一种测试环焊接头断裂韧性的方法及装置与流程
本申请涉及断裂韧性测试领域,具体而言,涉及一种测试环焊接头断裂韧性的方法及装置。
背景技术:
1、环焊作为长输油气管道建设中的重要工序,其环焊接头的质量性能是影响管道运行安全的关键因素。焊缝区域由于在焊接过程中经历了特殊的热过程,通常会产生焊接缺陷或组织、力学性能不均匀等问题,是管道的薄弱环节。
2、断裂韧性反映环焊接头抗断裂的能力,是评价环焊接头质量性能最重要的力学指标之一。目前,国内外测量管道环焊接头的断裂韧性主要通过三点弯曲或单边缺口拉伸(sent)等小试样试验,但在试验过程中试样的受力状态、裂纹约束水平与实际运行管道存在较大差异,其试验结果无法满足实际生产需要。
技术实现思路
1、基于此,本申请提供了一种测试环焊接头断裂韧性的方法及装置。
2、本发明实施例的第一方面,提供了一种测试环焊接头断裂韧性的方法,包括:
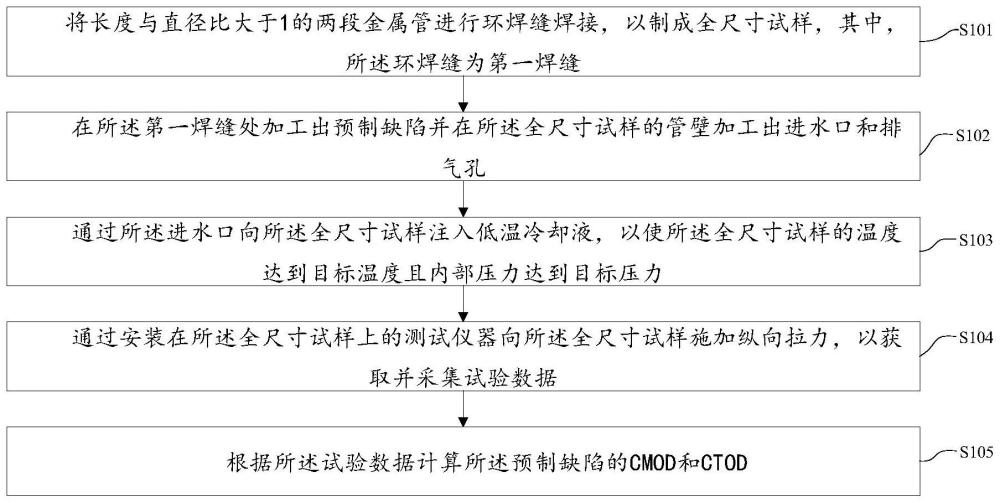
3、将长度与直径比大于1的两段金属管进行环焊缝焊接,以制成全尺寸试样,其中,所述环焊缝为第一焊缝;
4、在所述第一焊缝处加工出预制缺陷并在所述全尺寸试样的管壁加工出进水口和排气孔;
5、通过所述进水口向所述全尺寸试样注入低温冷却液,以使所述全尺寸试样的温度达到目标温度且内部压力达到目标压力;
6、通过安装在所述全尺寸试样上的测试仪器向所述全尺寸试样施加纵向拉力,以获取并采集试验数据;
7、根据所述试验数据计算所述预制缺陷的cmod和ctod。
8、可选地,在所述第一焊缝处加工出预制缺陷,包括:
9、采用电火花切割的方式在所述第一焊缝处加工出预制缺陷;
10、其中,所述缺陷的缺口尖端宽度小于0.2mm。
11、可选地,采用电火花切割的方式在所述第一焊缝处加工出预制缺陷,包括:
12、以缺陷的尖端宽度小于0.2mm为目标,确定缺陷长度和缺陷深度;
13、采用电火花切割的方式,按照所述缺陷长度和所述缺陷深度,在所述第一焊缝处加工出预制缺陷。
14、可选地,在所述全尺寸试样的管壁加工出进水口和排气孔,包括:
15、在所述全尺寸试样的外壁的距所述全尺寸试样的第一端面200mm处,加工一个进水口;
16、在所述全尺寸试样的外壁的距所述全尺寸试样的第二端面200mm处,加工一个出气孔。
17、可选地,通过所述进水口向所述全尺寸试样注入低温冷却液,以使所述全尺寸试样的温度达到目标温度且内部压力达到目标压力,包括:
18、通过所述进水口向所述全尺寸试样注入低温冷却液;
19、通过安装在所述全尺寸试样外管壁的温度传感器以监测所述全尺寸试样的温度,以及,通过安装在所述全尺寸试样内管壁的压力传感器,监测所述全尺寸试样的内部压力的变化趋势;
20、通过安装在所述全尺寸试样上的测试仪器向所述全尺寸试样施加纵向拉力,包括:
21、当所述温度达到所述目标温度且所述内部压力达到所述目标压力时,通过安装在所述全尺寸试样上的测试仪器向所述全尺寸试样施加纵向拉力。
22、可选地,还包括:
23、将所述全尺寸试样的所述第一端面与所述第二端面分别与所述测试仪器的夹头焊接;
24、通过安装在所述全尺寸试样上的测试仪器向所述全尺寸试样施加纵向拉力,以获取并采集试验数据,包括:
25、采用控制所述夹头位移的方式,向所述全尺寸试样施加纵向拉力,在所述全尺寸试样的应力下降到其极限强度的90%时,停止施加纵向拉力;
26、在停止施加纵向拉力后,通过安装在所述缺陷上的上夹式引伸计和下夹式引伸计分别采集第一裂纹张开位移和第二裂纹张开位移。
27、可选地,根据所述试验数据计算所述预制缺陷的cmod和ctod,包括:
