一种聚乙烯管道热熔焊接接头质量评价方法及系统与流程
本发明属于油气输送用管道无损检测质量分级及评价,涉及一种聚乙烯管道热熔焊接接头质量评价方法及系统。
背景技术:
1、聚乙烯(pe)管因其具有耐腐蚀、寿命长、性能稳定、流体阻力小、环境亲和力强、柔韧性好易于敷设和造价低焊接性能好易安装等等优点,已经广泛应用于各类油气的输送。油气输送用聚乙烯管道一旦泄漏,后果非常严重,因此管道焊接质量是保证其安全性能的关键因素。油气输送用钢制管道早已建立了完整的焊接质量检测、分级及评价体系。但目前油气输送用聚乙烯管道的无损检测方法和质量分级及评价方面缺乏合适、系统的标准规范,由于聚乙烯管道和金属管道材质、理化性能、焊接方式等方面的巨大差异,金属管道焊接接头质量分级方法完全不适用于聚乙烯管道。现有技术中存在一些聚乙烯管道热熔焊接接头的检测方法,但现有的方法对焊接接头内部缺陷的分级仅考虑了圆形缺陷和条形缺陷,未考虑冷焊等聚乙烯管道特有的、对聚乙烯管道安全性能影响更大的缺陷类型。因此无法对聚乙烯管道焊接质量进行有效管控,极大地限制了聚乙烯管道其在实际工作中的安全应用。
技术实现思路
1、针对现有技术中存在的问题,本发明提供一种聚乙烯管道热熔焊接接头质量评价方法及系统,从而建立了完善的聚乙烯管道热熔焊接质量安全管控技术,确保了聚乙烯管道的安全应用。
2、本发明是通过以下技术方案来实现:
3、一种聚乙烯管道热熔焊接接头质量评价方法,包括以下步骤:
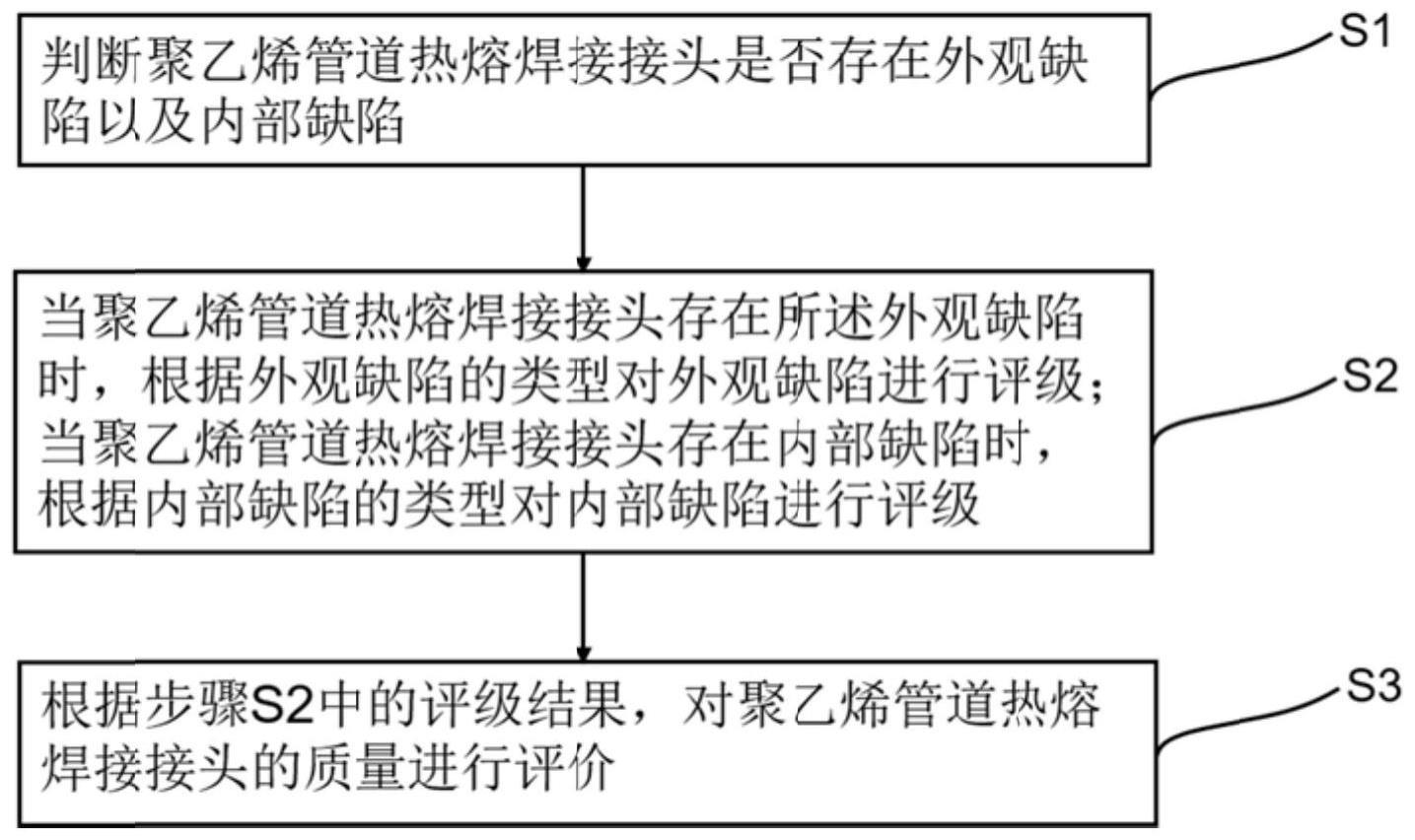
4、s1:判断待评价的聚乙烯管道热熔焊接接头是否存在外观缺陷和内部缺陷;
5、所述外观缺陷的类型包括裂纹缺陷、凹槽缺陷、错边缺陷、斜接缺陷、伸展或收缩缺陷、焊缝形状缺陷、卷边缺陷以及焊面缺陷;
6、所述内部缺陷的类型冷焊缺陷、未熔合缺陷、夹杂缺陷以及孔洞缺陷;
7、s2:当所述待评价的聚乙烯管道热熔焊接接头存在所述外观缺陷时,根据所述外观缺陷的类型对所述外观缺陷进行评级;当所述聚乙烯管道热熔焊接接头存在所述内部缺陷时,根据所述内部缺陷的类型对所述内部缺陷进行评级;
8、s3:根据步骤s2中的评级结果,对所述待评价的聚乙烯管道热熔焊接接头的质量进行评价。
9、优选的,所述裂纹缺陷包括裂纹c级;所述裂纹c级为所述聚乙烯管道的表面或者热熔焊接接头的表面观察到裂纹;
