一种人造板板面质量检测的方法与流程
1.本发明涉及人造板检测技术领域,尤其是一种人造板板面质量检测的方法。
背景技术:
2.人造板广泛地应用于家具、室内装修、车辆、包装、建筑施工、工艺品、玩具等领域。为了不断提高人造板产品质量和生产效率,企业在生产中对人造板板面缺陷自动检测技术需求日益迫切。传统的人造板板面质量检测主要采用人工检测的方法,人工检测不仅工作量大,而且容易受检测人员主观因素的影响,容易造成漏检,尤其是微小缺陷、裂纹等,不能保证检测的效率和精度。如果不能实现速度快、精度高、在线自动检测,则会降低人造板企业生产效率,甚至直接影响企业经济效益。
3.传统的人造板检测是人工操作,检测效果和效率主要依赖检验人员的经验,人为影响因素大、自动化程度低,具体来说,人工抽样检测效率低,导致工人劳动强度大、检测质量无法严格保证,可持续周期短,不能满足产品大批量生产的需要;此外,人眼容易产生疲劳,会出现漏检等现象。
4.为此,我们提出一种人造板板面质量检测的方法解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种人造板板面质量检测的方法,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种人造板板面质量检测的方法,包括开始检测、传感器触发、开始扫描、结束扫描、判断缺陷、信号输出、结束检测。
7.在进一步的实施例中,所述开始检测:启动人造板板面质量分选生产线,待检测的人造板板材经移动转运小车输送至待检区域,由液压上料升降机调整待检板材板垛高度,由刮板器逐一将待检人造板输送到传送皮带。
8.在进一步的实施例中,所述传感器触发:检测机构架设在生产线传送皮带上方,对生产不产生任何影响,当板材从检测机构下方经过,触发传感器。
9.在进一步的实施例中,所述开始扫描:传感器信号触发多部线阵相机开始采集图像,根据传送速度相应的调节相机的采集帧频,将采集到的多幅图片进行拼接。
10.在进一步的实施例中,所述整张板材离开传感器扫描结束。
11.在进一步的实施例中,所述判断缺陷:得到完整的图像后,需要对图像上的缺陷进行分析是否符合产品质量标准,对缺陷的信息分析,计算机将拼接好的图像交给图像处理模块,计算机将得到的图片进行阈值分割处理,即亮度高于128(<50%的灰度)的会变白,低于128的会变黑,图像上的缺陷部位会和周围形成鲜明对比,以此来提取缺陷,计算机根据缺陷处的像素信息进行计算长、宽、面积等信息,根据缺陷的长宽所占的像素计算出缺陷的尺寸特征,以此来分析判断缺陷的定位。
12.在进一步的实施例中,所述信号输出:最后根据算法得出的结论输出信号给到分检系统。
13.在进一步的实施例中,所述结束检测:多个板垛收集台根据信号输出对板材进行分类收集和堆垛输出。
14.与现有技术相比,本发明的有益效果是:本发明提供一种基于机器视觉的方法进行人造板板面缺陷在线检测,实现缺陷板材(有大刨花、胶斑、油污、杂物、松软、漏砂)、底板、正常板材的正确识别。该系统的投入使用可使生产厂家降低人力成本、保证出厂板材的质量与效率,可带给厂家客观的经济收入,同时可填补国内人造板板面缺陷检测空白,促进人造板生产全自动化的进程。
附图说明
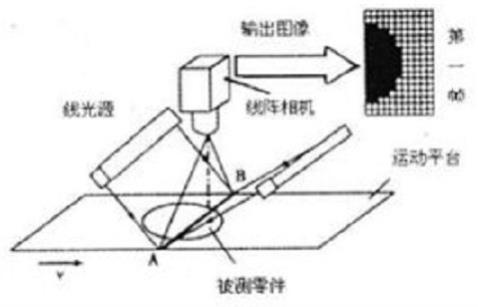
15.图1为为基于机器视觉的人造板板面质量检测流程图;图2为线阵相机检测原理图。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.如图1-2所示,一种人造板板面质量检测的方法,共分为七个工作步骤,包括开始检测、传感器触发、开始扫描、结束扫描、判断缺陷、信号输出、结束检测:步骤一:开始分选。启动人造板板面质量分选生产线,待检测的人造板板材经移动转运小车输送至待检区域。由液压上料升降机调整待检板材板垛高度,由刮板器逐一将待检人造板输送到传送皮带;步骤二:传感器触发。检测机构架设在生产线传送皮带上方,对生产不产生任何影响,当板材从检测机构下方经过,触发传感器;步骤三:开始扫描。传感器信号触发多部线阵相机开始采集图像(线阵相机检测原理如图2所示),根据传送速度相应的调节相机的采集帧频,将采集到的多幅图片进行拼接。线阵相机的数量是由被测板材宽度和缺陷检测的设置来决定的。线阵相机于同一水平丝杆直线连接,丝杆可调节相机之间距离,以便调试拍摄视野,相机与丝杆之间由角度倾斜台过度,相机可纵向调节角度获取最佳采集角度;步骤四:结束扫描。