一种光检设备的制作方法
1.本发明涉及一种光检设备,属于光检技术领域。
背景技术:
2.引线框架作为集成电路的芯片载体,是一种借助于键合材料(金丝、铝丝、铜丝)实现芯片内部电路引出端与外引线的电气连接,形成电气回路的关键结构件,它起到了和外部导线连接的桥梁作用,绝大部分的半导体集成块中都需要使用引线框架,是电子信息产业中重要的基础材料。
3.引线框架在生产过程中,需要通过光检机进行质量检测,光检机的原理是通过机器摄像头将产品转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作,从而甄别出良品与不良品;
4.现有技术中,如专利号为cn201110207361.x的专利公布的一种ic料条三次光检设备及其工作方法,其通过相机实现自动拍照检测,替代了人工检测,提高了检测效率,而当产品为引线框架尤其是具有斜面式基岛的gam引线框架时,则难以按照检测要求对引线框架的斜面式基岛处进行光检。
5.因此,需要有一种光检设备,实现对具有斜面式基岛的gam引线框架进行光检。
技术实现要素:
6.本发明要解决的技术问题是:为了克服现有技术的不足,提供对具有斜面式基岛的gam引线框架进行光检的一种光检设备。
7.本发明解决上述问题所采用的技术方案为:一种光检设备,包括工作台和自左至右设置在工作台上的上料机构、光检机构和下料机构;
8.所述光检机构包括自左至右依次布置的传输组件、第一检测组件和第二检测组件;
9.所述传输组件包括两个前后对称设置的移动小舟,所述移动小舟上连接有小舟移动模组;
10.所述第一检测组件包括两个前后对称设置的线扫相机,所述线扫相机与移动小舟一一对应,所述线扫相机与工作台固定连接;
11.所述第二检测组件包括两个中心对称布置的第二检测单元,所述第二检测单元与移动小舟一一对应,所述第二检测单元包括左右布置的尺寸检测部件和镀银检测相机,所述镀银检测相机与工作台固定连接;
12.所述尺寸检测部件包括前后布置的第一尺寸相机和第二尺寸相机。
13.作为优选,所述第二检测单元前后方向长度的2倍大于第二检测组件前后方向的长度。
14.作为优选,所述上料机构包括左右布置的上料组件和上料抓取组件;
15.所述上料组件包括两个前后对称布置的上料仓组,所述上料仓组包括多个前后依次分布的上料仓体;
16.所述上料抓取组件包括固定设置在工作台上的四轴上料机器人,所述四轴上料机器人上连接有上料支架,所述上料支架的底部固定连接有上料底板,所述上料底板上转动连接有水平布置的转动轴,所述转动轴上可拆卸固定连接有上料吸盘,所述上料底板上设置有第一气缸,所述第一气缸的缸体与上料底板铰接,所述第一气缸的活塞端与转动轴铰接,所述第一气缸驱动转动轴转动,所述上料底板上螺纹连接有两个限位螺丝,两个限位螺丝分别位于上料吸盘的上方和下方。
17.作为优选,所述下料机构包括自左至右布置的下料抓取组件和下料组件,所述下料组件有两个,两个下料组件前后布置。
18.作为优选,所述下料抓取组件包括固定设置在工作台上的四轴下料机器人,所述四轴下料机器人上连接有下料支架,所述下料支架的下方设置有第一丝杠,所述第一丝杠的一端安装有第一旋钮,所述第一丝杠上螺纹连接有两个第一螺母,两个第一螺母沿第一丝杠轴线对称分布,两个第一螺母的螺纹旋向相反,所述下料支架的下方还固定设置有两个关于第一丝杠对称设置的第一导杆,所述第一导杆与丝杠平行,所述第一螺母与第一导杆滑动连接,所述第一丝杠的下方设置有两个夹持单元,所述夹持单元与第一螺母一一对应;
19.所述夹持单元包括夹持气缸,所述夹持气缸的缸体与第一螺母固定连接,所述夹持气缸的活塞端固定连接有夹持板,所述夹持板的底部固定设置有两个关于第一丝杠轴线对称的夹爪,所述第一丝杠的下方设置有两个第二导杆,所述第二导杆与第一导杆一一对应,所述第二导杆与第一导杆平行,所述夹持板与第二导杆滑动连接。