10、所述凹槽缺陷包括凹槽a级、凹槽b级和凹槽c级;
11、所述凹槽a级为所述聚乙烯管道上或热熔焊接接头上的凹槽深度小于聚乙烯管道外径的0.1倍;
12、所述凹槽b级为所述凹槽深度大于聚乙烯管道外径的0.1倍且小于聚乙烯管道外径的0.3倍;
13、所述凹槽c级为所述凹槽深度大于聚乙烯管道外径的0.3倍;
14、所述错边缺陷包括错边a级、错边b级和错边c级;
15、所述错边a级为热熔焊接接头连接的两根聚乙烯管道外壁之间的差值不大于聚乙烯管道壁厚的5%;
16、所述错边b级为热熔焊接接头连接的两根聚乙烯管道外壁之间的差值大于聚乙烯管道壁厚的5%,且不大于聚乙烯管道壁厚的10%;
17、所述错边c级为热熔焊接接头连接的两根聚乙烯管道外壁之间的差值大于聚乙烯管道壁厚的10%;
18、所述斜接缺陷包括斜接a级、斜接b级和斜接c级;
19、所述斜接a级为热熔焊接接头连接的两根聚乙烯管道轴线之间的夹角小于1.0°;
20、所述斜接b级为热熔焊接接头连接的两根聚乙烯管道轴线之间的夹角为1.0°~2.0°;
21、所述斜接c级为热熔焊接接头连接的两根聚乙烯管道轴线之间的夹角大于2.0°;
22、所述伸展或收缩缺陷包括伸展或收缩c级;所述伸展或收缩c级为所述热熔焊接接头处观察到伸展或收缩缺陷;
23、所述焊缝形状缺陷包括焊缝形状c级;所述焊缝形状c级为卷边的外表面存在非圆弧的过渡面。
24、优选的,所述卷边缺陷包括焊缝中心高度缺陷、卷边均匀度缺陷、卷边高度缺陷以及卷边宽度缺陷。
25、优选的,所述焊缝中心高度缺陷包括焊缝中心高度a级和焊缝中心高度c级;
26、所述焊缝中心高度a级为焊缝上的任意一点到聚乙烯管道中心轴的距离与聚乙烯管道半径之间的差值不小于0,反之为焊缝中心高度c级;
27、所述卷边均匀度缺陷包括卷边均匀度a级、卷边均匀度b级和卷边均匀度c级;
28、所述卷边均匀度a级为热熔焊接接头两侧卷边的宽度不一致,且较窄一侧的卷边宽度不小于较宽一侧卷边宽度的0.7倍;
29、所述卷边均匀度b级为较窄一侧的卷边宽度不小于较宽一侧卷边宽度的0.6倍,且小于较宽一侧卷边宽度的0.7倍;
30、所述卷边均匀度c级为较窄一侧的卷边宽度小于较宽一侧卷边宽度的0.6倍;
31、所述卷边高度缺陷包括卷边高度a级、卷边高度b级和卷边高度c级;
