一种桥面板U肋焊缝的质量控制方法与流程
一种桥面板u肋焊缝的质量控制方法
技术领域
1.本发明涉及桥梁制造技术领域,具体而言,涉及一种桥面板u肋焊缝的质量控制方法。
背景技术:
2.随着大跨度钢结构桥梁的发展,正交异性钢桥面板得到了广泛应用,其桥面板结构的纵肋主要采用u型肋(又称梯形肋),并形成了标准形式,纳入相关设计规范。桥面板结构的u肋与面板焊接的焊缝的质量好坏,直接影响到桥梁的使用寿命,目前大多数设计规范均要求面板与u肋间的焊缝的熔深要达到80%以上,且不可焊漏。
3.熔深大且均匀的焊缝,除了要进行严格的焊接工艺试验,还需要进行严格的质量控制,目前常用的质量控制手段有以下问题:
4.1、对焊缝熔深的检测,由于u肋与面板间焊缝厚度薄,无法采用常规超声波检测,相控阵检测也存在一定的误差,而磁粉检测仅仅可以检测近表面缺陷,对焊缝根部熔深状况无法准确判断;
5.2、虽然采用u肋产品试板,便于检测焊接情况,但u肋产品试板与桥面板结构采取同时进行焊接,u肋产品试板的检测为事后控制且代表性不全面,如果出现熔深不足,对相应板单元的处理也比较棘手。
技术实现要素:
6.本发明解决的问题是:如何提升桥面板结构焊缝检测结果的准确性,以及在事前发现焊接可能存在的问题。
7.为解决上述问题,本发明提供一种桥面板u肋焊缝的质量控制方法,包括:
8.班前试板焊接检测阶段和合格板单元焊接检测阶段;
9.所述班前试板焊接检测阶段包括:
10.根据桥梁的拼装轮次进行班前试板焊接;
11.对所述试板的焊接情况进行破坏性检验;
12.所述合格板单元焊接检测阶段包括:
13.选取初步检验合格的板单元;
14.对所述板单元的焊接情况进行破坏性检验。
15.可选地,所述根据桥梁的拼装轮次进行班前试板焊接包括:
16.在所述桥梁的首个拼装轮次,按第一频率进行班前所述试板的焊接;
17.从所述桥梁的第二个拼装轮次起,按第二频率进行班前所述试板的焊接;
18.其中,所述第一频率大于第二频率。
19.可选地,所述对所述试板的焊接情况进行破坏性检验包括:
20.确定所述试板上试件的取样位置;
21.从所述取样位置切取所述试件进行焊接情况的检测。
22.可选地,所述确定所述试板上试件的取样位置包括:
23.在所述试板上u肋的两条焊缝处各确定至少一个所述取样位置。
24.可选地,所述对所述试板的焊接情况进行破坏性检验之后,所述班前试板焊接检测阶段还包括:
25.当所述试板焊接不合格时,检查用于焊接的焊接设备,校核所述焊接设备的焊接参数;
26.进行另一块所述试板的焊接及检测。
27.可选地,所述选取初步检验合格的板单元包括:
28.在一批制造完成并初步检验合格的所述板单元中选取第一预设数量的所述板单元作为第一检查批次;
29.所述对所述板单元的焊接情况进行破坏性检验包括:
30.对所述第一检查批次的所述板单元进行破坏性检验。
31.可选地,所述对所述板单元的焊接情况进行破坏性检验之后,所述合格板单元焊接检测阶段还包括:
32.当所述第一检查批次的所述板单元焊接不合格时,检查用于焊接的焊接设备,校核所述焊接设备的焊接参数;
33.进行下一批次的所述板单元的焊接与检测。
34.可选地,当焊接设备发生变动,选取变动后的所述焊接设备初生产的第一预设数量的所述板单元进行所述合格板单元焊接检测阶段。
35.可选地,所述确定所述试板上试件的取样位置为:
36.在所述试板上一条所述u肋的两条所述焊缝处各确定一个所述取样位置,且两个所述取样位置相对设置;
