一种多光源、多相机自动切换的检测设备及检测方法与流程
1.本发明涉及非标自动化设备技术领域,具体涉及一种多光源、多相机自动切换的检测设备及检测方法。
背景技术:
2.产品,尤其是手机镜头,在生产过程中或生产完成后均需对其进行检测以判断其是否符合生产或使用标准。手机镜头外围设置有柱状金属片和玻璃镜片,金属和玻璃镜片进行组装后,需要镜头进行全方位检测。现有技术中通常采用位于同一直线上的单相机和单光源对产品进行拍照,检测的范围受限;此外,由于不同光源的亮度不同、性能不同、应用场景不同,其能够检测到的缺陷种类存在差异,因此,采用单光源进行检测容易存在无法检测所有缺陷的问题,检测结果较差。
3.中国专利cn112665555a公开了一种可自动切换光源形式的机器视觉光源系统及调光方法,光源系统包括工业相机、检测工件、可切换光源和工控机,所述可切换光源可以由工控机直接控制,可切换不同的光源组合与亮度,可切换光源包括四种背光光源、低角度条形光源垂直照射环形光源和高角度漫反射环形光源。该申请可以根据不同产品类型进行光源调节,实现高角度、低角度和背光及普通光源和漫反射光源等不同光源形式的自动切换。该申请虽然能够切换光源,但是其是对不同的产品进行光源调节,而非对同一产品切换不同光源检测,仍旧存在无法检测所有缺陷的问题,检测误差较大;此外,其无法对产品的侧面及曲面,尤其是对柱状金属片及其与玻璃镜片的连接处进行检测,范围仍旧有限。
4.因此,开发一种多光源、多相机自动切换的检测设备及检测方法,能够对一种产品切换不同光源检测并对产品的侧面及曲面进行检测,解决现有技术中存在的采用单光源无法检测到所有缺陷的问题,提升检测精确度,扩大检测范围,显然具有实际的现实意义。
技术实现要素:
5.本发明的目的是提供一种多光源、多相机自动切换的检测设备及检测方法。
6.为达到上述目的,本发明采用的技术方案是:一种多光源、多相机自动切换的检测设备,包括产品上料装置、移料装置、光源切换检测区、相机旋转检测区、产品翻转区和产品下料装置;所述移料装置包括第一机械手和第二机械手,所述第一机械手用于将产品在产品上料装置、光源切换检测区和产品翻转区之间移动;所述第二机械手用于将产品在产品翻转区、相机旋转检测区和产品下料装置之间移动;所述光源切换检测区用于对产品自动切换光源进行检测;包括第一移载装置和位于第一移载装置上方的第一检测装置,所述第一检测装置包括第一相机和位于第一相机下方的光源切换装置,所述光源切换装置包括第一旋转装置、连接在第一旋转装置上的若干个第一光源和设置在第一旋转装置和第一光源之间的旋转停止机构,所述旋转停止机构用于控制旋转角度;
所述相机旋转检测区用于对产品的侧面及曲面进行检测,包括第二移载装置和位于第二移载装置上方的第二检测装置,所述第二检测装置包括第二旋转装置、连接在第二旋转装置上的第二光源、和若干个设置在第二旋转装置和第二光源之间的第二相机,若干个所述第二相机均与水平面成夹角;所述产品翻转区用于对产品进行翻转;包括产品翻转装置和位于产品翻转装置下方的翻转载具,所述产品翻转装置包括第三移载装置、位于第三移载装置上的第三旋转装置和位于第三旋转装置上的第四取料机构。
7.优选地,所述产品上料装置包括上料站和暂存站,所述上料站用于提供产品,所述暂存站用于暂存在光源切换检测区中检测完的产品;所述上料站和暂存站均包括料盘固定座和位于料盘固定座上的料盘固定机构,所述料盘固定座用于放置料盘,所述料盘固定机构用于对料盘固定座上的料盘进行固定。
8.优选地,所述料盘固定机构包括设置在所述料盘两侧并互相垂直的两个第一限位块和设置在所述料盘另外两侧的两个限位机构,所述限位机构包括限位气缸和设置在限位气缸输出端上的第二限位块,所述限位气缸带动所述第二限位块向靠近或远离料盘的方向移动。
9.优选地,所述料盘固定座上设置有限位槽,所述限位槽的位置与第二限位块的位置对应,所述第二限位块位于所述限位槽的内并在所述限位槽中移动。
10.优选地,所述第一机械手包括第一驱动部、第一移动部和位于第一移动部上的第一取料装置,所述第一取料装置包括第三支撑板和分别连接在第三支撑板两侧的第一取料机构和第二取料机构,所述第一取料机构和/或第二取料机构的高度可调节;所述第一取料机构和/或第二取料机构能够根据产品的实际高度对吸嘴的高度进行调节,能够兼容多种形状的产品;第一取料机构和第二取料机构可以同时吸取同一装置中的产品,也可以先后吸取不同装置中的产品;当先后吸取不同装置的产品时,第一取料机构和/或第二取料机构的高度可调节以避免影响彼此。