20.作为优选,所述下料支架的下方固定设置有两个左右分布的限位杆,各夹爪均位于两个限位杆之间。
21.作为优选,所述下料组件包括自左至右依次设置的废品下料单元、良品下料单元和隔纸输送单元。
22.作为优选,所述废品下料单元包括固定设置在工作台上的废品收料滑轨,所述废品收料滑轨平行于前后方向,所述废品收料滑轨上滑动连接有废品仓,所述废品仓上固定设置有把手。
23.作为优选,所述良品下料单元包括水平固定设置在工作台上方的固定板,所述固定板的下方设置有多个前后依次布置的传输轨道,相邻两个传输轨道之间设置有升降板,各升降板均通过升降模组驱动升降,所述固定板上设置有落料口,所述落料口内穿设有两个左右对称布置的挡板,所述升降板位于两个挡板之间,所述固定板的顶部前后固定设置有两个良品收料滑轨,所述良品收料滑轨平行于左右方向,所述挡板的底部固定设置有两个分别与两个良品收料滑轨一一对应的收料滑块,所述收料滑块安装在收料滑轨上,所述挡板上螺纹连接有第二丝杠,所述第二丝杠与固定板转动连接,所述第二丝杠的一端安装有第二旋钮,所述固定板的上方设置有两个缓冲部件,所述缓冲部件与挡板一一对应,两个挡板均位于两个缓冲部件之间,所述升降板位于缓冲部件的下方;
24.所述缓冲部件包括两个上下分布的收料缓冲板,所述收料缓冲板上连接有第二气缸,所述第二气缸驱动收料缓冲板左右移动,所述收料缓冲板的靠近挡板的一侧固定设置
有多个前后均匀分布缓冲杆,所述缓冲杆活动穿过挡板;
25.所述固定板的下方设置有第三丝杠和限位滑轨,所述第三丝杠平行于前后方向,所述限位滑轨与第三丝杠平行,所述限位滑轨与固定板固定连接,所述第三丝杠与固定板转动连接,所述第三丝杠上安装有第三旋钮,所述第三丝杠上螺纹连接有两个限位柱,两个限位柱螺纹旋向相反,两个限位柱沿第三丝杠的轴线对称间隔布置,所述限位滑轨上滑动连接有两个限位滑块,所述限位滑块与限位柱一一对应,所述限位滑块与限位柱固定连接。
26.作为优选,所述隔纸输送单元包括隔纸仓、隔纸抓手和两个前后布置的隔纸移动模组,所述隔纸仓倾斜设置在隔纸抓手的右侧,所述隔纸抓手与隔纸移动模组的移动部连接,所述隔纸仓的一侧固定设置有两个前后布置的挡片;
27.所述隔纸抓手包括旋转轴,所述旋转轴平行于前后方向,所述旋转轴的两端分别与两个隔纸移动模组的移动部转动连接,所述旋转轴的一端倾斜设置有第三气缸,所述第三气缸的缸体与其中一个隔纸移动模组的移动部铰接,所述第三气缸的另一端与旋转轴铰接,所述第三气缸的轴线与旋转轴的轴线之间设有间隙,所述旋转轴的中端设置有第四气缸,所述第四气缸的缸体固定设置在旋转轴上,所述第四气缸的活塞端固定设置有隔纸吸盘。
28.与现有技术相比,本发明的优点在于:
29.本发明一种光检设备,通过线扫相机对产品实现外形光检,通过第一尺寸相机和第二尺寸相机对产品实现尺寸光检,其中,第二相机则是对斜面式基岛处的尺寸进行光检,通过镀银检测相机对产品实现镀银光检;
30.综上所述,则可以实现对gam引线框架的光检。
附图说明
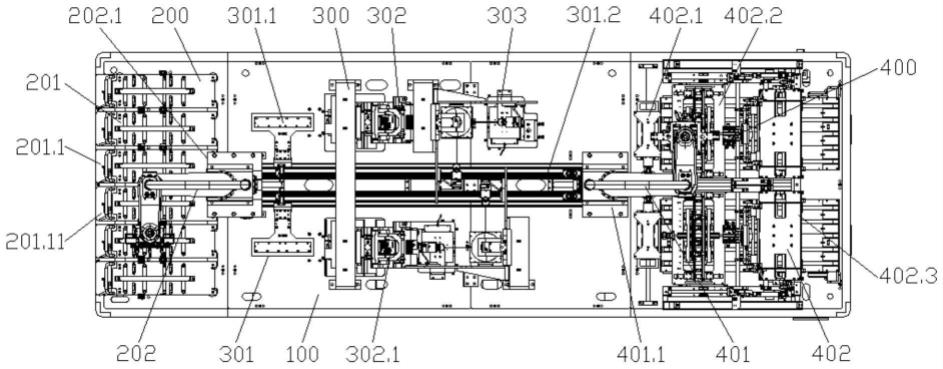
31.图1为本发明一种光检设备的结构示意图;
32.图2为上料抓取组件的第一结构示意图;
33.图3为上料抓取组件的第二结构示意图;
34.图4为上料抓取组件的爆炸图;
35.图5为第二检测组件的结构示意图;
36.图6为下料抓取组件的结构示意图;
37.图7为下料抓取组件的爆炸图;
38.图8为废品下料单元的结构示意图;
39.图9为良品下料单元的结构示意图;
40.图10为良品下料单元的爆炸图;
