外观检查装置以及外观检查方法与流程
1.本发明涉及一种外观检查装置以及外观检查方法。
背景技术:
2.以往,在基板上使用导电性接合构件来安装电子零件的情况下,为了检查安装状态,会实施外观检查。
3.专利文献1中公开了一种外观检查装置,其包括:背面用反射镜,以从在倾斜状态下被引导至检查位置的工件的正下方分离的方式而配置,对来自工件背面侧的光进行反射;背面拍摄用摄像机,对经由背面用反射镜而来自工件背面侧的反射光进行拍摄;以及表面拍摄用摄像机,对来自工件表面侧的反射光进行拍摄,基于由背面拍摄用摄像机以及表面拍摄用摄像机各自拍摄的拍摄图像,通过控制部所进行的检查处理来检查陶瓷电容器上的焊料的涂布状态。
4.[现有技术文献]
[0005]
[专利文献]
[0006]
专利文献1:日本专利特开2014-95574号公报
技术实现要素:
[0007]
[发明所要解决的问题]
[0008]
根据专利文献1所记载的外观检查装置,既能防止因掉落在背面检查用摄像机的透镜上的异物引起的外观检查的误判定,又能通过检查包含焊料的溢出量在内的涂布状态来判别电容器是否已电连接于引线框架。
[0009]
但是,专利文献1所记载的外观检查装置由于是用于拍摄可识别焊料的拍摄图像的结构,因此无法清晰地拍摄电容器与引线框架,有时无法以充分的精度来检查电容器与引线框架的导通不良以外的安装不良、例如电容器从引线框架上的正常安装区域的偏离。
[0010]
本发明是有鉴于此种情况而完成,本发明的目的在于提供一种能够实现检查精度的提高的外观检查装置以及外观检查方法。
[0011]
[解决问题的技术手段]
[0012]
本发明的一实施例的外观检查装置检查工件的外观,所述工件包含引线框架、设在引线框架的表面的电子零件、以及设在引线框架与电子零件之间的导电性接合构件,所述外观检查装置包括:第一拍摄部,构成为能够从安装有电子零件的工件表面侧拍摄工件;以及第二拍摄部,构成为能够从与工件表面为相反侧的工件背面侧拍摄工件,第一拍摄部构成为,拍摄能够对俯视工件表面时的电子零件相对于引线框架的位置及角度中的至少一者进行识别的至少一个拍摄图像,第二拍摄部构成为,拍摄能够对俯视工件背面时的从引线框架突出的导电性接合构件的尺寸进行识别的拍摄图像。
[0013]
根据此实施例,能够高精度地检查电子零件相对于引线框架的配置偏离、以及引线框架与电子零件的导通这两者。而且,通过以夹着工件而相向的方式来配置第一拍摄部
与第二拍摄部,从而能够提供既能实现效率良好的外观检查又抑制了大型化的外观检查装置。
[0014]
所述实施例中,也可还包括:第一同轴落射照明,设在工件与第一拍摄部之间;第二同轴落射照明,设在工件与第二拍摄部之间;环形照明,设在工件与第二同轴落射照明之间;以及条形照明,设在工件与环形照明之间。
[0015]
所述实施例中,也可构成为能够执行:第一模式,通过第一同轴落射照明来对引线框架以及电子零件进行照明,并通过第一拍摄部来拍摄能够对俯视工件表面时的电子零件相对于引线框架的位置进行识别的第一拍摄图像;第二模式,通过第二同轴落射照明来将引线框架以及电子零件设为暗状态,并通过第一拍摄部来拍摄能够对俯视工件表面时的电子零件相对于引线框架的角度进行识别的第二拍摄图像;以及第三模式,通过第二同轴落射照明以及环形照明来对引线框架以及电子零件进行照明,通过条形照明来对导电性接合构件进行照明,并通过第二拍摄部来拍摄能够对俯视工件背面时的从引线框架突出的导电性接合构件的尺寸进行识别的第三拍摄图像。
[0016]
所述实施例中,也可为,在第三模式中,基于从引线框架突出的导电性接合构件的第一宽度w1、与跟第一宽度w1为同一方向上的电子零件的第二宽度w2的比例,来检查引线框架与电子零件的导通。
[0017]
所述实施例中,也可为,在第一模式以及第二模式中,基于第一拍摄图像以及第二拍摄图像,来检查工件表面的面内方向上的、电子零件从正常安装区域的偏离。