37.所述班前试板焊接检测阶段根据第一判定标准判定所述试板的焊接情况是否合格;所述第一判定标准包括:
38.当所述试板上两个所述试件的所述焊缝的熔透深度比例大于或等于第一预设值时,判定班前所述试板焊接合格;
39.当所述熔透深度比例小于所述第一预设值且大于或等于第二预设值时,在所述试板上所述u肋每条焊缝处均另取一个第二试件;当两个所述第二试件的所述熔透深度比例分别大于或等于所述第一预设值和所述第二预设值时,判定班前所述试板焊接合格;
40.当所述试板的两个所述试件中至少一个的所述熔透深度比例小于所述第二预设值时,判定班前所述试板焊接不合格。
41.可选地,所述合格板单元焊接检测阶段根据第二判定标准判定所述板单元的焊接情况是否合格;所述第二判定标准包括:
42.在所述第一检查批次的每个所述板单元的每条焊缝处均切取第二预设数量的第三试件,当同一所述板单元上所有所述第三试件的熔透深度比例均大于或等于第三预设值且满足第一预设条件时,判定所述板单元焊接合格;其中,所述第一预设条件为同一所述板单元上所述熔透深度比例大于或等于第一预设值的所述第三试件占所述第三试件总数的比例大于或等于75%,且所述熔透深度比例大于或等于第二预设值的所述第三试件占所述第三试件总数的比例大于或等于90%;
43.当同一所述板单元上的所有所述第三试件满足所述第一预设条件且存在第四试件时,在所述第四试件所在所述焊缝上切取与所述第四试件相距第一预设距离的两个第五试件,若所述第五试件的所述熔透深度比例均大于或等于所述第三预设值,判定所述板单元焊接合格;其中,所述第四试件为所述熔透深度比例小于所述第三预设值的所述第三试件。
44.本发明与现有技术相比,具有以下有益效果:本方法通过采取班前试板焊接检测阶段,以在每个拼装轮次进行班前试板焊接及相应焊接情况的检测,以在正式生产前对焊接工艺进行验证,做到事前控制,便于在班前试板焊接中发现相应问题(如焊接设备问题、焊接工艺问题等等),保证后续班中桥梁板单元正式焊接的质量,且避免了因板单元班中焊接出现问题而导致相应板单元难以处理的情况发生;通过采取合格板单元焊接检测阶段,以在一批板单元制造完成并初步检验合格后,对该批板单元进行取样检测,以进一步检测(再次验证)该批板单元的焊缝熔深等焊接情况是否合格,对实际产品(板单元)的u肋焊缝熔深情况进行精准验证,避免因无损检测误差而影响桥梁的质量,保证了板单元及桥梁的焊接质量。如此,对于同一批板单元,先后分别对其进行班前试板焊接检测阶段和合格板单元焊接检测阶段,以对其进行多道检测,从而便于及时发现和消除板单元焊接各阶段可能引起不合格或不满意效果的因素,从而达到相应质量要求。而且,本方法中对班前试板和板单元的焊接情况的检测采用破坏性检验,即从班前试板和板单元上切取相应试件进行检测,能够保证检测结果的准确性,且便于及时发现相应的焊接问题以进行相应控制。
附图说明
45.图1为本发明实施例中桥面板u肋焊缝的质量控制方法的流程图;
46.图2为本发明实施例中步骤100的子流程图;
47.图3为本发明实施例中步骤200的子流程图;
48.图4为本发明实施例中班前试板焊接检测阶段的部分流程图;
49.图5为本发明实施例中合格板单元焊接检测阶段的部分流程图;
50.图6为本发明实施例中试板连接在板单元上的结构示意图;
51.图7为本发明实施例中试板的结构示意图;
52.图8为本发明实施例中试件的结构示意图;
53.图9为本发明实施例中板单元和第三试件位置的结构示意图。
