一种牛皮纸浆料品质评估方法与流程
1.本发明涉及箱板纸原料品质检测技术领域,具体涉及一种牛皮纸浆料品质评估方法。
背景技术:
2.纸箱是应用最广泛的包装制品之一,纸箱主要有多层纸页经过粘接或其他工艺加工而成,纸页是由纸浆制成,纸页的骨架结构包括纤维和细小纤维,纸页的物理强度主要是由纤维本身具有的强度,以及纤维间结合的强度来决定;纤维的长度、宽度等决定了纤维本身的强度;经疏解、磨浆后的纤维,其纤维细胞壁会产生起毛、撕裂、分丝、帚化等现象,这一现象称为分丝帚化,纤维的分丝帚化程度影响纤维间的结合强度;而纤维的打浆度即纤维的磨浆程度影响纤维的分丝帚化程度;因此,纸页的成品品质与纸浆的品质具有直接关系,如何对纸浆的品质进行评估关系到纸页成品的品质好坏。
3.目前对于纸浆品质的检测研究较少,关注点均在与成品纸页的品质检测,成品纸页的品质主要使用耐破指数来表示,纸页的耐破指数的计算方法为耐破强度除以纸页的定量,耐破强度是指纸或纸板在单位面积上所能承受的均匀增大的最大垂直压力,它的单位是用千帕表示(kpa)。耐破强度的检测在纸张加工行业已是一个比较成熟的工艺,也具有比较成熟的检测设备,因此,人们针对高品质箱板纸主要原料木浆、竹浆或者其配比物等品质的评估,多以将纸浆采样加工成抄片进行耐破强度的检测来推断纸浆的品质。首先对纸浆进行打浆到规定打浆度,并在规定时间内进行恒温恒湿处理后,对其抄片进行物理强度的检测,平均一个样品品质的评估需要24-36个小时,且最终检测手抄片的物性指标时,多数物性指标均受抄片成型匀度,抄片局部水份含量以及抄片人检测手法影响较大,导致检测结果误差较大,并且该方法还存在检测耗时较长、过程繁琐、效率低下、滞后性等问题,不能及时、准确的评估纸浆品质。
4.纸张中牛皮纸强度较高、应用广泛,牛皮纸和普通纸张的生产工艺不同,其采用的纤维类型、蒸煮方法均不同,牛皮纸主要采用纤维长度较长的针叶木材加工,蒸煮时牛皮纸采用烧碱或硫化碱等化学药品进行处理的;而普通纸张采用棉浆、麻浆等短纤维加工;因此,牛皮纸和普通纸张的纸浆品质相差较大,牛皮纸和普通纸张浆料品质的评估方法及评估模型也相差较大。牛皮纸的加工工艺更为复杂,同样牛皮纸的价格也高于普通纸张,因此,牛皮纸浆料品质的评估对牛皮纸的工艺调整具有更为重要的意义。
5.而牛皮纸浆料品质的评估目前尚无统一的标准或数值进行表征,检索到现有技术 cn201911138736.4公开了一种纸页抗张强度的预测方法及装置,该方法获取并将纸页生产过程数据分为训练集和测试集;利用训练集中纤维形态数据和磨浆工艺数据优化svm算法的参数,获得纤维形态软测量模型;利用训练集中纤维形态数据、纸机工艺数据和纸页抗张强度优化梯度增强回归树算法的参数,获得抗张强度软测量模型;利用测试集测试并调整由上述两个模型组合而成的纸页抗张强度软测量模型;利用调整后的纸页抗张强度软测量模型对待预测的纸页生产数据进行抗张强度预测。该预测方法虽然能够实现待预测的纸页
7000-10000的范围内时,间隔200转取一组浆料,获得n组浆料小样,测定每组浆料小样的打浆度;由于转数不同,浆料的打浆度不同。
25.进一步地,设定纸张所需耐破指数为y0,根据线性回归模型预测的浆料品质指数为y
修
,则根据预测的浆料品质指数调整浆料打浆度x
调
。采用如下公式:
[0026][0027]
