一种锂电池功能测试设备的制作方法
1.本发明涉及电池测试设备,特别涉及一种锂电池功能测试设备。
背景技术:
2.在锂电池产品的生产过程中,经常需要对一些小尺寸工件进行夹持,并进一步带动该工件进行搬运等动作。柔性电路板(fpc)就是这样一类特殊工件,而在锂电池测试过程中fpc是接电零件,测试机构需要通过对接fpc来测试电池的性能,锂电池上的fpc不仅尺寸较小,而且较薄而软,如果夹持不当,就非常容易出现变形弯折、偏移错位等问题,无法满足电子产品的精密需求,甚至会造成fpc中电路的损坏;与测试机构对接时、如果fpc定位不准确则会导致测试失效等问题。
技术实现要素:
3.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供一种锂电池功能测试设备。
4.本发明的目的通过下述技术方案实现:一种锂电池功能测试设备,包括机台,所述机台上设有搬运机械手、ccd校正平台、旋转送料机构、fpc定位机构、上下料机械手、多个间隔排列设置的测试机构、ng输送线和ok品输送线,所述搬运机械手将电池搬运至所述ccd校正平台的正上方进行位置校正、并将校正后的电池搬运至所述旋转送料机构处,所述旋转送料机构旋转180度将电池输送至fpc定位机构处,所述fpc定位机构对电池上的fpc进行定位,所述上下料机械手从所述fpc定位机构处取电池、并将电池放入所述测试机构上进行测试,所述测试机构对电池进行测试、ok品由所述上下料机械手搬运至ok品输送线送出、ng品由上下料机械手搬运至ng输送线送出。
5.作为本发明锂电池功能测试设备的一种改进,所述旋转送料机构包括旋转气缸安装座,所述旋转气缸安装座上设有旋转气缸,所述旋转气缸控制一送料板转动,所述送料板的两端均设有电池吸附定位平台。
6.作为本发明锂电池功能测试设备的一种改进,所述fpc定位机构包括定位平台,所述定位平台上设有fpc左压机构、fpc右压机构和fpc夹持机构,所述旋转送料机构将电池旋转送入预定位位置,所述fpc夹持机构动作夹持电池fpc的水平段,所述fpc左压机构和所述fpc右压机构压紧电池fpc的垂直段。
7.作为本发明锂电池功能测试设备的一种改进,所述fpc夹持机构包括夹持安装座,所述夹持安装座的一侧设有左抵顶机构、另一侧设有右抵顶机构,所述右抵顶机构上设有手指气缸,所述手指气缸控制两个夹持手指夹持fpc的水平段。
8.作为本发明锂电池功能测试设备的一种改进,所述左抵顶机构包括左抵顶气缸,所述左抵顶气缸的活塞杆端设有左抵顶平台,所述左抵顶平台上设有吸附台,所述左抵顶气缸控制所述左抵顶平台上升至指定位置时、所述吸附台能够抵顶在fpc水平段的底面;所述右抵顶机构包括右抵顶气缸,所述右抵顶气缸的活塞杆端设有右抵顶平台,
所述右抵顶平台的上端中部设有抵顶板,所述右抵顶平台上还设有手指气缸安装板,所述抵顶板位于两个所述夹持手指之间,所述右抵顶气缸控制所述右抵顶平台上升至指定位置时、所述抵顶板抵顶在fpc水平段的底面,所述手指气缸控制两个夹持手指夹持fpc的水平段两侧。
9.作为本发明锂电池功能测试设备的一种改进,所述fpc左压机构包括左压平台,所述左压平台上设有左压横向控制气缸,所述左压横向控制气缸上设有左压纵向控制气缸,所述左压纵向控制气缸上设有竖向气缸安装板,所述竖向气缸安装板上设有竖向控制气缸和左压板,所述竖向控制气缸控制一下压板运动;下压板和左压板错位设置,下压板呈z字形。
10.所述左压横向控制气缸和所述左压纵向控制气缸控制所述竖向控制气缸和所述左压板运动至fpc垂直段的左侧位置定位,所述竖向控制气缸控制所述下压板下压在fpc水平段的上平面;所述fpc右压机构包括右压气缸安装台,所述右压气缸安装台上设有右压气缸,所述右压气缸控制一l形压板运动至fpc垂直段的右侧位置定位。
11.作为本发明锂电池功能测试设备的一种改进,所述测试机构包括测试平台,所述测试平台上设有电池吸附台和fpc定位台,所述fpc定位台上设有测试孔,所述测试平台底部设有测试顶针气缸,所述测试顶针气缸控制顶针从所述测试孔伸入、并与电池的fpc接触端接触。
12.作为本发明锂电池功能测试设备的一种改进,所述测试平台上还设有fpc压板机构和fpc旋转定位机构,所述fpc压板机构包括压板气缸,所述压板气缸的活塞杆端设有下压气缸,所述下压气缸的一侧通过滑轨和滑块连接有一fpc压板,所述压板气缸能够控制所述fpc压板移动至fpc的正上方,所述下压气缸带动fpc压板压在fpc上;所述fpc旋转定位机构包括旋转定位气缸,所述旋转定位气缸控制一旋转压板转动、并压在fpc上定位。