[0018]
本发明的另一实施例的外观检查方法检查工件的外观,所述工件包含引线框架、设在引线框架的表面的电子零件、以及设在引线框架与电子零件之间的导电性接合构件,所述外观检查方法包括:从安装有电子零件的工件表面侧拍摄工件;以及从与工件表面为相反侧的工件背面侧拍摄工件,从工件表面侧拍摄工件的步骤包含:拍摄能够对俯视工件表面时的电子零件相对于引线框架的位置及角度中的至少一者进行识别的至少一个拍摄图像,从工件背面侧拍摄工件的步骤包含:拍摄能够对俯视工件背面时的从引线框架突出的导电性接合构件的尺寸进行识别的拍摄图像。
[0019]
根据此实施例,能够高精度地检查电子零件相对于引线框架的偏离、以及引线框架与电子零件的导通这两者。
[0020]
[发明的效果]
[0021]
根据本发明,能够提供可实现检查精度的提高的外观检查装置以及外观检查方法。
附图说明
[0022]
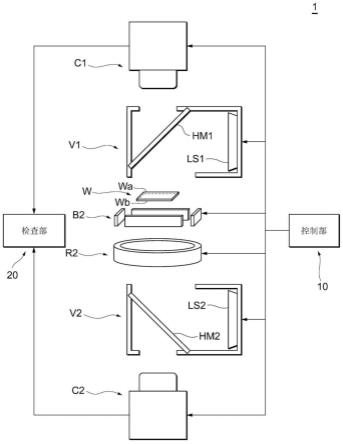
图1是概略地表示一实施方式的外观检查装置的结构的图。
[0023]
图2是表示一实施方式的外观检查方法的一例的流程图。
[0024]
图3是概略地表示获取第一拍摄图像的工序的图。
[0025]
图4是概略地表示第一拍摄图像的一例的图。
[0026]
图5是概略地表示获取第二拍摄图像的工序的图。
[0027]
图6是概略地表示第二拍摄图像的一例的图。
[0028]
图7是概略地表示获取第三拍摄图像的工序的图。
[0029]
图8是概略地表示第三拍摄图像的一例的图。
[0030]
[符号的说明]
[0031]
1:外观检查装置
[0032]
10:控制部
[0033]
20:检查部
[0034]
b2:条形照明
[0035]
c1、c2:拍摄部
[0036]
cb:导电性接合构件
[0037]
hm1、hm2:半透反射镜
[0038]
l1、l2:长度
[0039]
lf:引线框架
[0040]
ls1、ls2:光源
[0041]
mg1、mg2、mg3:拍摄图像
[0042]
pt:电子零件
[0043]
r2:环形照明
[0044]
s10~s60:步骤
[0045]
v1、v2:同轴落射照明
[0046]
w:工件
[0047]
w1、w2:宽度
[0048]
wa:工件表面
[0049]
wb:工件背面
[0050]
x、y:轴
具体实施方式
[0051]
以下,一边参照附图,一边说明本发明的实施方式。本实施方式的附图为例示,各部的尺寸或形状为示意性者,不应将本技术发明的技术范围限定于所述实施方式来解释。
[0052]
<外观检查装置>
[0053]
参照图1来说明本发明的一实施方式的外观检查装置1的结构。图1是概略地表示一实施方式的外观检查装置的结构的图。
[0054]
外观检查装置1是对工件w的外观进行检查的装置。外观检查装置1包括拍摄部c1、拍摄部c2、同轴落射照明v1、同轴落射照明v2、环形照明r2、条形照明b2、控制部10以及检查部20。如后述的图4所示,工件w包含引线框架lf、设在引线框架lf的表面的电子零件pt、以及设在引线框架lf与电子零件pt之间的导电性接合构件cb。
[0055]
尽管省略了图示,但外观检查装置1也可还包括对工件w进行引导的轨道或对工件w进行固定的支架等。
[0056]
电子零件pt例如为陶瓷电容器,但只要是被安装于引线框架lf的零件,则并无特别限定。导电性接合构件cb例如是银膏等的导电性粘合剂,但只要是将引线框架lf与电子零件pt电接合的材料,则并无特别限定。
[0057]
拍摄部c1构成为,能够从安装有电子零件pt的工件表面wa侧拍摄工件w。拍摄部c1
构成为,拍摄能够对俯视工件表面wa时的电子零件pt相对于引线框架lf的位置及角度中的至少一者进行识别的至少一个拍摄图像。拍摄部c1例如包括物镜以及摄像机。图1所示的示例中,工件w以工件表面wa与拍摄部c1的物镜相向的方式设在拍摄部c1的正下方。拍摄部c1相当于本技术发明的“第一拍摄部”的一例。