54.附图标记说明:
55.1-面板;2-u肋;3-试件;4-第三试件。
具体实施方式
56.为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
57.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。
58.结合图1、图6-图9所示,本发明实施例提供一种桥面板u肋焊缝的质量控制方法,包括:
59.班前试板焊接检测阶段和合格板单元焊接检测阶段;
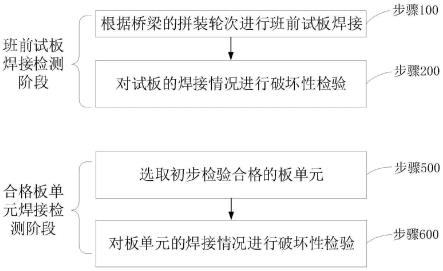
60.班前试板焊接检测阶段包括以下步骤:
61.步骤100、根据桥梁的拼装轮次进行班前试板焊接;
62.步骤200、对试板的焊接情况进行破坏性检验;
63.合格板单元焊接检测阶段包括以下步骤:
64.步骤500、选取初步检验合格的板单元;
65.步骤600、对板单元的焊接情况进行破坏性检验。
66.本方法用于钢结构桥梁上板单元(桥面板1单元)的焊接质量控制,其中,桥面板1结构包括焊接连接的面板1和u肋2(u型肋、梯形肋)。
67.本方法的班前试板焊接检测阶段用于在班前进行试板焊接及其焊接情况的检测;具体地,通过步骤100在桥梁的每个拼装轮次(如桥梁每次节段的拼装)进行相应频率的班前试板焊接,通过步骤200对步骤100焊接完成的班前试板进行破坏性检验,即从班前试板上切取相应试件进行班前试板的焊缝熔深(即面板1与u肋2焊接形成的焊缝的熔深)等焊接情况的检测。合格板单元焊接检测阶段用于在一批板单元制造完成并初步检验(如非破坏性检验或无损检测)合格后,对该批板单元进行取样检测;具体地,通过步骤500在一批制造完成并初步检验合格的板单元中选取一定数量的板单元,通过步骤600对步骤500选取的板单元进行破坏性检验,即从板单元上切取相应试件进行板单元的焊缝熔深等焊接情况的检测。
68.这样,本方法通过采取班前试板焊接检测阶段,以在每个拼装轮次进行班前试板焊接及相应焊接情况的检测,以在正式生产前对焊接工艺进行验证,做到事前控制,便于在班前试板焊接中发现相应问题(如焊接设备问题、焊接工艺问题等等),保证后续班中桥梁板单元正式焊接的质量,且避免了因板单元班中焊接出现问题而导致相应板单元难以处理的情况发生;通过采取合格板单元焊接检测阶段,以在一批板单元制造完成并初步检验合格后,对该批板单元进行取样检测,以进一步检测(再次验证)该批板单元的焊缝熔深等焊接情况是否合格,对实际产品(板单元)的u肋焊缝熔深情况进行精准验证,避免因无损检测误差而影响桥梁的质量,保证了板单元及桥梁的焊接质量。如此,对于同一批板单元,先后分别对其进行班前试板焊接检测阶段和合格板单元焊接检测阶段,以对其进行多道检测,从而便于及时发现和消除板单元焊接各阶段可能引起不合格或不满意效果的因素,从而达到相应质量要求。而且,本方法中对班前试板和板单元的焊接情况的检测采用破坏性检验,即从班前试板和板单元上切取相应试件进行检测,能够保证检测结果的准确性,且便于及时发现相应的焊接问题以进行相应控制。
69.可选地,结合图1、图2所示,步骤100包括以下步骤:
70.步骤110、在桥梁的首个拼装轮次,按第一频率进行班前试板的焊接;
71.步骤120、从桥梁的第二个拼装轮次起,按第二频率进行班前试板的焊接;
72.其中,第一频率高于第二频率。
73.具体地,根据桥梁的拼装轮次进行班前试板焊接。通过步骤110,在桥梁的首个拼装轮次中,先按照第一频率(例如每日班前焊接一块试板)进行班前试板的焊接;在首个拼