13.作为本发明锂电池功能测试设备的一种改进,所述上下料机械手包括双动横移模组,所述双动横移模组控制上料机构和下料机构横移取料;所述上料机构从所述fpc定位机构处取电池、并将电池放置在测试机构上进行测试,所述下料机构从所述测试机构处取已经测试完成的电池、测试ok的电池搬运至ok品输送线送出、ng品由上下料机械手搬运至ng输送线送出;所述上料机构包括升降伺服模组,所述升降伺服模组的一侧设有ccd机构,所述升降伺服模组的另一侧设有取电池机构,所述升降伺服模组能够控制所述取电池机构升降,所述取电池机构包括fpc夹取气缸和电池吸盘,所述fpc夹取气缸位于所述电池吸盘的一则,所述ccd机构能够拍照确定电池和fpc的放置位置;所述下料机构包括下料升降伺服模组,所述下料升降伺服模组控制下料板升降,所述下料板的底部设有下料吸盘。
14.作为本发明锂电池功能测试设备的一种改进,所述机台上还设有进料输送线和复测输送线,所述进料输送线的出料端设有两个翻面机构,两个翻面机构均包括有翻面气缸,所述翻面气缸控制一取料板旋转,所述取料板的端部设有电池吸附板;所述搬运机械手从所述进料输送线取电池、并将电池放入在所述复测输送线,所述搬运机械手再从所述复测
输送线上取电池;所述ng输送线设置有多条,多条ng输送线能够输送不同ng类型的电池。
15.本发明的有益效果在于:本发明的锂电池功能测试设备采用全自动化来实现,全程机械手上下料,节省人工成本。本发明的fpc定位机构能够针对异形(或l形)的fpc定位,能够防止fpc形变,方便取料机械手取电池时、一起吸附fpc,保证电池移动过程中fpc的稳定性。测试机构利用fpc压板机构和fpc旋转定位机构能够使fpc紧密连接测试端子,放置电接触不良等问题。
附图说明
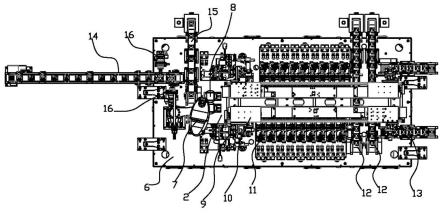
16.图1是本发明的俯视图。
17.图2是本发明上下料机械手的立体图。
18.图3是本发明单个测试机构的俯视图。
19.图4是本发明fpc定位机构其中一个方向的立体图。
20.图5是本发明fpc定位机构另一个方向的立体图。
21.图6是本发明fpc定位机构的俯视图。
22.图7是本发明fpc夹持机构的立体图。
具体实施方式
23.下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下 所获得的所有其他实施例,都属于本发明保护的范围。
24.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
) 仅用于解释某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
25.另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、
ꢀ“
第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围内。
26.如图1-图7所示,一种锂电池功能测试设备,包括机台6,机台6上设有搬运机械手7、ccd校正平台8、旋转送料机构2、fpc定位机构9、上下料机械手10、多个间隔排列设置的测试机构11、多条ng输送线12和ok品输送线13,搬运机械手7将电池搬运至ccd校正平台8的正上方进行位置校正、并将校正后的电池搬运至旋转送料机构2处,旋转送料机构2旋转180度将电池输送至fpc定位机构9处,fpc定位机构9对电池上的fpc进行定位,上下料机械手10从fpc定位机构9处取电池、并将电池放入测试机构11上进行测试,测试机构11对电池进行测试、ok品由上下料机械手10搬运至ok品输送线13送出、ng品由上下料机械手10搬运至ng输送线12送出。本发明双线同时测试,两条测试线均设置由多个测试机构11。上下料机械手10
设置两个(呈背靠背的设置方式)。
27.优选的,旋转送料机构2包括旋转气缸安装座21,旋转气缸安装座21上设有旋转气缸22,旋转气缸22控制一送料板23转动,送料板23的两端均设有电池吸附定位平台24。电池吸附定位平台24能够通真空吸附电池,防止电池在旋转时移动。旋转送料机构2设置在定位平台1上。
28.优选的,fpc定位机构包括定位平台1,定位平台1上设有fpc左压机构3、fpc右压机构4和fpc夹持机构5,旋转送料机构2将电池旋转送入预定位位置(带动电池旋转180度即可),fpc夹持机构5动作夹持电池fpc的水平段(电池fpc呈l形,具有垂直段和水平段),fpc左压机构3和fpc右压机构4压紧电池fpc的垂直段。
29.优选的,fpc夹持机构5包括夹持安装座51,夹持安装座51的一侧设有左抵顶机构52、另一侧设有右抵顶机构53,右抵顶机构53上设有手指气缸54,手指气缸54控制两个夹持手指55夹持fpc的水平段。