28、将采集到的所述第一裂纹张开位移和所述第二裂纹张开位移代入cmod和ctod的计算公式中:
29、
30、
31、其中:h1-下夹式引伸计的高度,h2-上夹式引伸计的高度,v1-第一裂纹张开位移,v2第二裂纹张开位移,a0-所述预制缺陷的初始深度。
32、可选地,在将所述全尺寸试样的所述第一端面与所述第二端面分别与所述测试仪器的夹头焊接之后,所述方法还包括:
33、对所述全尺寸试样与所述夹头之间的第二焊缝进行无损检测,以保证所述全尺寸试验与所述夹头连接稳固。
34、本发明实施例的第二方面,提供了一种测试环焊接头断裂韧性的装置,包括:
35、试样制备模块,用于将两段长度与直径比大于1的金属管进行环焊缝焊接,以制成全尺寸试样,其中,所述环焊缝为第一焊缝;
36、试样加工模块,用于在所述第一焊缝处预制缺陷并在所述全尺寸试样的管壁加工出进水口和排气孔;
37、条件模拟模块,用于通过所述进水口向所述全尺寸试样注入低温冷却液以使所述全尺寸试样的温度达到目标温度且内部压力达到目标压力;
38、数据采集模块,用于通过安装在所述全尺寸试样上的测试仪器向所述全尺寸试样施加纵向拉力,以获取并采集试验数据;
39、数据分析模块,用于根据所述试验数据计算所述缺陷的cmod和ctod。
40、在本发明实施例中,通过将两段完整的管体焊接,制成全尺寸试样,用全尺寸试样替代现有技术中的小试样。同时,向全尺寸试样中注入冷却液,以模拟出带有环焊接头的管道在实际生产中低温、高压的生产环境,进而对其进行试验,得到更能准确反映在生产状态下的环焊接头质量性能的断裂韧性,可有效防止试验条件下断裂韧性满足使用条件,而在生产条件下环焊接头失效的情况发生。
技术特征:
1.一种测试环焊接头断裂韧性的方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,在所述第一焊缝处加工出预制缺陷,包括:
3.根据权利要求2所述的方法,其特征在于,采用电火花切割的方式在所述第一焊缝处加工出预制缺陷,包括:
4.根据权利要求1所述的方法,其特征在于,在所述全尺寸试样的管壁加工出进水口和排气孔,包括:
5.根据权利要求1所述的方法,其特征在于,通过所述进水口向所述全尺寸试样注入低温冷却液,以使所述全尺寸试样的温度达到目标温度且内部压力达到目标压力,包括:
6.根据权利要求1所述的方法,其特征在于,还包括:
7.根据权利要求6所述的方法,其特征在于,根据所述试验数据计算所述预制缺陷的cmod和ctod,包括:
8.根据权利要求6所述的方法,其特征在于,在将所述全尺寸试样的所述第一端面与所述第二端面分别与所述测试仪器的夹头焊接之后,所述方法还包括:
9.一种测试环焊接头断裂韧性的装置,其特征在于,包括:
技术总结
本发明提供了一种测试环焊接头断裂韧性的方法及装置。所述方法包括:将长度与直径比大于1的两段金属管进行环焊缝焊接,以制成全尺寸试样,其中,所述环焊缝为第一焊缝;在所述第一焊缝处加工出预制缺陷并在所述全尺寸试样的管壁加工出进水口和排气孔;通过所述进水口向所述全尺寸试样注入低温冷却液,以使所述全尺寸试样的温度达到目标温度且内部压力达到目标压力;通过安装在所述全尺寸试样上的测试仪器向所述全尺寸试样施加纵向拉力,以获取并采集试验数据;根据所述试验数据计算所述预制缺陷的CMOD和CTOD。
技术研发人员:李硕,刘宇,李烨铮,靳海成,郭晓疆,谷云龙,由宗彬,肖健,宋薇,吴林恩
受保护的技术使用者:中国石油管道局工程有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!