装轮次完成后,桥梁上相应的焊接工艺及焊接设备的焊接参数的设置等均相对先前更为成熟,即可根据步骤120,从桥梁的第二个拼装轮次起,按低于第一频率的第二频率(例如每周进行一次班前试板的焊接)进行相应拼装轮次的班前试板的焊接。如此,根据拼装轮次调整相应频率,以在先通过相对较高的第一频率进行班前试板焊接,便于优化焊接工艺及焊接设备的焊接参数的设置等;在后通过相对较低的第二频率进行班前试板焊接,以在相应焊接工艺及焊接设备的焊接参数的设置较为成熟的情况下减少班前试板的成本投入。
74.可选地,结合图1、图3、图6-图8所示,步骤200包括以下步骤:
75.步骤210、确定试板上试件3的取样位置;
76.具体地,先通过步骤210,确定完成班前焊接的试板上用于进行焊接情况检测的试件3的取样位置,用于步骤220的取样。在一些实施中,班前试板上试件3的取样位置可由监理工程师确定,可在每个试板上从u肋2与面板1连接的两条焊缝处各取至少一个试件3。
77.步骤220、从取样位置切取试件3进行焊接情况的检测。
78.具体地,根据步骤210中确定的取样位置从班前试板上切取得到试件3,将其磨削加工成宏观断面试件,以便于观察及检测焊缝熔深等焊接情况。
79.可选地,用于班前焊接的试板可以是连接在正式板单元(即用于班中进行焊接的板单元)上,也可以是独立于正式板单元外。
80.可选地,结合图6、图7所示,步骤210包括:
81.在试板上u肋2的两条焊缝处各确定至少一个取样位置。
82.具体地,在每个试板上从u肋2与面板1连接的两条焊缝处各确定至少一个取样位置,以便于同时检测u肋2与面板1焊接连接形成的两条焊缝的焊缝熔深等焊接情况,便于及时发现u肋2与面板1的焊接问题,以及避免试板检测不全面。在一些实施例中,在每个试板上确定一个u肋2,并从该u肋2与面板1连接的两条焊缝处各确定一个取样位置,且这两个取样位置关于u肋2对称。
83.可选地,结合图1、图4所示,步骤200之后,班前试板焊接检测阶段还包括:
84.步骤300、当试板焊接不合格时,检查用于焊接的焊接设备,校核焊接设备的焊接参数;
85.步骤400、进行另一块试板的焊接及检测。
86.具体地,当班前试板的焊接合格时,即可直接进行后续的班中焊接。而当班前试板的焊接不合格时,则不可直接进行班中焊接,以避免班中焊接中出现类似的不合格问题,因此,通过步骤300,对焊接设备及其焊接参数进行检查、校核,以根据班前试板中出现的问题(导致班前试板不合格的因素)修正(或调整)焊接设备及其焊接参数。其后,通过步骤400,进行另一块试板的班前焊接,并在其焊接完成后进行如步骤200的检测。如此,以解决班前试板不合格中焊接设备及其焊接参数设置不合理的问题。
87.可选地,若步骤400的班前试板的焊接合格,即可进行后续的班中焊接;若步骤400的班前试板的焊接不合格,则在检查用于焊接的焊接设备及校核焊接设备的焊接参数后,继续进行另一块试板的班前焊接,依此,直至班前试板焊接合格再进行班中焊接。
88.可选地,当班前试板焊接不合格时,班前试板焊接检测阶段还包括:
89.调整第一频率至第三频率,后续的当前拼装轮次的班前试板焊接按照第三频率进行;其中,第三频率高于第一频率。
90.具体地,在首个拼装轮次,当某次班前试板出现焊接不合格的情况,后续其他班次的班前试板的相应频率可调整为高于第一频率的第三频率,以提升后续其他班次的班前试板的相应频率,便于及时发现相应焊接问题。