11.优选地,所述第二机械手包括第二驱动部、第二活动部和连接在第二活动部上的第二取料装置,所述第二取料装置包括第四支撑板和固定连接在第四支撑板上的第三取料机构。
12.优选地,所述第一取料机构、第二取料机构、第三取料机构和第四取料机构上均设置有若干个并列设置的吸嘴,相邻两个所述吸嘴之间的距离相同;所述第一取料机构、第二取料机构、第三取料机构和第四取料机构内的吸嘴的数量均相同。
13.优选地,所述第一取料机构和/或第二取料机构与所述第三支撑板之间设置有滑动装置以调节第一取料机构和/或第二取料机构的高度,所述滑动装置与水平面垂直,所述滑动装置包括第一滑轨、设置在第一滑轨上的第一滑块,所述吸嘴设置在第一滑块上,所述第一滑块在第一滑轨上的滑行方向与水平面垂直。
14.优选地,所述第一移载装置包括第一滑动机构和位于第一滑动机构上的第一载具座,所述第一载具座带动产品在所述第一检测装置的下方向靠近或远离所述光源切换装置的方向移动;所述第二移载装置包括第二滑动机构和位于第二滑动机构上的第二载具座,所述第二载具座带动产品在所述第二检测装置的下方向靠近或远离所述第二旋转装置的方向
移动。
15.优选地,所述第一载具座包括载具支架和若干个产品夹取位,每个所述产品夹取位的两侧均设置有第一夹取块和第二夹取块,所述第一夹取块和第二夹取块均向靠近或远离对方的方向移动。
16.所述载具支架上设置有第二滑轨和第三滑轨,所述第二滑轨和第三滑轨设置在所述产品夹取位未设置有第一夹取块和第二夹取块的两侧,所述第一夹取块连接在第二滑轨上,所述第二夹取块连接在第三滑轨上。
17.优选地,所述第一载具座、第二载具座和翻转载具上能够放置的产品的数量相同,所述第一载具座上能够放置的产品的数量与第一取料机构中吸嘴的数量相同,即第一载具座中产品夹取位的数量与所述第一取料机构中吸嘴的数量相同。
18.优选地,所述第一载具座、第二载具座和翻转载具的结构相同。
19.优选地,所述第一检测装置还包括第一检测支架,所述第一相机和第一旋转装置均固定连接在第一检测支架上,当所述第一相机、第一光源和产品位于同一垂直线上,第一相机对产品进行拍照。
20.上文中,将第一相机所在处设置为第一检测工位,将第一滑动机构中远离所述第一检测装置的一端设为第一上料工位,检测过程中,先将第一载具座带动产品移动至第一检测工位,启动第一旋转装置依次将第一光源旋转至第一检测工位并通过第一相机对产品进行拍照,当所有第一光源均拍摄完毕后,即第一旋转装置带动第一光源旋转360
°
后,旋转停止机构限制第一旋转装置继续旋转。
21.优选地,所述第一旋转装置与第一光源之间设置有第一支撑板,所述第一旋转装置包括第一旋转驱动机构和第一转轴,所述第一支撑板与所述第一转轴连接,若干个所述第一光源均匀分布在所述第一支撑板的下方。
22.优选地,所述第一支撑板上设置有若干个光线穿透孔,所述光线穿透孔的数量及位置与所述第一光源的数量及位置对应。
23.优选地,所述光源切换装置中每个第一光源的种类不同,相邻两个所述第一光源与第一转轴的中心点的连线形成夹角,且夹角的角度相同;所述第一光源包括环形光源、背光源、条形光源、同轴光源、球积分光源、碗状光源、点光源、线形光源、对位光源、面光源。
24.优选地,所述光源切换装置中第一光源的数量为4个,相邻两个所述第一光源与第一转轴的中心点的连线形成的夹角的角度均为90
°
。
25.优选地,4个所述第一光源分别为:环形光源、碗状光源和发光颜色不同的两个同轴光源。
26.优选地,所述旋转停止机构包括位于第一旋转装置上的第一停止块和位于所述第一支撑板上的第二停止块;所述第一停止块靠近所述第二停止块处设置有停止块凹槽,所述停止块凹槽内设置有第三限位块和第四限位块,所述第三限位块和第四限位块均与所述停止块凹槽转动连接。
27.优选地,所述第二停止块靠近所述第一停止块处设置有第一凸起部和第二凸起部,所述第一凸起部的位置与所述第三限位块的位置相对应,所述第二凸起部的位置与所述第四限位块的位置相对应,所述第一凸起部和第二凸起部限制所述第三限位块和第四限
位块的运动。