[0058]
拍摄部c2构成为,能够从安装有电子零件pt的工件背面wb侧拍摄工件w。拍摄部c2构成为,拍摄能够对俯视工件背面wb时的从引线框架lf突出的导电性接合构件cb的尺寸进行识别的拍摄图像。拍摄部c2例如包括物镜以及摄像机。图1所示的示例中,工件w以工件背面wb与拍摄部c2的物镜相向的方式设在拍摄部c2的正上方。即,拍摄部c1与拍摄部c2是以彼此的物镜相向的方式而设。拍摄部c2相当于本技术发明的“第二拍摄部”的一例。
[0059]
拍摄部c1、拍摄部c2的结构并不限定于所述,也可还包括镜或折射透镜等的光学元件。例如,拍摄部c1、拍摄部c2也可构成为,对反射至镜上的工件w进行拍摄。此时,拍摄部c2也可以物镜朝下的方式配置。据此,能够防止因掉落在拍摄部c2的物镜上的异物引起的外观检查的误判定。
[0060]
同轴落射照明v1被设在工件w与拍摄部c1之间。同轴落射照明v1是对工件w的工件表面wa垂直地照射沿着拍摄部c1的物镜的光轴的光线的照明。同轴落射照明v1对于拍摄部c1,对引线框架lf以及电子零件pt进行照明。同轴落射照明v1例如包括:半透反射镜hm1,配置在工件w与拍摄部c1之间的空间内;以及光源ls1,将由半透反射镜hm1所反射的光照射至工件表面wa。同轴落射照明v1相当于本技术发明的“第一同轴落射照明”的一例。
[0061]
同轴落射照明v2被设在工件w与拍摄部c2之间。同轴落射照明v2是对工件w的工件背面wb垂直地照射沿着拍摄部c2的物镜的光轴的光线的照明。同轴落射照明v2对于拍摄部c1,将引线框架lf以及电子零件pt设为暗状态。而且,同轴落射照明v2对于拍摄部c2,对引线框架lf以及电子零件pt进行照明。同轴落射照明v2例如包括:半透反射镜hm2,配置在工件w与拍摄部c2之间的空间内;以及光源ls2,将由半透反射镜hm2所反射的光照射至工件背面wb。同轴落射照明v2相当于本技术发明的“第二同轴落射照明”的一例。
[0062]
环形照明r2被设在工件w与同轴落射照明v2之间。环形照明r2是对工件w的工件背面wb照射相对于拍摄部c2的物镜的光轴而倾斜的光线的照明。环形照明r2对于拍摄部c2,对引线框架lf以及电子零件pt进行照明。
[0063]
条形照明b2被设在工件w与环形照明r2之间。环形照明r2是对工件w的工件背面wb照射相对于拍摄部c2的物镜的光轴而倾斜的光线的照明。条形照明b2对于拍摄部c2,对从引线框架lf突出的导电性接合构件cb进行照明。
[0064]
控制部10对拍摄部c1、拍摄部c2、同轴落射照明v1、同轴落射照明v2、环形照明r2以及条形照明b2进行控制,执行多个模式下的外观检查。具体而言,构成为能够执行:对拍摄图像mg1进行拍摄的第一模式、对拍摄图像mg2进行拍摄的第二模式、以及对拍摄图像mg3进行拍摄的第三模式。拍摄图像mg1相当于本技术发明的“第一拍摄图像”的一例,拍摄图像mg2相当于本技术发明的“第二拍摄图像”的一例,拍摄图像mg3相当于本技术发明的“第三拍摄图像”的一例。关于拍摄图像mg1~拍摄图像mg3以及第一模式~第三模式的详细将后述。
[0065]
检查部20是用于基于从拍摄部c1以及拍摄部c2分别获取的拍摄图像来检查工件w的外观的装置。例如,检查部20将拍摄图像显示于监视器,作业员基于所显示的拍摄图像,
通过目测来判别异常的有无。例如,检查部20也可对正常的工件w的图像与拍摄图像进行比较,通过图像分析来自动判别异常的有无。
[0066]
控制部10以及检查部20包含具有中央处理器(central processing unit,cpu)、只读存储器(read only memory,rom)及随机存取存储器(random access memory,ram)等的硬件以及操作所述硬件的软件。控制部10以及检查部20既可包含共同的计算机,也可包含独立的计算机。