91.可选地,结合图1、图6和图9所示,步骤500包括以下步骤:
92.在一批制造完成并初步检验合格的板单元中选取第一预设数量的板单元作为第一检查批次;
93.步骤600包括:
94.对第一检查批次的板单元进行破坏性检验。
95.在同一批次的板单元完成焊接且初步检验合格后,即可进行进一步的检测。具体地,通过步骤500,从该批次的板单元中选取(如随机抽取)第一预设数量(如10块)的板单元作为第一检查批次的板单元用于该批板单元焊接情况的检测。通过步骤600,对第一检查批次的板单元进行破坏性检验,以检测板单元的焊缝熔深等焊接情况。
96.这样,通过对完成焊接且初步检验合格的一批板单元进行取样检测,能够进一步检测该批板单元的焊缝熔深等焊接情况是否合格,避免因无损检测误差而影响桥梁的质量,保证了板单元及桥梁的焊接质量;且便于在检测基础上总结经验,以对后续批次板单元的焊接工艺进行调整。
97.可选地,结合图1、图5所示,步骤600之后,合格板单元焊接检测阶段还包括:
98.步骤700、当第一检查批次的板单元焊接不合格时,检查用于焊接的焊接设备,校核焊接设备的焊接参数;
99.步骤800、进行下一批次的板单元的焊接与检测。
100.具体地,当步骤600检测的第一检查批次的板单元合格时,即可继续进行下一批次的板单元的焊接及检测。而当步骤600检测的第一检查批次的板单元不合格时(例如当第一检查批次的第一预设数量的板单元中出现至少两个不合格的板单元时,判定第一检查批次所在的同一批的板单元均不合格),通过步骤700,总结第一检查批次不合格的原因及经验,结合这些原因与经验调整焊接工艺,即对焊接设备及其焊接参数进行检查、校核,以修正(或调整)焊接设备及其焊接参数。其后,即可通过步骤800,进行下一批次的板单元的焊接,并在该批次的板单元完成焊接且初步检验合格后,对该批次板单元进行如步骤500和步骤600的检测,依此进行所有批次板单元的焊接与检测,以不断总结经验及调整焊接工艺。
101.可选地,结合图6-图8所示,确定试板上试件3的取样位置为:
102.在试板上一条u肋2的两条焊缝处各确定一个取样位置,且两个取样位置相对设置;
103.班前试板焊接检测阶段根据第一判定标准判定试板的焊接情况是否合格;第一判定标准包括:
104.当试板上两个试件3的焊缝的熔透深度比例大于或等于第一预设值时,判定班前试板焊接合格;
105.当熔透深度比例小于第一预设值且大于或等于第二预设值时,在试板上u肋2每条焊缝处均另取一个第二试件;当两个第二试件的熔透深度比例分别大于或等于第一预设值和第二预设值时,判定班前试板焊接合格;
106.当试板的两个试件3中至少一个的熔透深度比例小于第二预设值时,判定班前试
板焊接不合格。
107.本实施例中,第一判定标准用于判定班前试板焊接检测阶段中班前试板的焊接情况是否合格。具体地,当班前试板上u肋2每条焊缝处的试件的焊缝的熔透深度比例(熔深比例,即焊缝熔深占u肋2厚度的百分比)均大于或等于第一预设值时,判定该班前试板焊接合格。当熔透深度比例小于第一预设值且大于或等于第二预设值时,则在当前班前试板上u肋2每条焊缝处均另取一个第二试件;当这两个第二试件的熔透深度比例分别大于或等于第一预设值和第二预设值时,即这两个第二试件的熔透深度比例均大于或等于第二预设值且至少其中一个大于或等于第一预设值时,判定该班前试板焊接合格;而当班前试板的两个试件3中至少一个的熔透深度比例小于第二预设值时,判定班前试板焊接不合格。