28.优选地,所述第二停止块与所述第一支撑板之间通过螺栓连接,所述第一凸起部为其中一个与第三限位块处于同一直线上的螺栓,所述第二凸起部为其中一个与第四限位块处于同一直线上的螺栓。
29.优选地,所述第一凸起部高于处于竖直状态时的第三限位块与第二停止块之间的间距,低于处于转动极限时的第三限位块与第二停止块之间的间距;所述第二凸起部的高度与所述第一凸起部的高度相同。
30.优选地,所述第三限位块和所述第四限位块不在同一直线上,所述第三限位块和所述第四限位块均为凸轮块且结构和大小均相同,所述第三限位块位于所述停止块凹槽内的部分的两侧均为竖直平面;所述第三限位块位于所述限位槽外的部分中,靠近彼此的一侧为竖直平面,远离第四限位块的一侧及靠近所述第二停止块的一侧为连贯的曲面。
31.优选地,所述停止块凹槽的长度与所述第三限位块远离所述第四限位块的一侧至第四限位块远离所述第三限位块的一侧之间的距离相同。
32.上文中,由于第三限位块和第四限位块位于所述停止块凹槽内的部分的两侧均为竖直平面,所以所述第三限位块和第四限位块均只能向靠近对方的方向转动。
33.上文中,所述第三限位块和第四限位块与所述第一转轴中心点的连线形成的夹角的角度为1
°
~10
°
,更优选地为1
°
~5
°
;最优选的为1
°
~3
°
。
34.上文中,所述旋转停止机构的使用方式为:当所述第一旋转装置的旋转方向与第三限位块的旋转方向相同时,所述第一旋转装置旋转的起点为第四限位块靠近所述第三限位块的一侧的竖直平面与第二凸起部接触,此时,第三限位块向第四限位块的方向旋转了一定角度且与第一凸起部接触;当所述第一旋转装置沿第三限位块的旋转方向转动至第四限位块的曲面与第二凸起部接触时,第一旋转装置继续转动,此时,第四限位块向第三限位块的方向旋转,且转动过程中曲面一直与第二凸起部接触,直至第三限位块靠近所述第四限位块的一侧的竖直平面与第一凸起部接触,此时,第四限位块向第三限位块的方向旋转了一定角度且与第二凸起部接触,而第一旋转装置无法沿该方向继续旋转,以达到控制旋转角度的目的;若需继续让第一旋转装置转动则需沿与第四限位块的旋转方向相同的方向转动,以避免转动角度无法控制而导致同一第一光源重复测试的问题。
35.优选地,所述第二检测装置还包括第二检测支架,所述第二旋转装置固定连接在第二检测支架上。
36.优选地,所述第二旋转装置与第二相机之间设置有第二支撑板,所述第二旋转装置包括第二旋转驱动机构和第二转轴,所述第二支撑板与所述第二转轴连接,若干个所述第二相机均匀分布在所述第二支撑板的下方。
37.优选地,每个所述第二相机与所述第二支撑板之间均设置有调节装置,所述调节装置包括角度调节机构和/或距离调节机构,所述角度调节机构用于调节所述第二相机与水平面之间夹角的角度,所述距离调节机构用于调节所述第二相机与第二光源之间的距离。
38.优选地,所述第二相机的数量为2个,2个所述第二相机相对于第二转轴呈对称放置。
39.优选地,所述第二相机与水平面之间的夹角为15
°
~75
°
,更优选地为30
°
~60
°
,最优
选地为45
°
。
40.优选地,所述第二检测装置中第二光源为环形光源。
41.优选地,所述第二光源与所述第二支撑板之间通过支撑杆固定连接。
42.上文中,将第二检测装置中的第二光源所在处设置为第二检测工位,将第二滑动机构中远离所述第二检测装置的一端设为第二上料工位,检测过程中,先将第二载具座带动产品移动至第二检测工位,启动调节装置对第二相机的位置和/或角度进行调整,第二旋转装置带动第二相机旋转,旋转过程中第二相机对产品进行拍照,当第二旋转装置旋转360
°
后,第二相机停止拍摄,检测完毕。
43.优选地,所述第一检测装置和所述第二检测装置中均设置有位置传感器,所述位置传感器用于检测旋转的角度。
44.优选地,所述第一滑动机构上设置有第一产品到位感应器,所述第一产品到位感应器用于检测产品是否到达第一检测工位和第一上料工位;所述第二滑动机构上设置有第二产品到位感应器,所述第二产品到位感应器用于检测产品是否到达第二检测工位和第二上料工位。本技术还要求保护一种检测方法,采用如上文所述的检测装置,具体包括以下步骤:s1、将放置有产品的料盘置于产品上料装置中;s2、通过第一机械手将产品移动至光源切换检测区中的第一移载装置中,第一移载装置将产品移动至第一检测装置中第一相机的下方;s3、第一旋转装置带动所述光源切换装置中的第一光源转动,并通过第一相机对产品进行拍照;s4、重复步骤s3,直至光源切换装置中所有的第一光源均拍摄完毕,所述旋转停止机构限制第一旋转装置继续旋转;此时第一旋转装置带动第一光源旋转了360