其中,k
p
为比例系数,ld(k)为第k次所需耐破指数y0与预测浆料品质指数y
修
的差值,即ld(k)=y
0-y
修
;ki为积分系数,ld(i)为第i次所需耐破指数y0与预测浆料品质指数y
修
的差值。
[0028]
更进一步地,k
p
取值为4.5,ki取值为0.0001。
[0029]
进一步地,所述n组打浆度控制在40-48
°
sr。
[0030]
进一步地,将n组浆料小样分别以相同工艺制成纸张小样的具体方法为:将n组浆料小样分别储存在n个匀浆机中,匀浆机中加入等同量的胶粘物控制剂,以0.12-0.15kg/t用量添加,作用30min-40min;之后再加入聚合氧化铝,以10-15kg/t用量添加;之后加入干强剂,用量为30-50kg/t;之后加入助留剂,助留剂浓度为0.05-0.10%,用量为0.10-0.15kg/t;加入助滤剂,助滤剂浓度为0.02-0.05%,用量为1.5-2.0kg/t;再将浆料送至动态成型器,进行压榨、烘干、压光、卷曲成型,对成型的成品进行耐破指数检测。
[0031]
所述动态成型器的圆柱桶的旋转速度为700-1400m/min,对纸页进行压榨的纸页压榨机的线压力为2-10kn/m。
[0032]
与现有技术相比,本发明的有益效果为:
[0033]
本发明通过获取磨浆后的打浆度数据、磨浆后的纤维形态数据,以及对浆料采用相同生产工艺制成纸张小样获取对应的耐破指数数据,建立打浆度、纤维形态数据和耐破指数的线性回归模型,由于纤维形态数据和打浆度数据测试具有一定误差,因此,对线性回归模型进行补偿校正后,得到较为准确的浆料品质指数预测公式,实现了牛皮纸浆料品质的快速评估,后续无需依赖纸页成品,即可根据浆料自身的打浆度和纤维形态,快速预估浆料品质,准确度达99%;并且本发明还根据浆料品质和所需纸张耐破指数数据,反馈调节浆料打浆度,循序渐进的逐渐调节至合适值,有效指导纸张生产工艺。
具体实施方式
[0034]
下面将对本发明的技术方案进行清楚的描述,显然,所描述的实施例并不是本发明的全部实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
[0035]
本发明提供一种牛皮纸浆料品质评估方法,包括:
[0036]
对牛皮纸木浆进行疏解处理,将疏解处理后的浆料其浓度控制在10%
±
2%的浓度范围,打浆度控制在40-48
°
sr范围内;之后将浆料在pfi盘磨机上磨浆;对磨浆后的浆料获取n 组浆料小样,采用打浆度仪对n组浆料小样测定打浆度获取n组打浆度数据,并对n组浆料小样测定浆料的纤维形态数据,获取n组纤维形态数据;
[0037]
将n组浆料小样分别以相同工艺制成纸张小样,测量纸张小样的定量和耐破强度,
计算出纸张小样的耐破指数,获取n组耐破指数数据;
[0038]
根据n组打浆度数据、n组纤维形态数据和n组耐破指数数据,获得浆料品质软测模型,利用浆料品质软测模型对浆料品质进行预测。
[0039]
其中,疏解处理的具体方法按照标准gb/t29287-2012《纸浆实验室打浆pfi磨法》为准。获取n组打浆度数据的具体方法为:将牛皮纸浆料在pfi盘磨机上磨浆,打浆压力为333n/mm,打浆缸的转速为708rpm;盘磨机的辊转速为1458
±