108.可选地,第一预设值和第二预设值分别取80%、75%。在一些实施例中,80%的熔透深度比例对应的未熔透深度为1.6mm,75%的熔透深度比例对应的未熔透深度为2.0mm。
109.可选地,结合图9所示,合格板单元焊接检测阶段根据第二判定标准判定板单元的焊接情况是否合格;第二判定标准包括:
110.在第一检查批次的每个板单元的每条焊缝处均切取第二预设数量的第三试件4,当同一板单元上所有第三试件4的熔透深度比例均大于或等于第三预设值且满足第一预设条件时,判定板单元焊接合格;其中,第一预设条件为同一板单元上熔透深度比例大于或等于第一预设值的第三试件4占第三试件4总数的比例大于或等于75%,且熔透深度比例大于或等于第二预设值的第三试件4占第三试件4总数的比例大于或等于90%;
111.当同一板单元上的所有第三试件4满足第一预设条件且存在第四试件时,在第四试件所在焊缝上切取与第四试件相距第一预设距离的两个第五试件,若第五试件的熔透深度比例均大于或等于第三预设值,判定板单元焊接合格;其中,第四试件为熔透深度比例小于第三预设值的第三试件4。
112.本实施例中,第二判定标准用于判定合格板单元焊接检测阶段中板单元的焊接情况是否合格。具体地,在第一检查批次的每个板单元上所有u肋2与面板1焊接连接处的所有焊缝处均切取第二预设数量(如10个)的第三试件4,当同一板单元上所有第三试件4的熔透深度比例均大于或等于第三预设值(如70%)且满足第一预设条件时,判定板单元焊接合格;其中,第一预设条件为同一板单元上熔透深度比例大于或等于第一预设值(如80%)的第三试件4占第三试件4总数的比例大于或等于75%,且熔透深度比例大于或等于第二预设值(如75%)的第三试件4占第三试件4总数的比例大于或等于90%。
113.当同一板单元上的所有第三试件4满足第一预设条件且存在第四试件时,即当同一板单元上的所有第三试件4满足第一预设条件且存在熔透深度比例小于第三预设值的第三试件4时,将熔透深度比例小于第三预设值的第三试件4记为第四试件。其后,在第四试件所在的焊缝上切取与第四试件相距第一预设距离(如50mm)的两个第五试件,若第五试件的熔透深度比例均大于或等于第三预设值,判定板单元焊接合格。
114.可选地,上述的试件、第二试件、第三试件、第四试件和第五试件均可作为宏观酸蚀试件进行宏观酸蚀试验,以检测相应试件及班前试板(或板单元)的焊接情况。其中,通过宏观酸蚀试验,能够观察焊缝的形状、熔合线、宏观金相组织、热影响区等。在一些实施例中,对班前试板(或板单元)进行破坏性检验的具体做法为:先从班前试板(或板单元)上的相应位置采用机械切割的方式切取相应试件,将相应试件打磨抛光后,用专用的腐蚀液腐
蚀后,冲洗干净即可对相应试件的焊缝进行观察、检测了。
115.可选地,当焊接设备发生变动,选取变动后的焊接设备初生产的第一预设数量的板单元进行合格板单元焊接检测阶段。
116.本实施例中,当焊接设备发生变动(如设备更新升级、改造或设备发生事故并进行维修),且发生变动的焊接设备投入使用并焊接完成一定数量的一批板单元后,选取该批板单元中初步检验合格的板单元中前第一预设数量(按照板单元完成焊接的先后顺序)的板单元进行合格板单元焊接检测阶段,即对该第一预设数量的板单元进行破坏性检验及判定。
117.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1