一种波纹板装配基准线的驳线方法、装置及船舶围护系统与流程
1.本发明涉及船舶制造技术领域,尤其涉及一种波纹板装配基准线的驳线方法、装置及船舶围护系统。
背景技术:
2.mark
‑ⅲ
型围护系统货舱内部的波纹板为预制标准件,该波纹板在货舱内将依据波纹板装配顺序依次安装在货舱舱壁面的绝缘板上。
3.在安装波纹板时,通常的安装方法为:在绝缘板上安装锚固条,在锚固条表面标记波纹板装配参考线,利用锚固条表面上的波纹板装配参考线进行波纹板的定位,并完成装配焊接。
4.锚固条表面上的装配参考线是以货舱舱壁面上的基准线为基准进行标记勘划的,由于波纹板是安装在绝缘板表面的,这就意味着,货舱舱壁面上的基准线已被绝缘板覆盖,则波纹板装配参考线堪划将找不到划线基准,导致波纹板无法准确装配施工。
5.如何为波纹板装配参考线找到划线基准,成为亟待解决的问题。
技术实现要素:
6.本技术实施例的目的在于提供一种波纹板装配基准线的驳线方法,该方法能够为波纹板装配参考线找到划线基准,且能够保证波纹板装配安装的准确性及波纹连续性。
7.第一方面,提供了一种波纹板装配基准线的驳线方法,包括:
8.在货舱舱壁面的基准线所在位置的角隅处固定安装好两面体绝缘板,以及与所述角隅处两面体绝缘板相邻的至少一侧未安装平直绝缘板;
9.在未安装平直绝缘板的那一侧安装激光扫平仪,使所述激光扫平仪发射的激光束与两个相邻舱壁面上的基准线重合,形成一个激光束平面;
10.在所述两个相邻舱壁面上安装两个激光接收器,其中一个位于平直绝缘板远离所述角隅处的那一侧,另一个激光接收器位于所述激光扫平仪远离所述角隅处的那一侧,两个激光接收器的光轴对准舱壁面基准线;
11.调整所述激光扫平仪,使两个激光接收器同时接收到激光扫平仪发送的激光束,以确定出所需激光束平面;
12.查找所需激光束平面垂直投射于角隅处两面体绝缘板的钢角上表面的激光直线,借助堪划工具将激光直线进行标记堪划以形成标记线,将该标记线作为波纹板装配基准线。
13.在一种实施方案中,所述在货舱舱壁面的基准线所在位置的角隅处固定安装好两面体绝缘板包括:
14.在所述两面体绝缘板朝向舱壁面的表面敷设环氧胶水,并使两面体绝缘板与货舱舱壁面接触并粘接固定;
15.待所述环氧胶水固化后,完成所述两面体绝缘板的定位安装。
16.在一种实施方案中,所述在未安装平直绝缘板的那一侧安装激光扫平仪包括:
17.在未安装平直绝缘板的那一侧安装一套磁吸调节工装;
18.所述磁吸调节工装包括滑轨、滑轨平台和磁吸开关;所述滑轨平台可沿着所述滑轨进行滑动,并能够在预定位置固定;
19.调节所述滑轨平台以使磁吸调节工装处于竖立放置;
20.将所述激光扫平仪安装于一安装底座上,并将所述安装底座安装在所述滑轨平台上。
21.在一种实施方案中,在所述激光扫平仪安装在所述磁吸调节工装后还包括:
22.对所述激光束平面进行调平操作,以使所述激光扫平仪所发射的激光束平面在竖立状态下为水平激光面。
23.在一种实施方案中,在所述两个相邻舱壁面上安装两个激光接收器包括:
24.将每个所述激光接收器安装在磁吸工装上;
25.所述磁吸工装包括吸铁石和z型工件;所述z型工件包括z型工件定位销和z型工件分中刻度槽;
26.所述激光接收器的背面设有中心零刻度线和定位孔;所述z型工件定位销通过在所述定位孔旋入紧固螺母而固定在激光接收器背面,所述中心零刻度线与所述磁吸工装上的z型工件分中刻度槽对齐。