41.图11为缓冲部件的结构示意图;
42.图12为图11的爆炸图;
43.图13为隔纸输送单元的结构示意图;
44.图14为隔纸输送单元的爆炸图;
45.图15为图14的a部放大图;
46.图16为产品的结构示意图;
47.图17为产品的正视图;
48.图18为产品的俯视图;
49.图19为产品的左视图。
50.其中:工作台100,上料机构200,上料组件201,上料仓组201.1,上料仓体201.11,上料抓取组件202,四轴上料机器人202.1,上料支架202.2,上料底板202.3,转动轴202.4,上料吸盘202.5,第一气缸202.6,限位螺丝202.7,光检机构300,传输组件301,移动小舟301.1,小舟移动模组301.2,第一检测组件302,线扫相机302.1,第二检测组件303,第二检测单元303.1,尺寸检测部件303.11,第一尺寸相机303.111,第二尺寸相机303.112,镀银检测相机303.12,下料机构400,下料抓取组件401,四轴下料机器人401.1,下料支架401.2,第一丝杠401.3,第一旋钮401.4,第一螺母401.5,第一导杆401.6,夹持单元401.7,夹持气缸401.71,夹持板401.72,夹爪401.73,第二导杆401.74,限位杆401.8,下料组件402,废品下料单元402.1,废品收料滑轨402.11,废品仓402.12,把手402.13,良品下料单元402.2,固定板402.21,传输轨道402.22,升降板402.23,升降模组402.24,落料口402.25,挡板402.26,良品收料滑轨402.27,收料滑块402.28,第二丝杠402.29,第二旋钮402.210,缓冲部件402.211,收料缓冲板402.2111,第二气缸,402.2112,缓冲杆402.2113,第三丝杠402.212,限位滑轨402.213,第三旋钮402.214,限位柱402.215,限位滑块402.216,隔纸输送单元402.3,隔纸仓402.31,隔纸抓手402.32,旋转轴,402.321,第三气缸402.322,第四气缸402.323,隔纸吸盘402.324,隔纸移动模组402.33,挡片402.34,产品500。
具体实施方式
51.如图1-4所示,本实施例中的一种光检设备,包括工作台100和自左至右设置在工作台100上的上料机构200、光检机构300和下料机构400;
52.该光检设备工作期间,将产品500通过上料机构200传输至光检机构300,通过光检机构300对产品500实现光检后,再通过下料机构400实现下料。
53.所述上料机构200包括左右布置的上料组件201和上料抓取组件202;
54.所述上料组件201包括两个前后对称布置的上料仓组201.1,所述上料仓组201.1包括多个前后依次分布的上料仓体201.11;
55.所述上料抓取组件202包括固定设置在工作台100上的四轴上料机器人202.1,所述四轴上料机器人202.1上连接有上料支架202.2,所述上料支架202.2的底部固定连接有上料底板202.3,所述上料底板202.3上转动连接有水平布置的转动轴202.4,所述转动轴202.4上可拆卸固定连接有上料吸盘202.5,所述上料底板202.3上设置有第一气缸202.6,所述第一气缸202.6的缸体与上料底板202.3铰接,所述第一气缸202.6的活塞端与转动轴202.4铰接,所述第一气缸202.6驱动转动轴202.4转动,所述上料底板202.3上螺纹连接有两个限位螺丝202.7,两个限位螺丝202.7分别位于上料吸盘202.5的上方和下方;