30rpm,在转数为7000-10000的范围内时,间隔200转取一组浆料,获得n组浆料小样,测定每组浆料小样的打浆度;由于转数不同,浆料的打浆度不同。
[0040]
所述纤维形态数据包括纤维重均长度、纤维二重重均长度、纤维宽度、纤维分丝帚化率,纤维形态数据由纤维分析仪测定。由于纸张的骨架结构是由纤维和细小纤维结合而成,而纸张的物理强度主要是由纤维本身具有的强度以及纤维间结合的强度来决定;而纤维的长度、宽度等决定了纤维本身的强度,经疏解、磨浆后的纤维其粉丝帚化又影响了纤维间的结合,打浆又是影响纤维分丝帚化的主要外因,通常以打浆度来衡量对纤维的磨浆程度。因此,打浆度、纤维形态数据和纸张的物理强度存在着直接的关系。耐破强度是衡量纸和纸板的最重要强度特性之一。耐破强度是纸张可抵抗的垂直施加于试样纸页平面直到其破裂前承受的最大压力,单位是kpa,为了消除掉定量对手抄片强度的影响,通常采用耐破指数来衡量其耐破强度,计算公式为耐破指数=耐破度/定量,单位kpa
·
m2/g。纸张的耐破指数是浆料、加工工艺、化学品加入量等的综合结果,浆料的品质与耐破指数存在着一定的对应关系,浆料的品质和打浆度和纤维形态数据有关,因此,利用耐破指数与打浆度、纤维形态数据之间的关系,一定程度上能够预测浆料的品质。
[0041]
由于打浆度仪的测量误差,n组打浆度数据中有存在异常数据的可能,因此,需要对打浆度数据进行异常数据的剔除,提高预估的准确度。求取n组打浆度的平均值其中xi为第i个打浆度数据,n组打浆度的绝对误差标准误差如果某个打浆度满足公式则剔除此数据,剩余数据按照线性回归模型分析。同样,纤维分析仪也存在一定的测量误差,纤维分析仪测量的纤维重均长度、纤维二重重均长度、纤维宽度以及纤维分丝帚化率也可以采用相同的方法将异常数据剔除。
[0042]
将异常原始数据剔除后,剩余的数据采用线性回归模型进行分析,将耐破指数作为因变量,打浆度以及纤维形态数据作为自变量,建立多元线性模型,具体为:
[0043]
y=α1x+α2l1+α3l2+α4w+α5s+b
[0044]
其中,y为耐破指数,α1、α2、α3、α4、α5为权重系数,x为打浆度,l1为纤维重均长度, l2为纤维二重重均长度,w为纤维宽度,s为纤维分丝帚化率,b为常数。
[0045]
将n组打浆度、n组纤维形态数据和n组耐破指数数据带入线性回归模型公式中,求取其中的权重系数和常数b,最终确定打浆度、纤维形态数据和耐破指数之间的关系。
[0046]
但是,由于打浆度和耐破指数之间并非线性关系,采用线性模型进行分析具有一定的误差,并且采用有限的数据进一步增加误差。因此,对计算出的线性回归模型进行误差补偿,得出浆料品质指数为:
[0047]y修
=(1-k)y
[0048][0049][0050]
其中,k为修正系数,yi为第i个耐破指数,y
修
为浆料品质指数。
[0051]
进一步地,设定纸张所需耐破指数为y0,根据线性回归模型预测的浆料品质指数为y
修
,则根据预测的浆料品质指数调整浆料打浆度采用如下公式:
[0052][0053]
其中,k
p
为比例系数,ld(k)为第k次所需耐破指数y0与预测浆料品质指数y
修
的差值,即ld(k)=y
0-y
修
;ki为积分系数,ld(i)为第i次所需耐破指数y0与预测浆料品质指数y
修
的差值。
[0054]