整张板材离开传感器扫描结束。由于需要拼接的图像是不同的相机采集到的图像,相机的摆放不一定能在一条严格的直线上,再加上曝光时间、采集距离有误差,所采集的图像可能会发生一定程度的偏移或偏差,所以需要调节相机之间的距离在采集过程中尽量使相机采集的图像间有重叠,再经过相位相关算法保证拼接精度,最终获取整块板面图像;步骤五:判断缺陷。得到完整的图像后,需要对图像上的缺陷进行分析是否符合产品质量标准,对缺陷的信息分析,计算机将拼接好的图像交给图像处理模块,计算机将得到的图片进行阈值分割处理,即亮度高于128(<50%的灰度)的会变白,低于128的会变黑,图
像上的缺陷部位会和周围形成鲜明对比,以此来提取缺陷,计算机根据缺陷处的像素信息进行计算长、宽、面积等信息,根据缺陷的长宽所占的像素计算出缺陷的尺寸特征,以此来分析判断缺陷的定位。能够分析判断的人造板板面缺陷类型包括:逆光小坑、油污、黑斑、胶斑、漏砂、分层、划痕、油泥斑、粉尘斑、黑点、小坑、凹陷、缺边角、尺寸误差等;步骤六:信号输出。最后根据算法得出的结论输出信号给到分检系统;步骤七:结束分选。多个板垛收集台根据信号输出对板材进行分类收集和堆垛输出。
18.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
19.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.一种人造板板面质量检测的方法,其特征在于:包括开始检测、传感器触发、开始扫描、结束扫描、判断缺陷、信号输出、结束检测。2.根据权利要求1所述的一种人造板板面质量检测的方法,其特征在于:所述开始检测:启动人造板板面质量分选生产线,待检测的人造板板材经移动转运小车输送至待检区域,由液压上料升降机调整待检板材板垛高度,由刮板器逐一将待检人造板输送到传送皮带。3.根据权利要求1所述的一种人造板板面质量检测的方法,其特征在于:所述传感器触发:检测机构架设在生产线传送皮带上方,对生产不产生任何影响,当板材从检测机构下方经过,触发传感器。4.根据权利要求1所述的一种人造板板面质量检测的方法,其特征在于:所述开始扫描:传感器信号触发多部线阵相机开始采集图像,根据传送速度相应的调节相机的采集帧频,将采集到的多幅图片进行拼接。5.根据权利要求1所述的一种人造板板面质量检测的方法,其特征在于:所述结束扫描:整张板材离开传感器扫描结束。6.根据权利要求1所述的一种人造板板面质量检测的方法,其特征在于:所述判断缺陷:得到完整的图像后,需要对图像上的缺陷进行分析是否符合产品质量标准,对缺陷的信息分析,计算机将拼接好的图像交给图像处理模块,计算机将得到的图片进行阈值分割处理,即亮度高于128(<50%的灰度)的会变白,低于128的会变黑,图像上的缺陷部位会和周围形成鲜明对比,以此来提取缺陷,计算机根据缺陷处的像素信息进行计算长、宽、面积等信息,根据缺陷的长宽所占的像素计算出缺陷的尺寸特征,以此来分析判断缺陷的定位。7.根据权利要求1所述的一种人造板板面质量检测的方法,其特征在于:所述信号输出:最后根据算法得出的结论输出信号给到分检系统。8.根据权利要求1所述的一种人造板板面质量检测的方法,其特征在于:所述结束检测:多个板垛收集台根据信号输出对板材进行分类收集和堆垛输出。
技术总结
本发明公开了一种人造板板面质量检测的方法,包括开始检测、传感器触发、开始扫描、结束扫描、判断缺陷、信号输出、结束检测,启动人造板板面质量分选生产线,待检测的人造板板材经移动转运小车输送至待检区域,由液压上料升降机调整待检板材板垛高度,由刮板器逐一将待检人造板输送到传送皮带。本发明进行人造板板面缺陷在线检测,实现缺陷板材(有大刨花、胶斑、油污、杂物、松软、漏砂)、底板、正常板材的正确识别,该系统的投入使用可使生产厂家降低人力成本、保证出厂板材的质量与效率,可带给厂家客观的经济收入,同时可填补国内人造板板面缺陷检测空白,促进人造板生产全自动化的进程。程。程。
技术研发人员:张春光 修帆 王高峰 林国利 刘明 杨渊 高振 蓝选添
受保护的技术使用者:丰林亚创(惠州)人造板有限公司
技术研发日:2022.03.09
技术公布日:2022/6/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1