56.上料期间,将产品500放置在上料仓体201.11内,随后,通过四轴上料机器人202.1驱动上料支架202.2移动,则可以实现上料吸盘202.5移动至产品500上,并通过上料吸盘202.5吸附产品500,之后,随着上料吸盘202.5的移动,则将产品500移动至光检机构300处后停止吸附产品500;
57.当产品500为具有斜面式基岛的gam引线框架时,上料吸盘202.5吸附产品500后,通过第一气缸202.6驱动转动轴202.4转动,使转动轴202.4带动上料吸盘202.5转动至水平
状态,即产品500转动至水平状态,当产品500放置在检测机构处后,则第一气缸202.6驱动转动轴202.4反向转动实现复位,即上料吸盘202.5反向转动实现复位,而上料吸盘202.5转动和复位期间,分别与两个限位螺丝202.7抵靠,通过两个限位螺丝202.7,则可以对上料吸盘202.5的转动角度实现限位,便于提高上料吸盘202.5转动精度,而通过旋动限位螺丝202.7,则可以调整上料吸盘202.5转动角度。
58.如图5所示,所述光检机构300包括自左至右依次布置的传输组件301、第一检测组件302和第二检测组件303;
59.所述传输组件301包括两个前后对称设置的移动小舟301.1,所述移动小舟301.1上连接有小舟移动模组301.2,所述小舟移动模组301.2驱动移动小舟301.1左右移动;
60.上料机构200处的产品500输送至移动小舟301.1上,随后,通过小舟移动模组301.2驱动移动小舟301.1向右移动,并通过第一检测组件302和第二检测组件303对产品500进行光检,光检完毕后,产品500输送至下料机构400,而移动小舟301.1则通过小舟移动模组301.2驱动反向移动实现复位。
61.所述第一检测组件302包括两个前后对称设置的线扫相机302.1,所述线扫相机302.1与移动小舟301.1一一对应,所述线扫相机302.1与工作台100固定连接;
62.当产品500移动至线扫相机302.1处时,通过线扫相机302.1对产品500拍照并光检其外形,实现外形光检。
63.所述第二检测组件303包括两个中心对称布置的第二检测单元303.1,所述第二检测单元303.1与移动小舟301.1一一对应,所述第二检测单元303.1包括左右布置的尺寸检测部件303.11和镀银检测相机303.12,所述镀银检测相机303.12与工作台100固定连接,所述第二检测单元303.1前后方向长度的2倍大于第二检测组件303前后方向的长度;
64.所述尺寸检测部件303.11包括前后布置的第一尺寸相机303.111和第二尺寸相机303.112;
65.当产品500一次光检完毕并输送至第二检测组件303处时,通过第一尺寸相机303.111和第二尺寸相机303.112对产品500进行拍照并光检其尺寸,其中,第二尺寸相机303.112则用于对产品500的斜面式基岛处的尺寸进行光检,另外,通过镀银检测相机303.12对产品500进行拍照并光检其镀银效果,如此,则实现产品500的尺寸和镀银光检;
66.这里,因第二检测单元303.1前后方向长度的2倍大于第二检测组件303前后方向的长度,从而使两个第二检测单元303.1之间前后方向存在交叉,如此,则可以减小该光检设备的体积。
67.所述下料机构400包括自左至右布置的下料抓取组件401和下料组件402,所述下料组件402有两个,两个下料组件402前后布置;