本发明中,k
p
取值为4.5,ki取值为0.0001。第一次预测的浆料品质指数与所需耐破指数的差值为ld(1),经过一定的转数,优选为200,根据最新的浆料数据再次预测浆料品质,新的浆料品质指数与所需耐破指数的差值为ld(2),以此类推,直至浆料品质指数与所需耐破指数相同,此时的打浆度x
调
即为生产所需的打浆度。
[0055]
本发明中,所述n组打浆度控制在40-48
°
sr。限定打浆度范围的原因为:由于打浆度和耐破指数并非线性关系,打浆度的范围过宽,采用线性回归模型的预估准确度将会大大降低。因此,对于牛皮纸的浆料品质评估,其打浆度在40-48
°
sr范围内,能够采用线性回归模型进行浆料品质的预估,并能得到准确度较高的结果。
[0056]
实施例一
[0057]
本发明采用木浆和竹浆重量比例为4:1进行混合,将混合后的原材料进行碎解、筛选、净化,得到浓度为10%的浆料,利用pfi盘磨机对浆料进行磨浆,将打浆度控制在40-48
°ꢀ
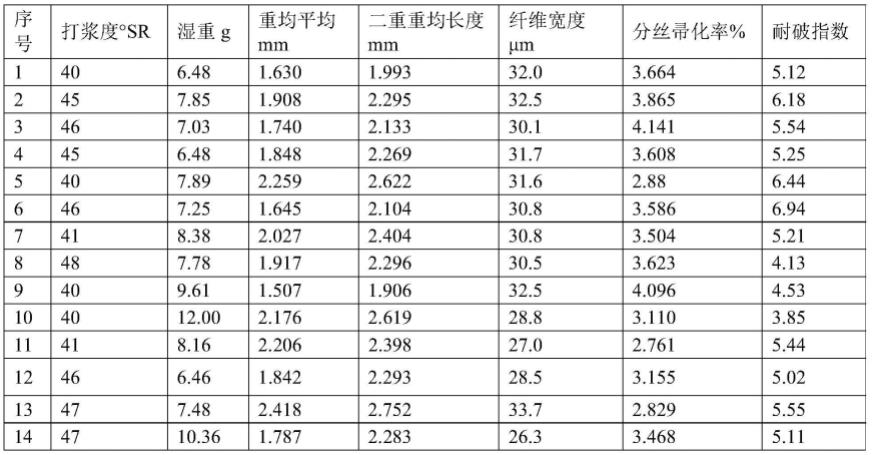
sr。并在在转数为7000时取第一组浆料,之后每间隔200转取一组浆料,获得30组浆料小样,测定每组浆料小样的打浆度和纤维形态数据;对30组打浆度和纤维形态数据进行异常数据剔除后得到25组有效数据,如表一所示。
[0058]
表一实施例一的原始数据
[0059][0060][0061]
将25组浆料小样采用相同的工艺制成纸张小样,具体过程为:将浆料储存在匀浆机中,成浆池的温度为50℃,浆料ph值为7.0,成浆池中加入胶粘物控制剂,以0.13kg/t用量添加,作用时间35min。之后加入聚合氧化铝,用量为13kg/t,氧化铝含量为15%,不溶物为 0-0.2%,盐基度60%,密度为2g/cm3。将浆料充分混合后放入动态成型器中,之后加入干强剂,用量为30-50kg/t;之后加入助留剂,助留剂浓度为0.05-0.10%,用量为0.10-0.15kg/t;加入助滤剂,助滤剂浓度为0.02-0.05%,用量为1.5-2.0kg/t;再将浆料送至动态成型器,进行压榨、烘干、压光、卷曲成型,对成型的成品进行耐破强度检测,计算出的耐破指数如表一所示。
[0062]
将表一中的数据带入线性回归模型中进行分析,得出线性回归模型为:
[0063]
y=0.039x+0.607l
1-1.381l2+0.191w-0.526s+1.672
[0064]
其中,y为耐破指数,x为打浆度,l1为纤维重均长度,l2为纤维二重重均长度,w为纤维宽度,s为纤维分丝帚化率。
[0065]
经计算,修正系数k值为0.009,则浆料品质指数的预估公式为:
[0066]y修
=(1-0.009)y
[0067]
为验证本发明的准确度,采用相同的生产工艺,获取8组原始数据,如表二所示,经过本发明提供的浆料品质指数的预估值为y1,相同浆料采用与本发明相同的纸张生产工艺制成的纸张小样的实际耐破指数为y2,经验证,本发明的浆料品质预估公式的准确度为99%以上。
[0068]
表二验证实验中的数据明细
[0069][0070][0071]
其中,偏差计算公式为:
[0072]
以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1