27.在一种实施方案中,所述调整激光扫平仪,使两个激光接收器同时接收到激光扫平仪发送的激光束,以确定出所需激光束平面包括如下步骤:
28.将所述磁吸调节工装横跨放置于货舱舱壁面上的基准线处,放置方向垂直于该基准线方向,并使所述激光扫平仪所发射的激光束平面在磁吸调节工装所放置位置处与货舱舱壁面上的基准线对齐;
29.在所施工角隅处相交的两个货舱舱壁面完成磁吸工装9的布置,将所述磁吸工装上的z型工件分中刻度槽为基准与货舱舱壁面上的基准线对齐,并打开该磁吸工装上的激光接收器的信号接收开关;
30.通过所述磁吸调节工装对所述激光束平面进行调整,使工装上的激光扫平仪激光发射源所发送的激光束平面投射至激光接收器上,使激光接收器信号指示灯为绿灯;当两个激光接收器的信号指示灯均为绿色后,所形成激光平面即为所需激光平面。
31.在一种实施方案中,所述查找所需激光束平面垂直投射于角隅处两面体绝缘板的钢角上表面的激光直线,借助堪划工具将激光直线进行标记堪划以形成标记线包括如下步骤:
32.检查确认所述所需激光束平面投射至角隅处两面体绝缘板的钢角上表面的激光是否清晰可见,若不清晰,则将环境光调暗,直至激光清晰可见;
33.将钢直尺放置在钢角上表面,确保钢直尺与投射在钢角上表面的激光投影线垂直,使用细黑色油性马克笔间隔80mm标记两处钢直尺与投射在钢角上表面的激光投影线的交点,连接两个交点,两个交点之间的连线即为波纹板装配基准线。
34.根据本技术的第二方面,还提供了一种波纹板装配基准线的驳线装置,包括:
35.两面体绝缘板,固定安装在货舱舱壁面的基准线所在位置的角隅处;
36.平直绝缘板,安装在与所述角隅处两面体绝缘板相邻的至少一侧;
37.激光扫平仪,安装在未安装平直绝缘板的那一侧,所述激光扫平仪发射的激光束与两个相邻舱壁面上的基准线重合,形成一个激光束平面;
38.两个激光接收器,安装在所述两个相邻舱壁面上,其中一个位于平直绝缘板远离所述角隅处的那一侧,另一个激光接收器位于所述激光扫平仪远离所述角隅处的那一侧,两个激光接收器的光轴对准舱壁面基准线;两个激光接收器用于同时接收所述激光扫平仪发送的激光束,以确定出所需激光束平面;
39.堪划工具,用于在查找出所需激光束平面垂直投射于角隅处两面体绝缘板的钢角上表面的激光直线后,对激光直线进行标记堪划以形成出作为波纹板装配基准线的标记线。
40.在一种实施方案中,所述激光扫平仪通过磁吸调节工装安装在货舱舱壁面上;所述磁吸调节工装包括:
41.滑轨、滑轨平台、磁吸开关、滑轨平台角度左端调节旋钮和滑轨平台角度前端调节旋钮、右侧紧固旋钮、左侧紧固旋钮,以及安装底座、第一紧固螺母和安装螺母;滑轨平台可沿着滑轨进行滑动,通过右侧紧固旋钮、左侧紧固旋钮可实现滑轨平台在滑轨上预定位置的紧固;滑轨平台角度左端调节旋钮和滑轨平台角度前端调节旋钮用于实现滑轨平台左右前后方向的调节;所述激光扫平仪通过第一紧固螺母旋紧安装在安装底座上,并通过安装螺母安装在滑轨平台上。
42.根据本技术的第三方面,还提供了一种船舶围护系统,包括如上所述的波纹板装配基准线的驳线装置。
43.本技术中的波纹板装配基准线的驳线方法具有的有益效果:
44.本技术中的纹板装配基准线的驳线方法在绝缘板安装过程中实施应用。该方法提前将货舱舱壁面上的基准线驳至横跨于该基准线的角隅处两面体绝缘板钢角表面,利用激光发射器发射的激光束平面垂直投射于角隅处两面体绝缘板的钢角上表面的激光直线作为波纹板装配线勘划基准,完成波纹板装配参考线的堪划。本技术所述的驳线方法中,货舱舱壁面上的基准线既是绝缘板的安装基准,同时也是波纹板的装配基准,因而能够确保波纹板装配安装的准确性及波纹连续性。
