一种轮廓测量仪X轴校准方法与流程
一种轮廓测量仪x轴校准方法
技术领域
1.本发明涉及轮廓测量仪的误差校准技术领域,具体涉及一种轮廓测量仪x轴校准方法。
背景技术:
2.触针式表面轮廓测量仪(以下简称轮廓仪)是以直线导轨为基准,触针沿工件表面运动,记录被测表面轮廓曲线,计算并评定被测轮廓的尺寸、角度、圆弧等二维形状、位置参数的测量仪器。根据gb/t 19600-2004《产品几何量技术规范(gps) 表面结构 轮廓法 接触(触针)式仪器的校准》以及jb/t 11271-2012《接触(触针)式表面轮廓测量仪》的要求,轮廓仪x轴的示值误差是非常重要的一项技术指标,需要对其进行校准。
3.目前使用比较广泛的轮廓仪x轴示值误差校准方法为激光干涉仪校准法。激光干涉仪校准法需要把激光干涉仪的靶镜安装在轮廓仪的驱动箱与传感器连接件上,但靶镜的体积较大,很难安装,且自身重量较重容易破坏轮廓仪的测力,造成机器故障。
技术实现要素:
4.本发明的目的在于克服上述不足,提供了一种轮廓测量仪x轴校准方法,能快速准确调整专用样块位置,以相邻两个三角锯齿的齿顶圆心之间的距离作为测量依据,能有效减少齿顶形状误差带来的测量误差,从而获得轮廓仪的测量误差,且专用样块作为实物量具具有很好的稳定性。
5.本发明的目的是这样实现的:一种轮廓测量仪x轴校准方法,包括以下步骤:步骤一、调平行:将夹持有专用样块的位置调节底座放置在轮廓仪工作台上,目测专用样块1长度方向与轮廓仪x轴方向一致,然后进行平行度微调;调整轮廓仪立柱高度,用自动接触的方式使轮廓仪的测针接触左端的球状凸起,通过左侧的调节顶针微调专用样块位置,使测针精确定位在左侧的球状凸起顶端;抬起测针,运行轮廓仪的x轴导轨,使测针接触右侧的球状凸起,通过右侧的调节顶针微调专用样块位置,使测针精确定位在右侧的球状凸起顶端;左右侧球状凸起的顶端连线在专用样块的顶面的中心线上,测针捕捉到两个球状凸起顶端则表示此时专用样块长度方向与轮廓仪x轴导轨运行方向平行;步骤二、测量;从左往右起,测针以自动接触的方式从第一个三角锯齿开始依次扫描,直至x轴测量范围上限;步骤三、数据分析;轮廓仪在电脑里形成专用样块的轮廓图形,在轮廓图形中,拟合各个齿顶的圆心位置,利用轮廓仪自带的测量软件计算圆心距,与专用样块的标称值进行比较,获得测量轮
廓仪x轴的示值误差,在对工件轮廓检测时把轮廓仪x轴示值误差计算进去。
6.优选的,所述步骤一中,还需要消除z轴误差,将测针以自动接触的方式接触三角锯齿的齿顶,调整z轴导轨,通过图形软件观察齿顶坐标,当齿顶高度有明显差距,则通过高度调节螺杆带动凸轮调整专用样块倾斜度,使各三角锯齿的齿顶连线与x轴导轨方向平行,可减少x轴校准过程中z轴引入的误差。
7.优选的,所述步骤一中的专用样块包括底座,所述专用样块的顶面沿长度方向两端设有球状凸起,多个三角锯齿间隔均布在两个球状凸起之间,所述三角锯齿的齿顶倒圆角。
8.优选的,所述步骤一中的位置调节底座包括底座板,所述底座板沿长度方向前后设有水平调节支架,所述水平调节支架夹持并调节专用样块。
9.优选的,所述水平调节支架包括两个立板、调节顶针和弹性顶针,两个立板设置在底座板的前后两侧,所述调节顶针和弹性顶针对应设置在两个立板上。
10.优选的,所述底座板沿长度方向的一侧设有圆柱形支点,另一侧设有凸轮,所述底座板对应凸轮设有凸轮容纳腔,所述凸轮连接高度调节螺杆,所述高度调节螺杆一端伸出底座板,所述专用样块的底面始终与圆柱形支点、凸轮接触。
11.本发明的有益效果是:本发明能快速准确调整专用样块位置,确保专用样块与轮廓仪x轴导轨平行,专用样块以相邻两个三角锯齿的齿顶圆角之间的距离作为测量依据,能有效减少齿顶形状误差带来的测量误差,从而获得轮廓仪的测量误差,且专用样块作为实物量具具有很好的稳定性。
附图说明
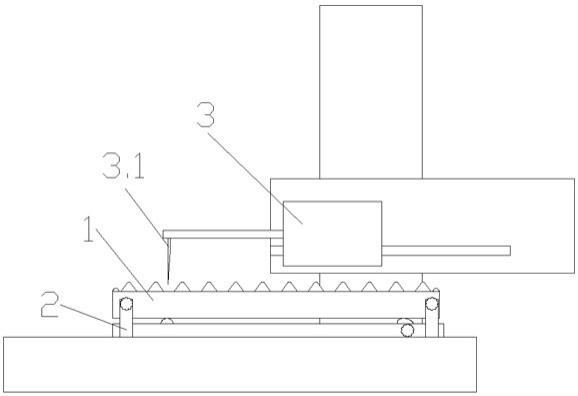
12.图1为本发明的使用状态示意图。
13.图2为专用样块与位置调节底座的装配示意图。
14.图3为图2的左视图。
15.图4为专用样块倾斜度调节后的状态示意图。
16.图5为专用样块的结构示意图。
17.其中:专用样块1;底座1.1;球状凸起1.2;三角锯齿1.3;位置调节底座2;底座板2.1;水平调节支架2.2;立板2.2.1;调节顶针2.2.2;弹性顶针2.2.3;圆柱形支点2.3;凸轮2.4;高度调节螺杆2.5;轮廓仪3;测针3.1。
具体实施方式