68.如图6-7所示,所述下料抓取组件401包括固定设置在工作台100上的四轴下料机器人401.1,所述四轴下料机器人401.1上连接有下料支架401.2,所述下料支架401.2的下方设置有第一丝杠401.3,所述第一丝杠401.3的一端安装有第一旋钮401.4,所述第一丝杠401.3上螺纹连接有两个第一螺母401.5,两个第一螺母401.5沿第一丝杠401.3轴线对称分布,两个第一螺母401.5的螺纹旋向相反,所述下料支架401.2的下方还固定设置有两个关于第一丝杠401.3对称设置的第一导杆401.6,所述第一导杆401.6与第一丝杠401.3平行,所述第一螺母401.5与第一导杆401.6滑动连接,所述第一丝杠401.3的下方设置有两个夹
持单元401.7,所述夹持单元401.7与第一螺母401.5一一对应;
69.所述夹持单元401.7包括夹持气缸401.71,所述夹持气缸401.71的缸体与第一螺母401.5固定连接,所述夹持气缸401.71的活塞端固定连接有夹持板401.72,所述夹持气缸401.71驱动夹持板401.72平行于第一丝杠401.3轴线方向移动,所述夹持板401.72的底部固定设置有两个关于第一丝杠401.3轴线对称的夹爪401.73,所述第一丝杠401.3的下方设置有两个第二导杆401.74,所述第二导杆401.74与第一导杆401.6一一对应,所述第二导杆401.74与第一导杆401.6平行,所述夹持板401.72与第二导杆401.74滑动连接,所述下料支架401.2的下方固定设置有两个左右分布的限位杆401.8,各夹爪401.73均位于两个限位杆401.8之间;
70.产品500光检完毕后,通过四轴下料机器人401.1使夹爪401.73移动至产品500处,且此时,四个夹爪401.73呈矩阵分布在产品500的前后两侧,之后,夹持气缸401.71启动,使两个夹持板401.72靠近移动,则可以使夹爪401.73夹持产品500,而通过计算,此时产品500还位于两个限位杆401.8之间,接着,通过四轴下料机器人401.1驱动夹爪401.73带动产品500移动至下料组件402处后,夹持气缸401.71驱动夹持板401.72反向移动,则使夹爪401.73松开产品500;
71.这里,限位杆401.8的作用是防止夹爪401.73带动产品500移动过程中掉落,提高产品500移动的稳定性,且通过旋动第一旋钮401.4,使第一丝杠401.3转动,则可以使两个第一螺母401.5在第一导杆401.6上带动两个夹持板401.72靠近或远离移动,则可以根据产品500尺寸调节各夹爪401.73之间的距离,通过第一螺母401.5与第一导杆401.6之间的配合,起到第一螺母401.5移动导向的效果,而通过夹持板401.72与第二导杆401.74之间的配合,则起到夹持板401.72移动导向的效果。
72.所述下料组件402包括自左至右依次设置的废品下料单元402.1、良品下料单元402.2和隔纸输送单元402.3;
73.如图8所示,所述废品下料单元402.1包括固定设置在工作台100上的废品收料滑轨402.11,所述废品收料滑轨402.11平行于前后方向,所述废品收料滑轨402.11上滑动连接有废品仓402.12,所述废品仓402.12上固定设置有把手402.13;
74.当产品500检测为不合格时,夹爪401.73夹持的产品500放置在废品仓402.12内,而当需要清除废品仓402.12内的产品500时,工作人员拉动把手402.13,使废品仓402.12在废品收料滑轨402.11上移动,从而调整废品仓402.12的位置,便于废品仓402.12内产品500的取出。