附图说明
45.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本技术的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
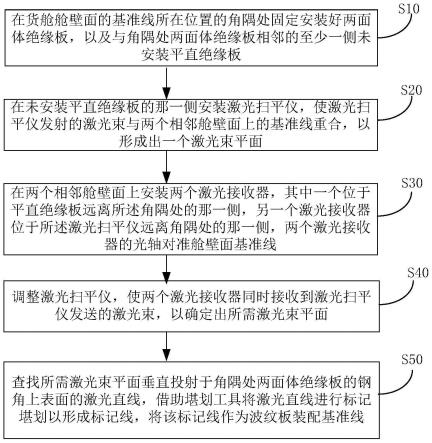
46.图1为根据本技术实施例示出的一种波纹板装配基准线的驳线方法的流程图;
47.图2为根据本技术实施例示出的货舱舱壁面安装两面体绝缘板的结构示意图;
48.图3为根据本技术实施例示出的一种货舱舱壁面的安装结构示意图;
49.图4为根据本技术实施例示出的一种安装激光扫平仪的磁吸调节工装的爆炸图;
50.图5为图4所示激光扫平仪安装于磁吸调节工装的结构示意图;
51.图6为根据本技术实施例示出的一种激光接收器和磁吸工装的爆炸组合图;
52.图7为根据本技术实施例示出的一种激光束平面在磁吸调节工装所放置位置处与
货舱舱壁面上的基准线的位置关系图;
53.图8为根据本技术实施例示出的一种磁吸工装上的z型工件分中刻度槽为基准与货舱舱壁面上的基准线的位置关系图;
54.图9为根据本技术实施例示出的一种激光束平面与货舱舱壁面上的基准线未完全重合的示意图;
55.图10为根据本技术实施例示出的一种波纹板装配基准线的标记方法图。
56.图示说明:
57.1:货舱舱壁面;2:货舱舱壁面上的基准线;3:两面体绝缘板;
58.4:环氧胶水;5:两面体绝缘板上的钢角面;
59.6:平直绝缘板;61:平直绝缘板上的不锈钢锚固条表面;
60.7:磁吸调节工装;71:滑轨;72:滑轨平台;
61.721:滑轨平台轴心支点;722:滑轨平台平衡弹簧;
62.73:磁吸开关;741:滑轨平台角度左端调节旋钮(含刻度线);
63.7411:滑轨平台角度左端调节旋钮的可调方向;
64.742:滑轨平台角度前端调节旋钮(含刻度线);
65.7421:滑轨平台角度前端调节旋钮的可调方向;
66.751:右侧紧固旋钮;752:左侧紧固旋钮;
67.76:安装底座;761:安装底座紧固螺母;762:安装底座安装螺母;
68.8:激光扫平仪;81:激光扫平仪激光发射源;
69.9:磁吸工装;91:磁吸工装吸铁石(含磁吸开关);911:磁吸开关;
70.912:紧固螺母;92:磁吸工装z型工件;921:紧固螺母;
71.922:磁吸工装z型工件定位销;923:磁吸工装z型工件分中刻度槽;
72.10:激光接收器;101:中心零刻度线;102:激光接收器背面定位孔;
73.103:激光接收器背面螺孔;
74.11:激光束平面;12:钢直尺;13:调平木垫块;14:波纹板装配基准线。
具体实施方式
75.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
76.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
77.本技术中的纹板装配基准线的驳线方法适于在绝缘板安装过程中实施应用。图1为根据本技术实施例示出的一种波纹板装配基准线的驳线方法的流程图。参见图1,包括如下流程:
78.s10:在货舱舱壁面的基准线所在位置的角隅处固定安装好两面体绝缘板,以及与
角隅处两面体绝缘板相邻的至少一侧未安装平直绝缘板。
