一种快速准确判断焊接区域特性的可视非腐蚀检测方法
1.本发明属于金相焊接技术领域,涉及一种焊接材料的判断方法,尤其涉及一种企业和实验室用可简单快速准确判断焊接区域特性的可视非腐蚀检测方法。
背景技术:
2.对未知焊接件进行金相分析时,首先需要对焊接件材料种类的同异(即同种材料还是异种材料)进行判断,然后再进行具体的金相分析。目前,判断焊接件材料种类同异的方法为:制备能用于微观观察的样品金相试样,然后通过观察试样表面的组织特征来判断该焊接件是同种材料或异种材料。该方法可以对于表面组织特征较为明显不同的异种材料进行准确的判断,但是对于表面特征相似的异种材料,该方法极容易产生误判为同种材料。此外,在制样时,水溶性研磨膏会给异种接头带来腐蚀,这种腐蚀也会造成组织误判,进而会严重影响后续整个分析过程。因此,急需出现一种企业和实验室用可简单快速准确判断焊接区域特性的可视非腐蚀检测方法。
技术实现要素:
3.本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,以克服现有技术的缺陷。
4.为实现上述目的,本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,具有这样的特征:包括以下步骤:
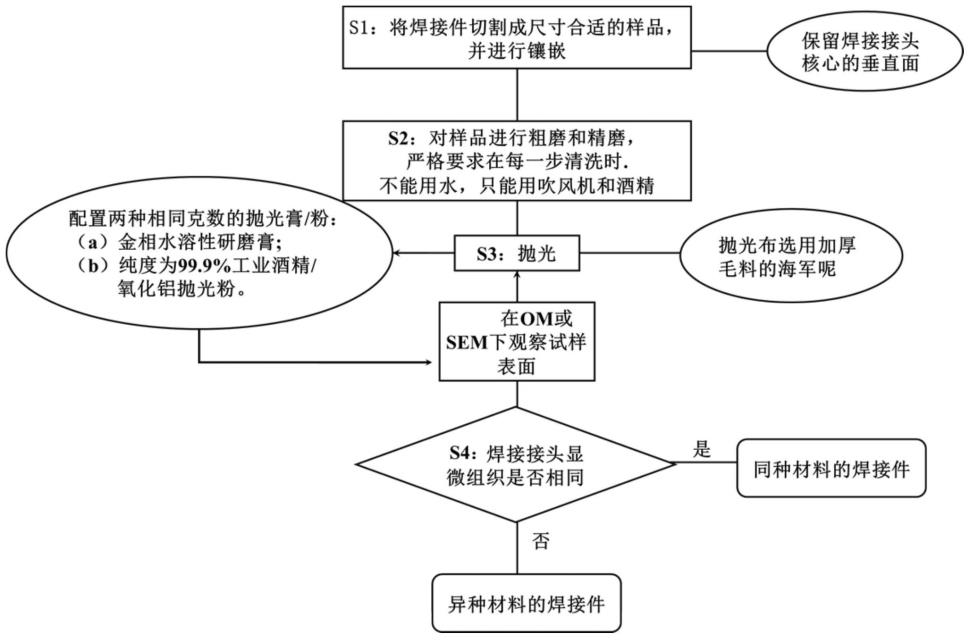
5.步骤一、切割:将焊接件切割成尺寸合适的试样,并进行镶嵌;切割和镶嵌时,保留焊接接头核心的垂直面(即与焊接面相互垂直的面);
6.步骤二、磨制:对试样依次进行粗磨和精磨,粗磨和精磨后均进行清洗,清洗时,采用吹风机或酒精(不能用水或水溶液);
7.步骤三、抛光:对精磨后的试样进行抛光;先采用金相水溶性研磨膏进行试样抛光,观察试样表面,并取证;然后再重复步骤二磨制试样,将试样表面磨掉2mm,再采用纯度为99.9%工业酒精/纯氧化铝抛光粉进行试样抛光,观察试样表面,并取证;
8.步骤四、判断:将采用金相水溶性研磨膏和采用99.9%工业酒精/纯氧化铝抛光粉抛光后的试样表面进行比较,若焊接接头显微组织未产生明显不同,则为同种材料的焊接件,若焊接接头显微组织产生明显不同,则为异种材料的焊接件。
9.进一步,本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,还可以具有这样的特征:其中,步骤三中,抛光布为加厚毛料的海军呢料,厚度为2.5mm。
10.进一步,本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,还可以具有这样的特征:其中,步骤三中,所述金相水溶性研磨膏和99.9%工业酒精/纯氧化铝抛光粉的重量相等。
11.进一步,本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,还可以具有这样的特征:其中,步骤三中,每次抛光完成后在光学显微镜om或扫描电子显微镜
sem下观察试样表面。
12.进一步,本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,还可以具有这样的特征:其中,步骤二中,所述粗磨的方法为采用50目砂纸干磨试样。
13.进一步,本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,还可以具有这样的特征:其中,步骤二中,所述精磨的方法为采用依次采用100、200、500、800、1000目砂纸干磨试样至试样表面出现方向一致较浅划痕。
14.本发明的有益效果在于:本发明提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,通过依次采用两类抛光试剂进行抛光,并比较抛光后的表面显微组织来判断焊接件材料种类的同异。具体的,先采用金相水溶性研磨膏进行试样抛光,对于异种材料焊接件,由于异种材料化学式不同,金相水溶性研磨膏中的水作为导电载体使得焊接接头腐蚀,磨制后再采用99.9%工业酒精/纯氧化铝抛光粉进行抛光,该过程焊接接头不会腐蚀,因此比较两次抛光后的显微组织会出现明显不同;而对于同种材料焊接件,金相水溶性研磨膏的水不会使其腐蚀,99.9%工业酒精/纯氧化铝抛光粉也不会使其腐蚀,因此比较两次抛光后的显微组织不会出现明显不同。由此可以准确的判断出未知焊接接头是同种材料还是异种材料。与现有技术相比,本方法可以避免显微组织特征相似的异种材料容易产生误判的问题,同时还可以避免因磨抛过程腐蚀而导致的误判情况,本方法具有极高的准确性。此外,本方法无需传统制样中的腐蚀工序即可实现准确地检测分析,具有节约时间、简单、快速准确的优点,为快速研究材料的焊接区域提供准确的信息。