30.优选的,左抵顶机构52包括左抵顶气缸521,左抵顶气缸521的活塞杆端设有左抵顶平台522,左抵顶平台522上设有吸附台523,左抵顶气缸521控制左抵顶平台522上升至指定位置时、吸附台523能够抵顶在fpc水平段的底面;右抵顶机构53包括右抵顶气缸531,右抵顶气缸531的活塞杆端设有右抵顶平台532,右抵顶平台532的上端中部设有抵顶板533,右抵顶平台532上还设有手指气缸安装板534,抵顶板533位于两个夹持手指55之间,右抵顶气缸531控制右抵顶平台532上升至指定位置时、抵顶板533抵顶在fpc水平段的底面,手指气缸54控制两个夹持手指55夹持fpc的水平段两侧。
31.优选的,fpc左压机构3包括左压平台31,左压平台31上设有左压横向控制气缸32,左压横向控制气缸32上设有左压纵向控制气缸33,左压纵向控制气缸33上设有竖向气缸安装板34,竖向气缸安装板34上设有竖向控制气缸35和左压板36,竖向控制气缸35控制一下压板37运动。下压板37和左压板36错位设置,下压板37呈z字形。
32.优选的,左压横向控制气缸32和左压纵向控制气缸33控制竖向控制气缸35和左压板36运动至fpc垂直段的左侧位置定位,竖向控制气缸35控制下压板37下压在fpc水平段的上平面。
33.优选的,fpc右压机构4包括右压气缸安装台41,右压气缸安装台41上设有右压气缸42,右压气缸42控制一l形压板43运动至fpc垂直段的右侧位置定位。
34.优选的,测试机构11包括测试平台111,测试平台111上设有电池吸附台112和fpc定位台113,fpc定位台113上设有测试孔(图未示),测试平台111底部设有测试顶针气缸(图未示),测试顶针气缸控制顶针(图未示)从测试孔伸入、并与电池的fpc接触端接触。
35.优选的,测试平台111上还设有fpc压板机构114和fpc旋转定位机构115,fpc压板机构114包括压板气缸1141,压板气缸1141的活塞杆端设有下压气缸1142,下压气缸1142的一侧通过滑轨和滑块连接有一fpc压板1143,压板气缸1141能够控制fpc压板1143移动至fpc的正上方,下压气缸1142带动fpc压板1143下压在fpc上;fpc旋转定位机构115包括旋转定位气缸,旋转定位气缸控制一旋转压板转动、并压在fpc上定位。
36.优选的,上下料机械手10包括双动横移模组101,双动横移模组101控制上料机构
102和下料机构103横移取料;上料机构102从fpc定位机构9处取电池、并将电池放置在测试机构11上进行测试,下料机构103从测试机构11处取已经测试完成的电池、测试ok的电池搬运至ok品输送线送出、ng品由上下料机械手搬运至ng输送线送出;双动横移模组101包括两组横移驱动伺服,一组横移驱动伺服控制上料机构102移动,另一组横移驱动伺服控制下料机构103移动。
37.上料机构102包括升降伺服模组1021,升降伺服模组1021的一侧设有ccd机构1022,升降伺服模组1021的另一侧设有取电池机构1023,升降伺服模组1021能够控制取电池机构1023升降,取电池机构1023包括fpc夹取气缸1024和电池吸盘1025,fpc夹取气缸位于电池吸盘的一则,ccd机构1022能够拍照确定电池和fpc的放置位置;下料机构103包括下料升降伺服模组1031,下料升降伺服模组1031控制下料板1032升降,下料板1032的底部设有下料吸盘1033。下料升降伺服模组1031包括伺服电机、由该伺服电机控制丝杆,丝杆通过丝杆螺母连接下料板1032。
38.优选的,机台6上还设有进料输送线14和复测输送线15,进料输送线14的出料端设有两个翻面机构16,两个翻面机构16均包括有翻面气缸,翻面气缸控制一取料板旋转,取料板的端部设有电池吸附板;搬运机械手7从进料输送线14取电池、并将电池放入在复测输送线15,搬运机械手7再从复测输送线15上取电池、并将电池移动至ccd校正平台8的正上方进行位置校正、并将校正后的电池搬运至旋转送料机构2处;ng输送线12设置有多条,多条ng输送线12能够输送不同ng类型的电池,达到分类别输送收集。
39.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和结构的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同范围限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1