一种蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺的制作方法
1.本发明涉及一种蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺,属于胶结蜂窝夹层结构平面拉伸试块制备过程技术领域。
背景技术:
2.蜂窝夹层结构是复合材料的一种特殊类型,由于这种轻型结构材料具有最优比强度、比刚度、最大抗疲劳性能、表面平整光滑等特点,已在中国航天领域得到较为广泛地应用,蜂窝夹层结构实质上是由3 种基本材料组合而成的复合材料,目前最常用的为碳纤维复合材料面板-蜂窝夹层结构,面板与蜂窝芯之间通过胶膜胶结固化成一个整体。
3.为了验证蜂窝芯与面板胶结强度,需要做拉伸试验,所用标准为 gjb130.4-1986《胶结铝蜂窝夹层结构平面拉伸试验方法》,方法中试样制备是将加载块和试样的胶接面喷砂或打磨,用溶剂清洗;然后将试样与加载块胶接。方法中要求胶接时上下加载块与试样对中,加载块与试样平板间的位移不大于0.3毫米。
4.在试样与加载块胶结过程中一般是通过弓形夹固定,但是在胶结时所用胶膜在升温过程中粘度下降,树脂流动性变好,试样与加载块之间容易产生滑移,造成试样与加载块偏移,不符合标准的要求。
5.一般拉伸后的加载块需要通过打磨机把已经固化上的蜂窝夹层结构以及胶膜打磨处理干净,重复使用。而打磨的过程中加载块的四个拐角处容易重复打磨,造成四个拐角打磨处理的厉害造成加载块平整度差,进而影响加载块四个拐角处与蜂窝芯试样胶结质量。
技术实现要素:
6.本发明的主要目的是为了解决目前蜂窝芯拉伸试块胶结过程中试样与加载块偏移的问题,对夹具设置四周定位栓来保证在胶结过程中试样与加载块固定不发生偏移,而提供一种蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺。
7.本发明的目的可以通过采用如下技术方案达到:
8.一种蜂窝夹层结构拉伸试块固化成型装置,包括模具本体和成型台,所述成型台包括多个所述模具本体、第一加载块、蜂窝夹芯试样和第二加载块,所述模具本体包括上模具和下模具,所述上模具和所述下模具均包括下压板、定位导向柱和上压板,所述上压板和所述下压板上均开设有多个预留孔,所述预留孔的上方和下方对称开设有多个紧固螺栓。
9.优选的,所述定位导向柱的一端安装在所述下压板上,所述定位导向柱的另一端安装在所述上压板上。
10.优选的,所述第一加载块和所述第二加载块对称设置,所述蜂窝夹芯试样的上方设有所述第一加载块,所述蜂窝夹芯试样的下方设有所述第二加载块。
11.优选的,所述定位导向柱为多个平行排列的柱体组成的垂直安装在所述上压板和所述下压板之间的定位导向柱。
12.优选的,所述上压板和所述下压板的四周均开设有定位销孔。
13.一种蜂窝夹层结构拉伸试块固化成型工艺,所述包括如下步骤:
14.步骤1:领取第一加载块、第二加载块及蜂窝夹芯试样;
15.步骤2:对步骤1中的第一加载块和第二加载块用打磨枪清理多余的蜂窝和胶液;
16.步骤3:在步骤2得到的第一加载块和第二加载块用砂纸粗化待粘接面,直至待交界面光洁为止;
17.步骤4:对步骤3中第一加载块和第二加载块使用清洗液清洗干净,晾干;
18.步骤5:用胶膜把第一加载块、第二加载块和蜂窝芯试样粘接上;
19.步骤6:把粘接完成的第一加载块和第二加载块对应放入第一模具中,用上模具把加载块对应压盖,定位销孔定位后并用螺丝上紧;
20.步骤7:将步骤6中的模具放入烘箱中,按照胶膜的固化参数升温固化成型;
21.步骤8:将步骤7中的已成型的加载块取出,做蜂窝芯夹层结构平面拉伸力学性能试验。