79.参见图2,示出了货舱舱壁面安装两面体绝缘板的结构示意图。货舱舱壁面1包括两个相邻的舱壁面且该两个舱壁面垂直设置,形成出货舱舱壁面1的角隅。在一种可实施的方案中,在两面体绝缘板朝向舱壁面的表面敷设环氧胶水4,以实现两面体绝缘板3与货舱舱壁面1接触并粘接固定。待环氧胶水4固化后,完成两面体绝缘板3的定位安装。同时需要注意的是,两面体绝缘板的外表面均需贴合在舱壁面的基准线所在的平面。两面体绝缘板3定位安装后,形成出两面体绝缘板上的钢角面5。
80.在一种实施方式中,图3为根据本技术实施例示出的一种货舱舱壁面的安装结构示意图。参见图3,角隅处在两面体绝缘板3相邻的一侧安装有平直绝缘板6,另一直角侧未安装平直绝缘板6。在另一种实施方案中,与两面体绝缘板相邻的两侧均不安装平直绝缘板。
81.s20:在未安装平直绝缘板的那一侧安装激光扫平仪,使激光扫平仪发射的激光束与两个相邻舱壁面上的基准线重合,以形成出一个激光束平面。
82.为使激光扫平仪形成出激光束平面,在一种可实施的方案中,借助一套磁吸调节工装7来实现。具体地,图4为根据本技术实施例示出的一种安装激光扫平仪的磁吸调节工装的爆炸图。图5为图4所示激光扫平仪安装于磁吸调节工装的结构示意图。参见图4和图5,磁吸调节工装7包括滑轨71、滑轨平台72、磁吸开关73、滑轨平台角度左端调节旋钮(含刻度线)741和滑轨平台角度前端调节旋钮(含刻度线)742、右侧紧固旋钮751、左侧紧固旋钮752,以及安装底座76、第一紧固螺母761和安装螺母762。
83.滑轨平台72可沿着滑轨71进行滑动,通过右侧紧固旋钮751、左侧紧固旋钮752,可实现紧固,使其停止在滑轨上的某一位置。滑轨平台72上设计有轴心支点721与两个平衡弹簧722。轴心支点721用于支撑滑轨平台72,但又能够确保滑轨平台72可实现调整。通过调节安装在该平台上的滑轨平台角度左端调节旋钮741和滑轨平台角度前端调节旋钮742,实现滑轨平台72在左右方向7411上的调节,以及在前后方向7421上的调节。平衡弹簧722的作用是在调节旋钮741和742调节后,保证滑轨平台72处于平衡稳定状态。激光扫平仪磁吸调节工装7竖立放置于调平木垫块13上,参见图5。
84.激光扫平仪8通过第一紧固螺母761旋紧安装在安装底座76上,在将其通过安装螺母762安装在滑轨平台72上。
85.在完成了激光扫平仪8与磁吸调节工装7的组装后,进行激光束平面11的调平操作。具体操作为:开启激光扫平仪8,将磁吸调节工装7竖立放置,搁置于调平木垫块13上,首先将调节左端调节旋钮741和调节右端调节旋钮742均调至0刻度,然后观察激光束平面11,若该平面不满足要求,则继续调节左端调节旋钮741和右端调节旋钮742,确保将激光扫平仪8所发射的激光束平面11在竖立状态下激光面调整为水平。调整为水平的激光面即为符合要求的激光束平面11。检查激光束平面11是否满足要求这一步骤,其目的在于,提前调平后,对后续的施工微调,降低调整难度,提高施工效率。
86.在上述步骤中,判断激光束平面11是否符合要求的方法包括两种:
87.方法一:在激光扫平仪设备上放置水平珠,滑轨71上预先标记水平线参考刻度,因为激光束发射端与工装是固定连接的,所以参考线位置是固定的。
88.方法二:手机内置的水平仪功能也可以检测,将手机平放在激光扫平仪激光发射
端的保护罩上,激光扫平仪及磁吸调节工装在图5所示放置状态下,手机平放在扫平仪上,打开水平仪软件,就可以判断激光束平面是否符合要求。