°
;s5、第一机械手将检测完的产品移动至产品翻转区中的翻转载具中,第二机械手将翻转载具中的产品移动至第二移载装置中,第二移载装置将产品移动至第二检测装置中第二光源的下方;s6、第二旋转装置带动第二相机转动,旋转过程中第二相机对产品进行拍照,当第二旋转装置旋转360
°
后,第二相机停止拍摄;s7、第二移载装置将产品移动至远离第二检测装置处,若产品的正反面均已完成检测则跳转至步骤s9,若产品只有一面完成检测则跳转至步骤s8;s8、第二机械手将第二移载装置中的产品移动至翻转载具中,产品翻转装置将产品翻转180
°
后放置在翻转载具中,重复步骤s5~s6,完成后跳转至步骤s9;s9、第二移载装置将产品移动至远离第二检测装置处,第二机械手将产品移动至产品下料装置中。
45.上文中,步骤s5可替换为:s51、在所述暂存站中的料盘固定座中放置料盘,并通过料盘固定机构对料盘进行固定;s52、判断翻转载具中是否有产品,若有则跳转至步骤s53,若无则判断第二检测装置中产品的正反面是否均已完成检测,则是跳转至步骤s54,若否则跳转至步骤s53;
s53、第一机械手将检测完的产品移动至暂存站的料盘中等待,直至翻转载具中无产品且第二检测装置中产品的正反面均完成检测,跳转至步骤s54;s54、第一机械手将检测完的产品移动至产品翻转区中的翻转载具中,第二机械手将翻转载具中的产品移动至第二移载装置中,第二移载装置将产品移动至第二检测装置中第二光源的下方。
46.由于上述技术方案运用,本发明与现有技术相比具有下列优点:1.本发明通过第一旋转装置控制第一光源转动,能够实现对同一产品切换光源检测,能够解决现有技术中存在的缺陷检测不到位的问题,提升检测精度;然而这会出现新的问题:第一旋转装置转动过程中转动的角度较难控制容易出现第一光源重复检测的情况,对此,本发明通过旋转停止机构对旋转角度进行控制,确保产品在所有第一光源的照射下进行了检测的同时光源不重复;2.本发明通过第二旋转装置控制第二相机转动并通过翻转装置对产品进行翻转,能够对产品的侧面及曲面进行检测,扩大检测范围,实现全方位检测,并能够对第二相机的位置进行调整,能够适应多种产品;3.本发明通过暂存站能够根据相机旋转检测区和产品翻转区的情况调整第一机械手的移动路径,缓解了相机旋转检测区和产品翻转区的工作压力,使得整体工作流程更为顺畅,无需人工操作,自动化程度高,工作效率高。
附图说明
47.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单的介绍,显而易见地,下面描述中的一些附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
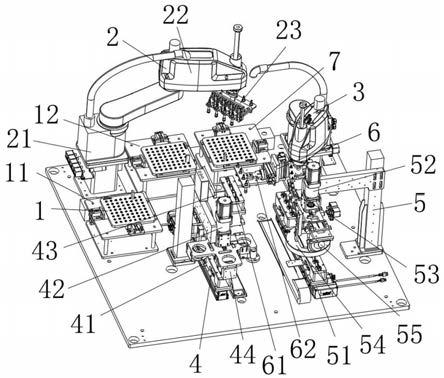
48.图1为本发明实施例一中的整体结构示意图;图2为本发明实施例一中的上料站的结构示意图;图3为本发明实施例一中的第一取料装置的结构示意图;图4为发明实施例一中的光源切换检测区的结构示意图;图5为本发明实施例一中的第一载具座的结构示意图;图6为本发明实施例一中的旋转停止机构的结构示意图;图7为本发明实施例一中的第一停止块的剖视图;图8为本发明实施例一中的相机旋转检测区的结构示意图;图9为本发明实施例一中的产品翻转装置的结构示意图。
49.其中,1、产品上料装置;2、第一机械手;3、第二机械手;4、光源切换检测区;5、相机旋转检测区;6、产品翻转区;7、产品下料装置;11、上料站;12、暂存站;13、料盘固定座;14、第一限位块;15、限位机构;16、限位气缸;17、第二限位块;18、限位槽;21、第一驱动部;22、第一移动部;23、第一取料装置;24、第一取料机构;25、第二取料机构;26、吸嘴;27、滑动装置;28、第三支撑板;41、第一移载装置;42、第一检测装置;43、第一相机;44、光源切换装置;45、第一旋