[0067]
另外,外观检查装置1也可进一步包括照明。例如,也可在工件w与同轴落射照明v1之间配设用于在工件表面wa侧对从电子零件pt突出的导电性接合构件cb进行照明的环形照明或条形照明等。
[0068]
<外观检查方法>
[0069]
接下来,参照图2至图8来说明使用本发明的一实施方式的外观检查装置1的外观检查方法的概略。图2是表示一实施方式的外观检查方法的一例的流程图。图3是概略地表示获取第一拍摄图像的工序的图。图4是概略地表示第一拍摄图像的一例的图。图5是概略地表示获取第二拍摄图像的工序的图。图6是概略地表示第二拍摄图像的一例的图。图7是概略地表示获取第三拍摄图像的工序的图。图8是概略地表示第三拍摄图像的一例的图。图4、图6、图8中,设工件表面wa以及工件背面wb沿着由x轴以及y轴所规定的xy面而延伸。
[0070]
首先,拍摄第一拍摄图像(s10)。此时,外观检查装置1是以第一模式来执行。如图3所示,控制部10通过同轴落射照明v1来对引线框架lf以及电子零件pt进行照明。并且,如图4所示,控制部10通过拍摄部c1来拍摄能够对俯视工件表面wa时的电子零件pt相对于引线框架lf的位置进行识别的拍摄图像mg1。即,在第一模式中,从工件表面wa侧对工件w进行照明,从工件表面wa侧拍摄工件w。
[0071]
接下来,基于第一拍摄图像mg1来检查电子零件pt的偏离(s20)。拍摄图像mg1中,引线框架lf的狭缝处于暗状态,引线框架lf以及电子零件pt处于亮状态。检查部20中,基于拍摄图像mg1来检查工件表面wa的面内方向上的、电子零件pt从正常安装区域的偏离。具体而言,检查部20中,检查x轴方向以及y轴方向上的电子零件pt的位移。
[0072]
接下来,拍摄第二拍摄图像mg2(s30)。此时,外观检查装置1是以第二模式来执行。如图5所示,控制部10通过同轴落射照明v2来对引线框架lf以及电子零件pt进行照明。并且,如图6所示,控制部10通过拍摄部c1来拍摄能够对俯视工件表面wa时的电子零件pt相对于引线框架lf的角度进行识别的拍摄图像mg2。即,在第二模式中,从工件背面wb侧对工件w进行照明,从工件表面wa侧拍摄工件w。
[0073]
接下来,基于第二拍摄图像mg2来检查电子零件pt的偏离(s40)。拍摄图像mg2中,引线框架lf以及电子零件pt处于暗状态,引线框架lf的狭缝处于亮状态。检查部20中,基于拍摄图像mg2来检查工件表面wa的面内方向上的、电子零件pt从正常安装区域的偏离。具体而言,检查部20中,检查以与xy面交叉的轴为中心的旋转方向上的电子零件pt的位移。
[0074]
接下来,拍摄第三拍摄图像mg3(s50)。此时,外观检查装置1是以第三模式来执行。如图7所示,控制部10通过同轴落射照明v2以及环形照明r2来对所述引线框架lf以及电子零件pt进行照明,通过条形照明b2来对导电性接合构件cb进行照明。并且,如图8所示,控制部10通过拍摄部c2来拍摄能够对俯视工件背面wb时的从引线框架lf突出的导电性接合构件cb的尺寸进行识别的拍摄图像mg3。即,在第三模式中,从工件背面wb侧对工件w进行照
明,从工件背面wb侧拍摄工件w。
[0075]
接下来,基于第三拍摄图像mg3来检查导通(s60)。拍摄图像mg3中,引线框架lf的狭缝处于暗状态,导电性接合构件cb处于亮状态。引线框架lf以及电子零件pt处于暗状态与亮状态的中间状态。检查部20中,基于拍摄图像mg3来求出从引线框架lf突出的导电性接合构件cb的宽度w1、与跟宽度w1为同一方向上的电子零件pt的宽度w2的比例(以下称作“宽度比例”)w1/w2。此处,宽度w1、宽度w2是沿着x轴方向的尺寸,所述x轴方向相对于在工件背面wb中导电性接合构件cb从引线框架lf突出的方向即y轴方向而正交。检查部20中,基于宽度比例w1/w2来检查引线框架lf与电子零件pt的导通。若宽度比例w1/w2为阈值以上,则判别为已正常导通。所述阈值例如为1/3,但并不限定于此。