75.如图9-12所示,所述良品下料单元402.2包括水平固定设置在工作台100上方的固定板402.21,所述固定板402.21的下方设置有多个前后依次布置的传输轨道402.22,相邻两个传输轨道402.22之间设置有升降板402.23,各升降板402.23均通过升降模组402.24驱动升降,所述固定板402.21上设置有落料口402.25,所述落料口402.25内穿设有两个左右对称布置的挡板402.26,所述升降板402.23位于两个挡板402.26之间,所述固定板402.21的顶部前后固定设置有两个良品收料滑轨402.27,所述良品收料滑轨402.27平行于左右方向,所述挡板402.26的底部固定设置有两个分别与两个良品收料滑轨402.27一一对应的收料滑块402.28,所述收料滑块402.28安装在良品收料滑轨402.27上,所述挡板402.26上螺纹连接有第二丝杠402.29,所述第二丝杠402.29与固定板402.21转动连接,所述第二丝杠
402.29的一端安装有第二旋钮402.210,所述固定板402.21的上方设置有两个缓冲部件402.211,所述缓冲部件402.211与挡板402.26一一对应,两个挡板402.26均位于两个缓冲部件402.211之间,所述升降板402.23位于缓冲部件402.211的下方;
76.所述缓冲部件402.211包括两个上下分布的收料缓冲板402.2111,所述收料缓冲板402.2111上连接有第二气缸402.2112,所述第二气缸402.2112驱动收料缓冲板402.2111左右移动,所述收料缓冲板402.2111的靠近挡板402.26的一侧固定设置有多个前后均匀分布缓冲杆402.2113,所述缓冲杆402.2113活动穿过挡板402.26;
77.所述固定板402.21的下方设置有第三丝杠402.212和限位滑轨402.213,所述第三丝杠402.212平行于前后方向,所述限位滑轨402.213与第三丝杠402.212平行,所述限位滑轨402.213与固定板402.21固定连接,所述第三丝杠402.212与固定板402.21转动连接,所述第三丝杠402.212上安装有第三旋钮402.214,所述第三丝杠402.212上螺纹连接有两个限位柱402.215,两个限位柱402.215螺纹旋向相反,两个限位柱402.215沿第三丝杠402.212的轴线对称间隔布置,所述限位滑轨402.213上滑动连接有两个限位滑块402.216,所述限位滑块402.216与限位柱402.215一一对应,所述限位滑块402.216与限位柱402.215固定连接;
78.当产品500光检合格后,夹爪401.73夹持的产品500移动至两个挡板402.26之间且位于挡板402.26的上方,之后,松开夹爪401.73,产品500掉落至上方收料缓冲板402.2111上的缓冲杆402.2113上,实现一次落料,然后,上方收料缓冲板402.2111上的第二气缸402.2112驱动收料缓冲板402.2111移动,并带动上方收料缓冲板402.2111上的缓冲杆402.2113与产品500分离,此时产品500则掉落至下方收料缓冲板402.2111上的缓冲杆402.2113上,实现二次落料,且上方收料缓冲板402.2111通过第一气缸202.6复位,则带动上方收料缓冲板402.2111上的缓冲杆402.2113复位,而当下方缓冲杆402.2113上的产品500数量达到设定数量后,通过第二气缸402.2112驱动下方收料缓冲板402.2111,并带动下方缓冲杆402.2113同步移动并与产品500分离,此时,产品500通过重力作用掉落至升降板402.23上,实现三次落料,接着,第二气缸402.2112驱动下方收料缓冲板402.2111复位,如此,使升降板402.23上间歇性增加产品500,而当升降板402.23上的产品500达到设定数量后,通过升降模组402.24使升降板402.23下降,随着升降板402.23的下降,使升降板402.23上的产品500搁置在传输轨道402.22上,此时,传输轨道402.22通过与其连接的驱动装置移动,则带动产品500移动,便于工作人员取出;