89.s30:在两个相邻舱壁面上安装两个激光接收器,其中一个位于平直绝缘板远离所述角隅处的那一侧,另一个激光接收器位于所述激光扫平仪远离角隅处的那一侧,两个激光接收器的光轴对准舱壁面基准线。
90.在本技术的其中一个实施方式中,采用将两个激光接收器10分别安装在磁吸工装9上。图6为根据本技术实施例示出的一种激光接收器和磁吸工装的爆炸组合图。参见图6,磁吸工装9包括吸铁石91和z型工件92。其中,吸铁石91包括磁吸开关911和第二紧固螺母912。z型工件92包括第三紧固螺母921、z型工件定位销922和z型工件分中刻度槽923。
91.激光接收器10的背面设有中心零刻度线101、定位孔102和螺孔103。激光接收器10的中心零刻度线101与磁吸工装9上的z型工件分中刻度槽923对齐。
92.激光接收器10背面的定位孔102背靠z型工件定位销922,通过第三紧固螺母921旋入激光接收器背面螺孔103,采用该方法可确保激光接收器中心零刻度线101与激光接收器磁吸工装z型工件分中刻度槽923对齐。同时通过该方法可完成激光接收器10与z型工件92的组装。
93.将吸铁石91通过第二紧固螺母912与激光接收器10、z型工件92完成组装。通过开启磁吸开关911,可实现磁吸工装与激光接收器共同吸附在货舱舱壁面1上。关闭磁吸开关911,磁吸工装9与激光接收器10自货舱舱壁面1上脱离。
94.s40:调整激光扫平仪,使两个激光接收器同时接收到激光扫平仪发送的激光束,以确定出所需激光束平面。
95.在一种实施方式中,步骤s40包括下述步骤:
96.s401、将装有已完成激光扫平仪8的激光束平面11调平的激光扫平仪磁吸调节工装7横跨放置于货舱舱壁面1上的基准线2处,放置方向垂直于该基准线2方向,并确保激光扫平仪激光发射源81所发射的激光束平面11在磁吸调节工装7所放置位置处与货舱舱壁面上的基准线2对齐(重合),参见图7。同时开启激光扫平仪磁吸调节工装7上的激光扫平仪磁吸调节工装磁吸开关73,使其吸附在货舱舱壁面1上。一般情况下,磁吸调节工装7的放置位置与角隅处绝缘板3的距离保持在2~3米范围内。
97.s402、将装有激光接收器10的激光接收器磁吸工装9,以磁吸工装9上的z型工件分中刻度槽923为基准与货舱舱壁面上的基准线2对齐,参见图8。即磁吸工装9和激光接收器10分中横跨于货舱舱壁面上的基准线2上,开启磁吸开关911,使其吸附在货舱舱壁面1上,打开激光接收器10的信号接收开关。以相同的方法,在所施工角隅处相交的两个货舱舱壁面完成磁吸工装9的布置。通常情况下将磁吸工装9放置在距离角隅处绝缘板3大约5~6米的范围内。
98.s403、当完成上述s401与s402的步骤后,会发现激光扫平仪激光发射源81所发射形成的激光束平面11与货舱舱壁面上的基准线2并未完全重合,参见图9,距离激光扫平仪激光发射源81越远,两者的偏差距离越大。造成上述情况的原因,是因为货舱舱壁面2并非是绝对平面,结构面也会变形。因此,需要通过磁吸调节工装72上的滑轨平台角度左端调节旋钮741和滑轨平台角度前端调节旋钮742的微调操作完成对激光束平面11的调整。
99.s404、微调激光扫平仪磁吸调节工装滑轨平台角度左端调节旋钮741与激光扫平
仪磁吸调节工装滑轨平台角度前端调节旋钮742,使工装上的激光扫平仪激光发射源81所发送的激光束平面11投射至激光接收器10上,使激光接收器10信号指示灯为绿灯。当两个激光接收器10的信号指示灯均为绿色后,所形成激光平面11即为所需激光平面,即所述激光平面11与货舱舱壁面上的基准线2在两个相交货舱舱壁面1上完全重合。