32、所述卷边高度a级为热熔焊接接头两侧卷边对称,且卷边的最高点到聚乙烯管道外壁的距离大于聚乙烯管道壁厚的0.2倍,且小于聚乙烯管道壁厚的0.25倍;
33、所述卷边高度b级为卷边的最高点到聚乙烯管道外壁的距离大于聚乙烯管道壁厚的0.18倍,且不大于聚乙烯管道壁厚的0.2倍,或最高点到聚乙烯管道外壁的距离不小于聚乙烯管道壁厚的0.25倍,且小于聚乙烯管道壁厚的0.28倍;
34、所述卷边高度c级为最高点到聚乙烯管道外壁的距离不大于聚乙烯管道壁厚的0.18倍,或不小于聚乙烯管道壁厚的0.28倍;
35、所述卷边宽度缺陷包括卷边高度a级、卷边宽度b级以及卷边宽度c级;
36、所述卷边宽度a级为卷边宽度大于聚乙烯管道外壁的0.35倍,且小于聚乙烯管道外壁的0.45倍;
37、所述卷边宽度b级为卷边宽度大于聚乙烯管道外壁的0.25倍,且不大于聚乙烯管道外壁的0.35倍,或卷边宽度不小于聚乙烯管道外壁的0.45倍,且小于聚乙烯管道外壁的0.55倍;
38、所述卷边宽度c级为卷边宽度不大于聚乙烯管道外壁的0.25倍或不小于聚乙烯管道外壁的0.55倍。
39、优选的,所述焊面缺陷包括焊面热损伤缺陷以及焊面气孔缺陷。
40、优选的,所述焊面热损伤缺陷包括焊面热损伤c级,所述焊面热损伤c级为焊面观察到热损伤;
41、所述焊面气孔缺陷包括焊面气孔c级,所述焊面气孔c级为当热熔焊接接头处的卷边被去除时,在焊接界面上观察到气孔。
42、优选的,所述冷焊缺陷包括冷焊缺陷c级,所述冷焊缺陷c级为在熔合区观察到未扩散的区域;
43、所述未熔合缺陷包括未熔合缺陷c级,所述未熔合缺陷c级为在熔合区观察到未熔合的区域。
44、优选的,所述夹杂缺陷包括夹杂a级、夹杂b级以及夹杂c级;
45、所述夹杂a级为热熔焊接接头中存在夹杂物,所述夹杂物在所述聚乙烯管道轴向方向的尺寸不大于聚乙烯管道壁厚的5%,且夹杂物在所述聚乙烯管道周向方向的尺寸不大于聚乙烯管道壁厚的10%;所述夹杂c级为夹杂物在所述聚乙烯管道轴向方向的尺寸不小于聚乙烯管道壁厚的10%,或夹杂物在所述聚乙烯管道周向方向的尺寸不小于聚乙烯管道壁厚的20%;否则为所述夹杂b级;
46、所述孔洞缺陷包括孔洞a级、孔洞b级以及孔洞c级;