转装置;46、第一光源;47、旋转停止机构;48、第一检测支架;49、第一支撑板;411、第一滑动机构;412、第一载具座;413、载具支架;414、产品夹取位;415、第一夹取块;416、第二夹取块;417、第二滑轨;418、第三滑轨;451、第一旋转驱动机构;452、第一转轴;453、光线穿透孔;471、第一停止块;472、第二停止块;473、停止块凹槽;474、第三限位块;475、第四限位块;476、第一凸起部;477、第二凸起部;51、第二移载装置;52、第二检测装置;53、第二旋转装置;54、第二光源;55、第二相机;56、第二检测支架;57、第二支撑板;58、支撑杆;59、调节装置;511、第二滑动机构;512、第二载具座;531、第二旋转驱动机构;532、第二转轴;61、产品翻转装置;62、翻转载具;63、第三移载装置;64、第三旋转装置;65、第四取料机构。
具体实施方式
50.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
51.实施例一如图1所述,本实施例涉及一种多光源、多相机自动切换的检测设备,包括产品上料装置1、移料装置、光源切换检测区4、相机旋转检测区5、产品翻转区6和产品下料装置7;所述移料装置包括第一机械手2和第二机械手3,所述第一机械手2用于将产品在产品上料装置1、光源切换检测区4和产品翻转区6之间移动;所述第二机械手3用于将产品在产品翻转区6、相机旋转检测区5和产品下料装置7之间移动;所述光源切换检测区4用于对产品自动切换光源进行检测;包括第一移载装置41和位于第一移载装置41上方的第一检测装置42,所述第一检测装置42包括第一相机43和位于第一相机43下方的光源切换装置44;所述相机旋转检测区5用于对产品的侧面及曲面进行检测,包括第二移载装置51和位于第二移载装置51上方的第二检测装置52,所述第二检测装置52包括第二旋转装置53、连接在第二旋转装置53上的第二光源54、和若干个设置在第二旋转装置53和第二光源54之间的第二相机55,若干个所述第二相机55均与水平面成夹角;所述产品翻转区6用于对产品进行翻转;包括产品翻转装置61和位于产品翻转装置61下方的翻转载具62。
52.进一步的,所述第一机械手2包括第一驱动部21、第一移动部22和位于第一移动部22上的第一取料装置23。
53.进一步的,所述产品上料装置1包括上料站11和暂存站12,所述上料站11用于提供产品,所述暂存站12用于暂存在光源切换检测区4中检测完的产品。
54.如图2所示,所述上料站11和暂存站12均包括料盘固定座13和位于料盘固定座13上的料盘固定机构,所述料盘固定座13用于放置料盘,所述料盘固定机构用于对料盘固定座13上的料盘进行固定。
55.进一步的,所述料盘固定机构包括设置在所述料盘两侧并互相垂直的两个第一限位块14和设置在所述料盘另外两侧的两个限位机构15,所述限位机构15包括限位气缸16和设置在限位气缸16输出端上的第二限位块17,所述限位气缸16带动所述第二限位块17向靠近或远离料盘的方向移动。
56.进一步的,所述料盘固定座13上设置有限位槽18,所述限位槽18的位置与第二限位块17的位置对应,所述第二限位块17位于所述限位槽18的内并在所述限位槽18中移动。
57.如图3所示,所述第一取料装置23包括第三支撑板28和分别连接在第三支撑板28两侧的第一取料机构24和第二取料机构25。
58.本实施例中,所述第一取料机构24的高度可调节,所述第一取料机构24能够根据产品的实际高度对吸嘴26的高度进行调节,能够兼容多种形状的产品;第一取料机构24和第二取料机构25可以同时吸取同一装置中的产品,也可以先后吸取不同装置中的产品;当先后吸取不同装置的产品时,第一取料机构24的高度可调节以避免影响彼此。
59.进一步的,所述第一取料机构24与所述第三支撑板28之间设置有滑动装置27以调节所述第一取料机构24的高度,所述滑动装置27与水平面垂直,所述滑动装置27包括第一滑轨、设置在第一滑轨上的第一滑块,所述吸嘴26设置在第一滑块上,所述第一滑块在第一滑轨上的滑行方向与水平面垂直。
60.在其他优选实施例中,所述第二取料机构25的高度可调节;所述第二取料机构25能够根据产品的实际高度对吸嘴26的高度进行调节,即所述第二取料机构25与所述第三支撑板28之间设置有滑动装置27。