100.s50:查找所需激光束平面垂直投射于角隅处两面体绝缘板的钢角上表面的激光直线,借助堪划工具将激光直线进行标记堪划以形成标记线,将该标记线作为波纹板装配基准线。
101.在一种实施方式中,步骤s50包括下述步骤:
102.s501、检查确认所需激光束平面11投射至平直绝缘板6上的不锈钢锚固条表面61及角隅处两面体绝缘板的钢角上表面5上的激光是否清晰可见,若不清晰,则将环境光调暗。
103.s502、将钢直尺12放置在钢角上表面,确保钢直尺12与投射在钢角上表面的激光投影线垂直,使用0.5mm细黑色油性马克笔间隔80mm标记两处钢直尺12与投射在钢角上表面的激光投影线的交点,然后再连接两个交点,该连线即为波纹板装配基准线14,参见图10。
104.根据本技术的第二方面,还提供了一种波纹板装配基准线的驳线装置。参见图2-10。波纹板装配基准线的驳线装置包括两面体绝缘板、平直绝缘板、激光扫平仪、两个激光接收器和堪划工具。
105.两面体绝缘板固定安装在货舱舱壁面的基准线所在位置的角隅处。平直绝缘板安装在与所述角隅处两面体绝缘板相邻的至少一侧。激光扫平仪安装在未安装平直绝缘板的那一侧,激光扫平仪发射的激光束与两个相邻舱壁面上的基准线重合,形成一个激光束平面。两个激光接收器安装在两个相邻舱壁面上,其中一个位于平直绝缘板远离所述角隅处的那一侧,另一个激光接收器位于所述激光扫平仪远离所述角隅处的那一侧,两个激光接收器的光轴对准舱壁面基准线;两个激光接收器用于同时接收所述激光扫平仪发送的激光束,以确定出所需激光束平面。堪划工具用于在查找出所需激光束平面垂直投射于角隅处两面体绝缘板的钢角上表面的激光直线后,对激光直线进行标记堪划以形成出作为波纹板装配基准线的标记线。
106.在一种实施方案中,激光扫平仪通过磁吸调节工装安装在货舱舱壁面上。其中磁吸调节工装包括:滑轨、滑轨平台、磁吸开关、滑轨平台角度左端调节旋钮和滑轨平台角度前端调节旋钮、右侧紧固旋钮、左侧紧固旋钮,以及安装底座、第一紧固螺母和安装螺母;滑轨平台可沿着滑轨进行滑动,通过右侧紧固旋钮、左侧紧固旋钮可实现滑轨平台在滑轨上预定位置的紧固;滑轨平台角度左端调节旋钮和滑轨平台角度前端调节旋钮用于实现滑轨平台左右前后方向的调节;所述激光扫平仪通过第一紧固螺母旋紧安装在安装底座上,并通过安装螺母安装在滑轨平台上。
107.需要说明的是,波纹板装配基准线的驳线装置中的磁吸调节工装及激光接收器等结构均参见图2-10,以及第一方面内容中关于该部分的介绍,此处不再赘述。
108.根据本技术的第三方面,还提供了一种船舶围护系统,该系统包括如上所述的波纹板装配基准线的驳线装置,该驳线装置按照上述波纹板装配基准线的驳线方法进行驳线。
109.由上述介绍的方案可知,本技术的方案提前将货舱舱壁面上的基准线驳至横跨于该基准线的角隅处两面体绝缘板钢角表面,利用激光发射器发射的激光束平面垂直投射于角隅处两面体绝缘板的钢角上表面的激光直线作为波纹板装配线勘划基准,完成波纹板装配参考线的堪划。本技术所述的驳线方法中,货舱舱壁面上的基准线既是绝缘板的安装基准,同时也是波纹板的装配基准,因而能够确保波纹板装配安装的准确性及波纹连续性。
110.以上所述仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1