一种汽车门锁检测内外开设备的制作方法
1.本实用新型涉及自动化设备领域,特别是涉及一种汽车门锁检测内外开设备。
背景技术:
2.汽车门锁在生产型企业在生产过程中,靠人工单机来完成压合检测,生产效率较低、人工成本高,并且手动检测弹簧位置稳定性低,精度低,不能满足生产型企业高效、高品质的要求,故需要设计一种汽车门锁检测内外开设备,来解决上述的技术问题。
技术实现要素:
3.针对上述情况,为克服现有技术之缺陷,本实用新型之目的在于提供,其具有可实现自动检测和自动压合,替代人工检测的优点。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种汽车门锁检测内外开设备,包括底座,所述底座上设有固定连接的机架,所述机架上设有工位模组,所述工位模组包括支撑板,位于支撑板下方的高精度测距传感器,位于高精度传感器一侧的聚氨酯压头,位于聚氨酯压头一侧的侧推气缸,位于侧推气缸上方的外开气缸,位于支撑板上方的压杆固定块;所述工位模组一侧还设有压合模组及ng料箱模组。
6.进一步设置:所述压合模组包括位于工位模组一侧的顶升气缸,位于顶升气缸上放的底板,位于底板表面的高精度高刚性定位杆,位于高精度高刚性定位杆一侧的放翻组件,位于高精度高刚性定位杆上方的压合上板,位于压合上板表面的定位压头。
7.进一步设置:所述ng料箱模组包括位于压合模组下方的高精度对射传感器,位于高精度对射传感器下方的ng料箱盒。
8.进一步设置:所述机架上还设有与工位模组、压合模组及ng料箱模组控制连接的开关组。
9.综上所述,本实用新型具有以下有益效果:实现了自动检测和自动压合,自动化程度高,替代了人工检测,解决了低效率、低品质、调试的问题,大大满足了生产型企业高效、高品质的要求。
附图说明
10.此处所说明的附图是用来提供对本实用新型的进一步理解,构成本申请的一部分,但并不构成对本实用新型的不当限定,在附图中:
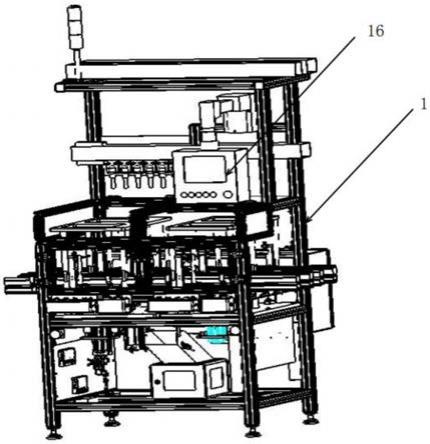
11.图1是汽车门锁检测内外开设备整体结构示意图;
12.图2是汽车门锁检测内外开设备工位模组结构示意图;
13.图3是汽车门锁检测内外开设备压合模组结构示意图;
14.图4是汽车门锁检测内外开设备ng料箱模组结构示意图。
15.图中,1、机架;a、工位模组;2、高精度测距传感器;3、侧推气缸;4、聚氨酯压头;5、
压杆固定块;6、外开气缸;b、压合模组;7、顶升气缸;8、高精度高刚性定位杆;9、底板;10、压合上板;11、定位压头;12、防翻组件;c、ng料箱模组;13、高精度对射传感器;14、ng料箱盒;15、支撑板;16、开关组;17、底座。
具体实施方式
16.有关本实用新型的前述及其他技术内容、特点与功效,在以下配合参考附图1至附图4对实施例的详细说明中,将可清楚的呈现。以下实施例中所提到的结构内容,均是以说明书附图为参考。
17.下面将参照附图描述本实用新型的各示例性的实施例。
18.实施例1:一种汽车门锁检测内外开设备,包括底座17,底座17上设有固定连接的机架1,机架1上设有工位模组a,工位模组a包括支撑板15,位于支撑板15下方的高精度测距传感器2,位于高精度传感器一侧的聚氨酯压头4,位于聚氨酯压头4一侧的侧推气缸3,位于侧推气缸3上方的外开气缸6,位于支撑板15上方的压杆固定块5;工位模组a一侧还设有压合模组b及ng料箱模组c,压合模组b包括位于工位模组a一侧的顶升气缸7,位于顶升气缸7上放的地板,位于地板表面的高精度高刚性定位杆8,位于高精度高刚性定位杆8一侧的放翻组件,位于高精度高刚性定位杆8上方的压合上板10,位于压合上板10表面的定位压头11。ng料箱模组c包括位于压合模组b下方的高精度对射传感器13,位于高精度对射传感器13下方的ng料箱盒14。