61.在其他优选实施例中,所述第一取料机构24和第二取料机构25的高度均可独立调节,即所述第一取料机构24和第二取料机构25与所述第三支撑板28之间均设置有滑动装置27以调节所述第一取料机构24和第二取料机构25的高度。
62.进一步的,所述第二机械手3包括第二驱动部、第二活动部和连接在第二活动部上的第二取料装置,所述第二取料装置包括第四支撑板和固定连接在第四支撑板上的第三取料机构。
63.进一步的,所述第一取料机构24、第二取料机构25、第三取料机构和第四取料机构65上均设置有若干个并列设置的吸嘴26,相邻两个所述吸嘴26之间的距离相同;所述第一取料机构24、第二取料机构25、第三取料机构和第四取料机构65内的吸嘴26的数量均相同。
64.如图4-5所示,所述第一移载装置41包括第一滑动机构411和位于第一滑动机构411上的第一载具座412,所述第一载具座412带动产品在所述第一检测装置42的下方向靠近或远离所述光源切换装置44的方向移动。
65.进一步的,所述第一载具座412包括载具支架413和若干个产品夹取位414,每个所述产品夹取位414的两侧均设置有第一夹取块415和第二夹取块416,所述第一夹取块415和第二夹取块416均向靠近或远离对方的方向移动。
66.所述载具支架413上设置有第二滑轨417和第三滑轨418,所述第二滑轨417和第三滑轨418设置在所述产品夹取位414未设置有第一夹取块415和第二夹取块416的两侧,所述第一夹取块415连接在第二滑轨417上,所述第二夹取块416连接在第三滑轨418上。
67.进一步的,所述光源切换装置44包括第一旋转装置45、连接在第一旋转装置45上的若干个第一光源46和设置在第一旋转装置45和第一光源46之间的旋转停止机构47,所述
旋转停止机构47用于控制旋转角度。
68.进一步的,所述第一检测装置42还包括第一检测支架48,所述第一相机43和第一旋转装置45均固定连接在第一检测支架48上,当所述第一相机43、第一光源46和产品位于同一垂直线上,第一相机43对产品进行拍照。
69.上文中,将第一相机43所在处设置为第一检测工位,将第一滑动机构411中远离所述第一检测装置42的一端设为第一上料工位,检测过程中,先将第一载具座412带动产品移动至第一检测工位,启动第一旋转装置45依次将第一光源46旋转至第一检测工位并通过第一相机43对产品进行拍照,当所有第一光源46均拍摄完毕后,即第一旋转装置45带动第一光源46旋转360
°
后,旋转停止机构47限制第一旋转装置45继续旋转。
70.进一步的,所述第一旋转装置45与第一光源46之间设置有第一支撑板49,所述第一旋转装置45包括第一旋转驱动机构451和第一转轴452,所述第一支撑板49与所述第一转轴452连接,若干个所述第一光源46均匀分布在所述第一支撑板49的下方。
71.进一步的,所述第一支撑板49上设置有若干个光线穿透孔453,所述光线穿透孔453的数量及位置与所述第一光源46的数量及位置对应。
72.进一步的,所述光源切换装置44中每个第一光源46的种类不同,相邻两个所述第一光源46与第一转轴452的中心点的连线形成夹角,且夹角的角度相同;所述第一光源46包括环形光源、背光源、条形光源、同轴光源、球积分光源、碗状光源、点光源、线形光源、对位光源、面光源。
73.进一步的,所述光源切换装置44中第一光源46的数量为4个,相邻两个所述第一光源46与第一转轴452的中心点的连线形成的夹角的角度均为90
°
。
74.进一步的,4个所述第一光源46分别为:环形光源、碗状光源和发光颜色不同的两个同轴光源。
75.如图6-图7所示,所述旋转停止机构47包括位于第一旋转装置45上的第一停止块471和位于所述第一支撑板49上的第二停止块472;所述第一停止块471靠近所述第二停止块472处设置有停止块凹槽473,所述停止块凹槽473内设置有第三限位块474和第四限位块475,所述第三限位块474和第四限位块475均与所述停止块凹槽473转动连接。
76.进一步的,所述第二停止块472靠近所述第一停止块471处设置有第一凸起部476和第二凸起部477,所述第一凸起部476的位置与所述第三限位块474的位置相对应,所述第二凸起部477的位置与所述第四限位块475的位置相对应,所述第一凸起部476和第二凸起部477限制所述第三限位块474和第四限位块475的运动。