附图说明
15.图1是检测方法的操作步骤示意图;
16.图2是实施例1由5毫米厚板料的al合金和mg合金焊接在一起的焊接接头试样抛光后的sem图,其中a为试样采用金相水溶性研磨膏抛光后的sem图,b为试样采用99.9%工业酒精抛光后的sem图;
17.图3为实施例2由8毫米trip钢板同种材料点焊接在一起的焊接接头试样抛光后的sem图,其中a为试样采用金相水溶性研磨膏抛光后的sem图,b为试样采用99.9%工业酒精抛光后的sem图。
具体实施方式
18.以下结合具体实施例对本发明作进一步说明。
19.实施例1
20.本实施例提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,流程如图1所示,具体包括以下步骤:
21.步骤一、切割:将由5毫米厚板料的al合金和mg合金焊接在一起的焊接接头切割成尺寸合适的试样,并进行镶嵌;切割和镶嵌时,保留焊接接头核心的垂直面。
22.步骤二、磨制:对试样依次进行粗磨和精磨,粗磨和精磨后均进行清洗,严格要求在每一步清洗时,不能用水或水溶液,只能采用吹风机或酒精。具体的,粗磨的方法为采用50目砂纸干磨试样,精磨的方法为采用依次采用100、200、500、800、1000目砂纸干磨试样至试样表面出现方向一致较浅划痕。
23.步骤三、抛光:对精磨后的试样进行抛光。抛光布为加厚毛料的海军呢料,厚度为2.5mm。具体的,先采用金相水溶性研磨膏进行试样抛光,观察试样表面,并取证,如图2a所示;然后再重复步骤二磨制试样,将试样表面磨掉2mm,再采用纯度为99.9%工业酒精进行试样抛光,观察试样表面,并取证,如图2b所示。其中,金相水溶性研磨膏和99.9%工业酒精/的重量相等。
24.步骤四、判断:将采用金相水溶性研磨膏和采用99.9%工业酒精抛光后的试样表面进行比较。从图2a可以看出,采用金相水溶性研磨膏抛光后,试样焊接区域具有黑色的析出物;而从图2b可以看出,采用纯度为99.9%工业酒精抛光后的试样表面无此现象出现。即二次抛光后焊接接头显微组织产生明显不同,该焊接件为异种材料焊接件。
25.实施例2
26.本实施例提供一种快速准确判断焊接区域特性的可视非腐蚀检测方法,流程如图1所示,具体包括以下步骤:
27.步骤一、切割:将由8毫米trip钢板同种材料点焊接在一起的焊接接头切割成尺寸合适的试样,并进行镶嵌;切割和镶嵌时,保留焊接接头核心的垂直面。
28.步骤二、磨制:对试样依次进行粗磨和精磨,粗磨和精磨后均进行清洗,严格要求在每一步清洗时,不能用水或水溶液,只能采用吹风机或酒精。具体的,粗磨的方法为采用50目砂纸干磨试样,精磨的方法为采用依次采用100、200、500、800、1000目砂纸干磨试样至试样表面出现方向一致较浅划痕。
29.步骤三、抛光:对精磨后的试样进行抛光。抛光布为加厚毛料的海军呢料,厚度为2.5mm。具体的,先采用金相水溶性研磨膏进行试样抛光,观察试样表面,并取证,如图3a所示;然后再重复步骤二磨制试样,将试样表面磨掉2mm,再采用纯度为99.9%工业酒精进行试样抛光,观察试样表面,并取证,如图3b所示。其中,金相水溶性研磨膏和99.9%工业酒精/的重量相等。
30.步骤四、判断:将采用金相水溶性研磨膏和采用99.9%工业酒精抛光后的试样表面进行比较。从图3a和b可以看出,采用金相水溶性研磨膏抛光后的试样表面与采用纯度为99.9%工业酒精抛光后的试样表面显微组织未产生明显不同,该焊接件为同种材料焊接件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1