触连接;本实用新型的有益效果是:采用三点定位的原理,快速对非对称式涡旋式空调压缩机于静涡旋盘进行测量;L型的测头,将涡旋内径的曲度变化转换成直线变化,从而快速的通过数显指示表判断是否合格;测头的另一侧设置有用于调节测头角度的调节螺钉和调节螺母,所述调节螺钉和调节螺母与复位弹簧对称设置,实现了对装置的校准和调准。实现了对装置的校准和调准。实现了对装置的校准和调准。
技术研发人员:刘金燕 袁鲁平 孔小会 解云龙 常洪
受保护的技术使用者:山东联诚精密制造股份有限公司
技术研发日:2021.11.03
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1