77.进一步的,所述第二停止块472与所述第一支撑板49之间通过螺栓连接,所述第一凸起部476为其中一个与第三限位块474处于同一直线上的螺栓,所述第二凸起部477为其中一个与第四限位块475处于同一直线上的螺栓。
78.进一步的,所述第一凸起部476高于处于竖直状态时的第三限位块474与第二停止块472之间的间距,低于处于转动极限时第三限位块474与第二停止块472之间的间距;所述第二凸起部477的高度与所述第一凸起部476的高度相同。
79.进一步的,所述第三限位块474和所述第四限位块475不在同一直线上,所述第三限位块474和所述第四限位块475均为凸轮块且结构和大小均相同,所述第三限位块474位
于所述停止块凹槽473内的部分的两侧均为竖直平面;所述第三限位块474位于所述限位槽18外的部分中,靠近彼此的一侧为竖直平面,远离第四限位块475的一侧及靠近所述第二停止块472的一侧为连贯的曲面。
80.进一步的,所述停止块凹槽473的长度与所述第三限位块474远离所述第四限位块475的一侧至第四限位块475远离所述第三限位块474的一侧之间的距离相同。
81.上文中,由于第三限位块474和第四限位块475位于所述停止块凹槽473内的部分的两侧均为竖直平面,所以所述第三限位块474和第四限位块475均只能向靠近对方的方向转动。
82.本实施例中,所述第三限位块474和第四限位块475与所述第一转轴452中心点的连线形成的夹角的角度为1
°
~10
°
。
83.在其他优选实施例中,所述第三限位块474和第四限位块475与所述第一转轴452中心点的连线形成的夹角的角度为1
°
~5
°
。
84.在其他优选实施例中,所述第三限位块474和第四限位块475与所述第一转轴452中心点的连线形成的夹角的角度为1
°
~3
°
。
85.上文中,所述旋转停止机构47的使用方式为:当所述第一旋转装置45的旋转方向与第三限位块474的旋转方向相同时,所述第一旋转装置45旋转的起点为第四限位块475靠近所述第三限位块474的一侧的竖直平面与第二凸起部477接触,此时,第三限位块474向第四限位块475的方向旋转了一定角度且与第一凸起部476接触;当所述第一旋转装置45沿第三限位块474的旋转方向转动至第四限位块475的曲面与第二凸起部477接触时,第一旋转装置45继续转动,此时,第四限位块475向第三限位块474的方向旋转,且转动过程中曲面一直与第二凸起部477接触,直至第三限位块474靠近所述第四限位块475的一侧的竖直平面与第一凸起部476接触,此时,第四限位块475向第三限位块474的方向旋转了一定角度且与第二凸起部477接触,而第一旋转装置45无法沿该方向继续旋转,以达到控制旋转角度的目的;若需继续让第一旋转装置45转动则需沿与第四限位块475的旋转方向相同的方向转动,以避免转动角度无法控制而导致同一第一光源46重复测试的问题。
86.如图8所示,所述第二移载装置51包括第二滑动机构511和位于第二滑动机构511上的第二载具座512,所述第二载具座512带动产品在所述第二检测装置52的下方向靠近或远离所述第二旋转装置53的方向移动。
87.进一步的,所述第一载具座412、第二载具座512和翻转载具62上能够放置的产品的数量相同,所述第一载具座412上能够放置的产品的数量与第一取料机构24中吸嘴26的数量相同,即第一载具座412中产品夹取位414的数量与所述第一取料机构24中吸嘴26的数量相同。
88.进一步的,所述第一载具座412、第二载具座512和翻转载具62的结构相同。
89.进一步的,所述第二检测装置52还包括第二检测支架56,所述第二旋转装置53固定连接在第二检测支架56上。
90.进一步的,所述第二旋转装置53与第二相机55之间设置有第二支撑板57,所述第二旋转装置53包括第二旋转驱动机构531和第二转轴532,所述第二支撑板57与所述第二转轴532连接,若干个所述第二相机55均匀分布在所述第二支撑板57的下方。
91.进一步的,每个所述第二相机55与所述第二支撑板57之间均设置有调节装置59。
92.本实施例中所述调节装置59包括距离调节机构,所述距离调节机构用于调节所述第二相机55与第二光源54之间的距离。
93.在其他优选实施例中,所述调节装置59包括角度调节机构,所述角度调节机构用于调节所述第二相机55与水平面之间夹角的角度。