[0076]
另外,在第三模式中,检查部20中,也可检查导电性接合构件cb彼此的短路。例如,求出从引线框架lf突出的导电性接合构件cb的长度l1、与跟长度l1为同一方向上的从引线框架lf突出的电子零件pt的长度l2的比例(以下称作“长度比例”)l1/l2。此处,长度l1、长度l2是沿着y轴方向的尺寸,所述y轴方向是在工件背面wb中导电性接合构件cb从引线框架lf突出的方向。检查部20中,基于长度比例l1/l2来检查导电性接合构件cb彼此的短路。若长度比例l1/l2为阈值以下,则判别为未短路。所述阈值例如为1/2,但并不限定于此。而且,检查部20中,也可基于在拍摄图像mg3中导电性接合构件cb彼此是否实际接触来判别是否产生了短路。
[0077]
工序s20、工序s40、工序s60中的正常异常的判别例如是由作业员基于检查部20显示在监视器上的各个拍摄图像mg1~拍摄图像mg3来实施。但是,各个工序s20、工序s40、工序s60中的正常异常的判别也可通过检查部20的计算机对各个拍摄图像mg1~拍摄图像mg3的图像分析来实施。此时,检测到异常的检查部20既可将此意旨显示于监视器而告知给作业员,也可将此意旨告知给在引线框架lf上安装电子零件pt的安装装置而使其调整安装条件。
[0078]
另外,工序s10~工序s60并不限定于所述顺序。例如,拍摄图像mg1也可在拍摄图像mg2或拍摄图像mg3之后拍摄,拍摄图像mg2也可在拍摄图像mg3之后拍摄。基于各个拍摄图像mg1、拍摄图像mg2的外观检查也可在拍摄了拍摄图像mg1、拍摄图像mg2这两者后实施,基于各个拍摄图像mg1~拍摄图像mg3的外观检查也可在拍摄了所有的拍摄图像mg1~拍摄图像mg3后实施。而且,只要实施基于各个拍摄图像mg1、拍摄图像mg2的外观检查中的其中一个外观检查,则另一个外观检查也可予以省略。
[0079]
如以上所说明的那样,提供一种外观检查装置1,包括:拍摄部c1,构成为拍摄能够对俯视工件表面wa时的电子零件pt相对于引线框架lf的位置及角度中的至少一者进行识别的至少一个拍摄图像;以及拍摄部c2,构成为获取能够对俯视工件背面wb时的从引线框架lf突出的导电性接合构件cb的尺寸进行识别的拍摄图像。而且,提供使用外观检查装置1的外观检查方法。
[0080]
据此,能够高精度地检查电子零件pt相对于引线框架lf的配置偏离、以及引线框架lf与电子零件pt之间的导通这两者。而且,通过以夹着工件w而相向的方式来配置拍摄部c1与拍摄部c2,从而能够提供既能实现效率良好的外观检查又抑制了大型化的外观检查装置。
[0081]
而且,外观检查装置1构成为,对同轴落射照明v1、同轴落射照明v2、环形照明r2以
及条形照明b2进行控制,且能够执行:第一模式,拍摄能够对电子零件pt的位置进行识别的拍摄图像mg1;第二模式,拍摄能够对电子零件pt的角度进行识别的拍摄图像mg2;以及第三模式,拍摄能够对从引线框架lf突出的导电性接合构件cb的尺寸进行识别的拍摄图像mg3。
[0082]
据此,通过根据检查目的来适当变更拍摄方法或照明方法,从而能够实现高精度的外观检查。
[0083]
如以上所说明的那样,根据本发明的一实施例,能够提供可实现检查精度的提高的外观检查装置以及外观检查方法。
[0084]
以上说明的实施方式是为了便于理解本发明,并非用于限定地解释本发明者。实施方式所包括的各元件与其配置、材料、条件、形状及尺寸等并不限定于例示者而可适当变更。而且,可将不同的实施方式中所示的结构彼此局部替换或组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1