47、所述孔洞a级为热熔焊接接头中存在孔洞,所述孔洞在所述聚乙烯管道轴向方向的尺寸不大于聚乙烯管道壁厚的5%,且孔洞在所述聚乙烯管道周向方向的尺寸不大于聚乙烯管道壁厚的10%;所述孔洞c级为孔洞在所述聚乙烯管道轴向方向的尺寸不小于聚乙烯管道壁厚的10%,或孔洞在所述聚乙烯管道周向方向的尺寸不小于聚乙烯管道壁厚的20%;否则为所述孔洞b级。
48、优选的,所述步骤s3中的评价结果为不合格、合格以及优秀中的一种;
49、当所述步骤s2的评级结果为情况一、情况二和情况三中的任意一种时,所述聚乙烯管道热熔焊接接头的质量评价结果为不合格;
50、所述情况一为:步骤s2的评级结果包括裂纹c级、凹槽c级、错边c级、斜接c级、伸展或收缩c级、焊缝形状c级、焊缝中心高度c级、卷边均匀度c级、卷边高度c级、卷边宽度c级、焊面热损伤缺陷c级以及焊面气孔c级中的至少一种,且包括冷焊缺陷c级、未熔合缺陷c级、夹杂c级和孔洞c级中的至少一种;
51、所述情况二为:步骤s2的评级结果包括凹槽b级、错边b级、斜接b级、卷边均匀度b级、卷边高度b级、卷边宽度b级中的至少一种,且包括夹杂b级和孔洞b级中的至少一种,且包括的缺陷数量超过三个;
52、所述情况三为:步骤s2的评级结果为沿聚乙烯管道周向任一四分之一的周长范围内夹杂b级和/或孔洞b级的数量超过两个;或在焊接接头内部夹杂b级和/或孔洞b级的数量超过六个;
53、当所述步骤s2的评级结果为凹槽a级、错边a级、斜接a级、焊缝中心高度a级、卷边均匀度a级、卷边高度a级、卷边宽度a级、夹杂a级或孔洞a级时,所述聚乙烯管道热熔焊接接头的质量评价结果为优秀;
54、否则,所述聚乙烯管道热熔焊接接头的质量评价结果为合格。
55、一种聚乙烯管道热熔焊接接头质量评价方法系统,包括:
56、缺陷获取模块:用于获取聚乙烯管道热熔焊接接头存在的外观缺陷以及内部缺陷;
57、缺陷评级模块:用于根据缺陷的类型对所述缺陷进行评级;
58、热熔焊接接头质量评价模块:用于根据缺陷的评级结构对热熔焊接接头的质量进行评价。
59、与现有技术相比,本发明具有以下有益的技术效果:
60、一种聚乙烯管道热熔焊接接头质量评价方法,包括有系统的热熔焊接接头外观缺陷和内部缺陷,建立了各缺陷的特征识别方法,规定了缺陷等级划分原则,形成了系统的聚乙烯管道热熔焊接质量分级及评价的体系,完善了聚乙烯管道热熔焊接质量安全管控技术。
- 还没有人留言评论。精彩留言会获得点赞!