22.本发明的有益技术效果:按照本发明的一种蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺,利用新制模具取代弓形夹对第一加载块、第二加载块和蜂窝芯试样胶结过程中的固定,该模具四周定位销可以限制第一加载块、第二加载块和蜂窝芯试样在固化过程中发生的滑移,同时新制模具在第一加载块和第二加载块四个拐角处的设置的四个加压螺栓保证了与蜂窝芯试样胶结质量。
附图说明
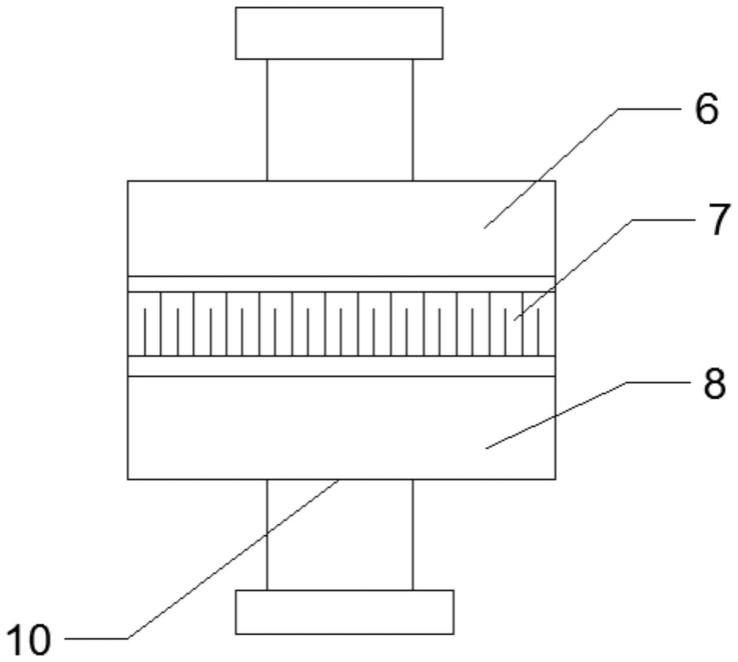
23.图1为按照本发明的蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺的一优选实施例的蜂窝芯拉伸试块示意图;
24.图2为按照本发明的蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺的一优选实施例的上模具俯视图;
25.图3为按照本发明的蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺的一优选实施例的模具正视图。
26.图中:1、模具本体;2、上压板;3、下压板;4、定位导向柱; 5、预留孔;6、第一加载块;7、蜂窝夹芯试样;8、第二加载块;9、紧固螺栓;10、成型台。
具体实施方式
27.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
28.如图1-3图所示,本实施例提供的蜂窝夹层结构拉伸试块固化成 型装置及固化成型工艺,包括模具本体1和成型台10,成型台10包 括多个模具本体1、第一加载块6、蜂窝夹芯试样7和第二加载块8, 模具本体1包括上模具和下模具,上模具和下模具均包括下压板3、 定位导向柱4和上压板2,上压板2和下压板3上均开设有多个预留 孔5,预留孔5的上方和下方对称开设有多个紧固螺栓9。
29.定位导向柱4的一端安装在下压板3上,定位导向柱4的另一端安装在上压板2上。第一加载块6和第二加载块8对称设置,蜂窝夹芯试样7的上方设有第一加载块6,蜂窝夹芯
试样7的下方设有第二加载块8。定位导向柱4为多个平行排列的柱体组成的垂直安装在上压板2和下压板3之间的定位导向柱。上压板2和下压板3的四周均开设有定位销孔。
30.一种蜂窝夹层结构拉伸试块固化成型工艺,包括如下步骤:
31.步骤1:领取第一加载块、第二加载块及蜂窝夹芯试样;
32.步骤2:对步骤1中的第一加载块和第二加载块用打磨枪清理多余的蜂窝和胶液;
33.步骤3:在步骤2得到的第一加载块和第二加载块用砂纸粗化待粘接面,直至待交界面光洁为止;
34.步骤4:对步骤3中第一加载块和第二加载块使用清洗液清洗干净,晾干;
35.步骤5:用胶膜把第一加载块、第二加载块和蜂窝芯试样粘接上;
36.步骤6:把粘接完成的第一加载块和第二加载块对应放入第一模具中,用上模具把加载块对应压盖,定位销孔定位后并用螺丝上紧;
37.步骤7:将步骤6中的模具放入烘箱中,按照胶膜的固化参数升温固化成型;
38.步骤8:将步骤7中的已成型的加载块取出,做蜂窝芯夹层结构平面拉伸力学性能试验。
39.综上所述,在本实施例中,按照本实施例的蜂窝夹层结构拉伸试块固化成型装置及固化成型工艺,本实施例提供的蜂窝夹层结构拉伸试块固化成型装置,对夹具设置四周定位栓来保证在胶结过程中蜂窝夹芯试样与第一加载块、第二加载块固定不发生偏移。同时在第一加载块、第二加载块四个拐角处通过四个专用螺丝加紧固定,保证在固化过程中第一加载块、第二加载块四个拐角与试样胶结质量,提高第一加载块、第二加载块与蜂窝夹芯试样的粘结强度。
40.以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1