94.在其他优选实施例中,所述调节装置59包括角度调节装置59和距离调节装置59。
95.进一步的,所述第二相机55的数量为2个,2个所述第二相机55相对于第二转轴532呈对称放置。
96.进一步的,所述第二相机55与水平面之间的夹角为15
°
~75
°
,更进一步的为30
°
~60
°
,最进一步的为45
°
。
97.进一步的,所述第二检测装置52中第二光源54为环形光源。
98.进一步的,所述第二光源54与所述第二支撑板57之间通过支撑杆58固定连接。
99.上文中,将第二检测装置52中的第二光源54所在处设置为第二检测工位,将第二滑动机构511中远离所述第二检测装置52的一端设为第二上料工位,检测过程中,先将第二载具座512带动产品移动至第二检测工位,启动调节装置59对第二相机55的位置和/或角度进行调整,第二旋转装置53带动第二相机55旋转,旋转过程中第二相机55对产品进行拍照,当第二旋转装置53旋转360
°
后,第二相机55停止拍摄,检测完毕。
100.进一步的,所述第一检测装置42和所述第二检测装置52中均设置有位置传感器,所述位置传感器用于检测旋转的角度。
101.进一步的,所述第一滑动机构411上设置有第一产品到位感应器,所述第一产品到位感应器用于检测产品是否到达第一检测工位和第一上料工位;所述第二滑动机构511上设置有第二产品到位感应器,所述第二产品到位感应器用于检测产品是否到达第二检测工位和第二上料工位。
102.如图9所示,所述产品翻转装置61包括第三移载装置63、位于第三移载装置63上的第三旋转装置64和位于第三旋转装置64上的第四取料机构65。
103.进一步的,所述第三移载装置63包括横向移载机构和连接在横向移载机构输出端上的纵向移载机构。
104.实施例二本实施例是在上述实施例一的基础上进行的,与上述实施例一相同之处不予赘述。
105.本实施例涉及一种检测方法,采用如实施例一所述的检测装置,具体包括以下步骤:s1、将放置有产品的料盘置于产品上料装置1中;s2、通过第一机械手2将产品移动至光源切换检测区4中的第一移载装置41中,第一移载装置41将产品移动至第一检测装置42中第一相机43的下方;s3、第一旋转装置45带动所述光源切换装置44中的第一光源46转动,并通过第一相机43对产品进行拍照;s4、重复步骤s3,直至光源切换装置44中所有的第一光源46均拍摄完毕,所述旋转停止机构47限制第一旋转装置45继续旋转;此时第一旋转装置45带动第一光源46旋转了360
°
;
s5、第一机械手2将检测完的产品移动至产品翻转区6中的翻转载具62中,第二机械手3将翻转载具62中的产品移动至第二移载装置51中,第二移载装置51将产品移动至第二检测装置52中第二光源54的下方;s6、第二旋转装置53带动第二相机55转动,旋转过程中第二相机55对产品进行拍照,当第二旋转装置53旋转360
°
后,第二相机55停止拍摄;s7、第二移载装置51将产品移动至远离第二检测装置52处,若产品的正反面均已完成检测则跳转至步骤s9,若产品只有一面完成检测则跳转至步骤s8;s8、第二机械手3将第二移载装置51中的产品移动至翻转载具62中,产品翻转装置61将产品翻转180
°
后放置在翻转载具62中,重复步骤s5~s6,完成后跳转至步骤s9;s9、第二移载装置51将产品移动至远离第二检测装置52处,第二机械手3将产品移动至产品下料装置7中。
106.上文中,步骤s5可替换为:s51、在所述暂存站12中的料盘固定座13中放置料盘,并通过料盘固定机构对料盘进行固定;s52、判断翻转载具62中是否有产品,若有则跳转至步骤s53,若无则判断第二检测装置52中产品的正反面是否均已完成检测,则是跳转至步骤s54,若否则跳转至步骤s53;s53、第一机械手2将检测完的产品移动至暂存站12的料盘中等待,直至翻转载具62中无产品且第二检测装置52中产品的正反面均完成检测,跳转至步骤s54;s54、第一机械手2将检测完的产品移动至产品翻转区6中的翻转载具62中,第二机械手3将翻转载具62中的产品移动至第二移载装置51中,第二移载装置51将产品移动至第二检测装置52中第二光源54的下方。
107.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1