79.而当需要根据产品500尺寸调节两个挡板402.26之间的距离时,则旋动第二旋钮402.210,使第二丝杠402.29转动,第二丝杠402.29的转动则带动挡板402.26前后方向移动,另外,放置在两个挡板402.26之间的产品500同时还位于两个限位柱402.215之间,通过两个限位柱402.215防止两个挡板402.26之间的产生产生前后方向的偏移,而当两个限位柱402.215需要根据产品500尺寸调节距离时,旋动第三旋钮402.214,使第三丝杠402.212转动,则可以带动限位滑块402.216在限位滑轨402.213上移动,同时带动限位柱402.215移动,通过限位滑块402.216与限位滑轨402.213之间的配合,则起到了限位柱402.215移动导向的效果。
80.如图13-15所示,所述隔纸输送单元402.3包括隔纸仓402.31、隔纸抓手402.32和两个前后布置的隔纸移动模组402.33,所述隔纸仓402.31倾斜设置在隔纸抓手402.32的右
侧,所述隔纸抓手402.32与隔纸移动模组402.33的移动部连接,所述隔纸移动模组402.33驱动隔纸抓手402.32左右移动,所述隔纸仓402.31的一侧固定设置有两个前后布置的挡片402.34;
81.所述隔纸抓手402.32包括旋转轴402.321,所述旋转轴402.321平行于前后方向,所述旋转轴的两端分别402.321与两个隔纸移动模组402.33的移动部转动连接,所述旋转轴402.321的一端倾斜设置有第三气缸402.322,所述第三气缸402.322的缸体与其中一个隔纸移动模组402.33的移动部铰接,所述第三气缸402.322的另一端与旋转轴402.321铰接,所述第三气缸402.322的轴线与旋转轴402.321的轴线之间设有间隙,所述旋转轴402.321的中端设置有第四气缸402.323,所述第四气缸402.323的缸体固定设置在旋转轴402.321上,所述第四气缸402.323的活塞端固定设置有隔纸吸盘402.324;
82.隔纸600放置在隔纸仓402.31,且通过挡片402.34挡住隔纸600,防止隔纸600掉落,吸取隔纸600时,通过第四气缸402.323驱动隔纸吸盘402.324向着靠近隔纸600方向移动并抵靠,然后,隔纸吸盘402.324吸附一张隔纸600,此时,第四气缸402.323驱动隔纸吸盘402.324反向移动,则可以使隔纸吸盘402.324带动一张隔纸600移出隔纸仓402.31,且隔纸600在挡片402.34上移动时产生形变,而当隔纸600与挡片402.34分离后恢复原状,且隔纸仓402.31内下一张隔纸600通过挡板402.26可以防止掉落,如此,则可以实现隔纸吸盘402.324吸附单张隔纸600的功能,接着,第三气缸402.322启动,使第三气缸402.322的活塞推动旋转轴402.321转动,则可以带动隔纸吸盘402.324转动,使隔纸吸盘402.324带动吸附的隔纸600转动,并使吸附的隔纸600位于隔纸吸盘402.324的下方,之后,通过隔纸移动模组402.33使隔纸吸盘402.324带动吸附的隔纸600移动至两个挡板402.26之间后,隔纸吸盘402.324松开隔纸600,使隔纸600掉落至两个挡板402.26之间最上方的产品500上,而当两个挡板402.26之间再次输入产品500后,则再次添加隔纸600,如此,则可以实现相邻两个产品500之间通过隔纸600隔开。
83.除上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1