19.机架1上还设有与工位模组a、压合模组b及ng料箱模组c控制连接的开关组16。
20.本实用新型的实施方式中,1. 采用流水线4工位、2个压合上盖模组、4个气缸拨杆模组自动上下料的方式,实现检测内外开弹簧检测与压合上盖功能,并且配备高精度高刚性定位杆、高精度位移传感器、工装进行二次定位,实现稳定的自动检测功能,真个流程分为2步,动作流程1:流水线来料
→ꢀ
接近传感器到位
→
顶升气缸二次定位
→
检测气缸到位
→
测距传感器判定;动作流程2:流水线来料
→ꢀ
接近传感器到位
→
顶升气缸二次定位
→
压合模组b到位,最后通过高精度对射传感器13识别判断正误,进入下方的ng料箱盒14内。
21.以上所述是结合具体实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型具体实施仅局限于此;对于本实用新型所属及相关技术领域的技术人员来说,在基于本实用新型技术方案思路前提下,所作的拓展以及操作方法、数据的替换,都应当落在本实用新型保护范围之内。
技术特征:
1.一种汽车门锁检测内外开设备,包括底座(17),所述底座(17)上设有固定连接的机架(1),其特征在于:所述机架(1)上设有工位模组(a),所述工位模组(a)包括支撑板(15),位于支撑板(15)下方的高精度测距传感器(2),位于高精度测距传感器(2)一侧的聚氨酯压头(4),位于聚氨酯压头(4)一侧的侧推气缸(3),位于侧推气缸(3)上方的外开气缸(6),位于支撑板(15)上方的压杆固定块(5);所述工位模组(a)一侧还设有压合模组(b)及ng料箱模组(c)。2.根据权利要求1所述的一种汽车门锁检测内外开设备,其特征在于:所述压合模组(b)包括位于工位模组(a)一侧的顶升气缸(7),位于顶升气缸(7)上放的底板,位于底板表面的高精度高刚性定位杆(8),位于高精度高刚性定位杆(8)一侧的放翻组件(12),位于高精度高刚性定位杆(8)上方的压合上板(10),位于压合上板(10)表面的定位压头(11)。3.根据权利要求2所述的一种汽车门锁检测内外开设备,其特征在于:所述ng料箱模组(c)包括位于压合模组(b)下方的高精度对射传感器(13),位于高精度对射传感器(13)下方的ng料箱盒(14)。4.根据权利要求3所述的一种汽车门锁检测内外开设备,其特征在于:所述机架(1)上还设有与工位模组(a)、压合模组(b)及ng料箱模组(c)控制连接的开关组(16)。
技术总结
本实用新型涉及自动化设备技术领域,具体涉及一种汽车门锁检测内外开设备,它包括底座,底座上设有固定连接的机架,机架上设有工位模组,所述工位模组包括支撑板,位于支撑板下方的高精度测距传感器,位于高精度传感器一侧的聚氨酯压头,位于聚氨酯压头一侧的侧推气缸,位于侧推气缸上方的外开气缸,位于支撑板上方的压杆固定块;工位模组一侧还设有压合模组及NG料箱模组。组及NG料箱模组。组及NG料箱模组。
技术研发人员:秦杰
受保护的技术使用者:无锡沃德倍斯科技有限公司
技术研发日:2021.12.22
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1