18.参见图1-5,本发明涉及一种轮廓测量仪x轴校准装置,包括专用样块1和位置调节底座2,所述专用样块1包括底座1.1,所述底座1.1的顶面沿长度方向两端设有球状凸起1.2,多个三角锯齿1.3间隔均布在两个球状凸起1.2之间,所述球状凸起1.2和三角锯齿1.3均分布在底座1.1的顶面中心线上,所述三角锯齿1.2呈等腰三角形,所述三角锯齿1.2的顶角大于60
°
,所述三角锯齿1.2的齿顶倒圆角,齿顶的圆度误差小于2μm,方便轮廓仪测量过程中触针爬行流畅。
19.所述底座1.1宽度大于5mm,高度大于10mm,材质为钢,使专用样块1具有良好的稳
定性,不易变形。
20.所述三角锯齿的齿厚小于等于3mm,使齿形在保证齿顶直线度和齿顶圆弧的形状精度的前提下容易制造。
21.所述三角锯齿的齿高小于4mm,且小于测针3.1的高度,保证轮廓仪测量过程中测针3.1始终接触专用样块。
22.相邻两个三角锯齿的齿顶圆角之间的距离即为圆心距,圆心距作为主要技术指标,能有效减少齿顶形状误差带来的测量误差,同时方便专用样块溯源。
23.所述位置调节底座2包括底座板2.1,所述底座板2.1沿长度方向前后设有水平调节支架2.2,所述水平调节支架2.2用于夹持并调节专用样块1,所述水平调节支架2.2包括两个立板2.2.1、调节顶针2.2.2和弹性顶针2.2.3,两个立板2.2.1设置在底座板2.1的前后两侧,所述调节顶针2.2.2和弹性顶针2.2.3对应设置在两个立板2.2.1上,弹簧套设在弹性顶针2.2.2上,所述弹性顶针2.2.2通过弹簧实现弹性压缩,当水平调节支架2.2未插入专用样块1时,弹性顶针2.2.2处于未压缩状态,当水平调节支架2.2内插入专用样块1时,专用样块1将弹性顶针向外推,使弹性顶针2.2.3压缩,从而达到夹持专用样块1的作用;当需要水平调节专用样块1的前后位置时,旋转调节顶针2.2.2,保证专用样块1与轮廓仪x轴导轨平行。
24.所述底座板2.1沿长度方向的一侧设有圆柱形支点2.3,另一侧设有凸轮2.4,所述底座板2.1对应凸轮2.4设有凸轮容纳腔,所述凸轮2.4连接高度调节螺杆2.5,所述高度调节螺杆2.5一端伸出底座板2.1,所述专用样块1的底面始终与圆柱形支点2.3、凸轮2.4接触,当需要对专用样块1进行高度微调时,通过旋转高度调节螺杆2.5带动其上的凸轮2.4进行转动,从而实现凸轮2.4侧专用样块1的高度微调,确保专用样块1与轮廓仪x轴导轨平行,消除z轴误差,避免x轴校准过程中z轴引入误差干扰测量结果。
25.轮廓测量仪x轴校准方法:包括以下步骤:步骤一、调平行:保证专用样块与轮廓仪x轴导轨方向平行;首先将夹持有专用样块1的位置调节底座2放置在轮廓仪工作台上,目测专用样块1长度方向与轮廓仪x轴方向一致,然后进行平行度调节;调整轮廓仪立柱高度,用自动接触的方式使轮廓仪3的测针3.1接触左端的球状凸起,通过左侧的调节顶针微调专用样块位置,使测针3.1精确定位在左侧的球状凸起顶端,测针3.1在左侧球状凸起顶端时,对应的z轴示值最大,记为z1;抬起测针3.1,运行轮廓仪3的x轴导轨,使测针3.1接触右侧的球状凸起,通过右侧的调节顶针微调专用样块位置,使测针3.1精确定位在右侧的球状凸起顶端,测针3.1在右侧球状凸起顶端时,对应的z轴示值最大,记为z2;由于左右侧球状凸起的顶端连线在专用样块顶面的中心线上,测针3.1捕捉到两个球状凸起顶端则表示此时专用样块长度方向与轮廓仪x轴导轨运行方向平行;测针3.1在捕捉球状凸起顶端时,通过调节顶针使测针沿球状凸起的y向切面来回移动,边移动边观察z轴示值,找到z轴最大示值,则表示已经定位到球状凸起的顶端。
26.消除z轴误差:使测针3.1以自动接触的方式接触三角锯齿的齿顶,调整z轴导轨,通过图形软件观察齿顶坐标,如齿顶高度有明显差距,则通过高度调节螺杆带动凸轮调整
专用样块倾斜度,使各三角锯齿的齿顶连线与x轴导轨方向平行,可减少x轴校准过程中z轴引入的误差。
27.步骤二、测量从左往右起,测针3.1以自动接触的方式从第一个三角锯齿开始依次扫描,直至x轴测量范围上限。
28.步骤三、数据分析轮廓仪在电脑里形成专用样块的轮廓图形,在轮廓图形中,拟合各个齿顶的圆心位置,拟合时应尽量大的选取圆形段,以减少测量误差,利用轮廓仪自带的测量软件计算圆心距,与专用样块的标称值进行比较,获得测量轮廓仪x轴的示值误差,在对工件轮廓检测时把轮廓仪x轴示值误差计算进去,提高轮廓仪的精度,减少测量误差。
29.除上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1