签字笔表面视觉缺陷在线检测系统与方法
1.本发明涉及签字笔表面缺陷检测,具体涉及签字笔表面视觉缺陷在线检测系统与方法。
背景技术:
2.目前,为了适应时代发展,大量制造业企业寻求产业升级。其中有些企业虽然已经实现了产品的自动化生产,但是质检部分仍然采用人工检测的方式。人工肉眼检测不仅误检率较高,而且企业支付的人力成本也大。对于签字笔制造行业,由于产品的产量极大(每台设备每日产量可达上万支),带有缺陷的不良品也极多,因此用机器检验代替人工检验非常有必要。
3.视觉缺陷检测技术是一种利用机器代替人眼检测物体表面裂痕、变形、缺料等缺陷的技术。近几十年来,在工业检测中,视觉检测技术凭借着非接触、速度快、精度高、现场抗干扰能力强等优点,在木材加工检测、金属表面视觉检测、二极管基片检查、印刷电路板缺陷检查等工业场景得到了广泛应用。这些检测的基本流程是:先通过一个摄像机获取图像,然后通过对获取的图像进行图像处理以及模式识别,检测并标出图像中的缺陷位置及种类。
4.签字笔表面缺陷主要有以下几种:零部件缺损(普通的签字笔一般由笔芯、笔尖、笔筒、尾塞、笔帽、胶垫、胶圈、标签等组成)、签字笔表面裂痕与划伤、笔头积墨、笔帽处印刷字体缺损。此外,对于有标签的签字笔,可能还会要求读取标签上的条形码、读取标签位置尺寸等。由于此类产品的检测需求复杂,现有的视觉缺陷检测系统不能满足要求。
技术实现要素:
5.本发明的目的在于提供一种签字笔表面视觉缺陷在线检测系统,用以克服现有技术中存在的上述问题。本发明的签字笔表面视觉缺陷在线检测系统可以检测签字笔未盖笔帽时的笔尖处的缺陷以及盖上笔帽后的整体缺陷,检测缺陷的种类齐全;而且该系统还能够对多支签字笔一起检测,检测效率高、检测准确率高,产业化应用前景广阔。对应的,本发明还提供了一种签字笔表面视觉缺陷在线检测方法。
6.对于系统而言,本发明的技术方案为:
7.签字笔表面视觉缺陷在线检测系统,包括输送线,以及设于输送线上的第一检测装置和第二检测装置;所述输送线包括第一链式输送线和第二链式输送线,以及衔接第一链式输送线和第二链式输送线的移栽机构;所述第一链式输送线和第二链式输送线上具有签字笔承载结构;所述移栽机构设于第一链式输送线的尾端和第二链式输送线的首端之间,用于将第一链式输送线上的签字笔转移到第二链式输送线上;所述第二链式输送线包括输送链;所述输送链的链板上设有滚子,形成签字笔承载结构;所述第一链式输送线上设有第一检测工位,所述第一检测装置设于第一检测工位上;所述第一检测装置用于检测签字笔未盖笔帽时的笔尖处的缺陷,包括滚轮转笔机构、相机、第一剔除机构和第一视觉检测
系统;所述滚轮转笔机构包括设于第一链式输送线上方的安装座;所述安装座上设有第一电机和定滑轮组;所述第一电机与定滑轮组中的定滑轮传动连接,用于驱动定滑轮转动;所述定滑轮组的下方设有与定滑轮组相配合的动滑轮组;所述动滑轮组与往复执行元件相连接;所述相机用于在签字笔旋转时拍摄笔尖照片,并发送至第一视觉检测系统;所述第一视觉检测系统用于对接收到的照片进行处理并检测识别缺陷;所述第一剔除机构用于将检测到的存在缺陷的签字笔剔除;所述第二链式输送线上设有第二检测工位,所述第二检测装置设于第二检测工位上;所述第二检测装置用于检测签字笔盖上笔帽后的整体缺陷,包括夹紧旋转机构、线阵相机、第二剔除机构和第二视觉检测系统;所述夹紧旋转机构包括设于第二链式输送线两侧的滑台和弹性滑块机构;所述弹性滑块机构包括相互连接的弹簧和移动柱;所述滑台与往复执行元件相连接;所述滑台上设有顶针和第三电机;所述顶针与第三电机传动连接;所述滑台上设有定位针,对应的,所述输送链上设有与定位针相配合的定位孔;所述弹性滑块机构与第二链式输送线之间设有第一块挡板,所述第一挡板上开设有与移动柱相对应的孔洞;所述顶针与第二链式输送线之间设有第二挡板,所述第二挡板上设有与顶针相对应的孔洞;所述线阵相机用于在签字笔旋转时拍摄线扫描照片,并发送至第二视觉检测系统;所述第二视觉检测系统用于对接收到的线扫描照片进行处理并检测识别缺陷;所述第二剔除机构用于将检测到的存在缺陷的签字笔剔除。
8.与现有技术相比,本发明的签字笔表面视觉缺陷在线检测系统用于对签字笔表面缺陷进行检测,检测缺陷的种类齐全;其设置有第一检测装置,可以检测签字笔未盖帽时的笔尖处的缺陷,以及第二检测装置,可以检测签字笔盖上笔帽后的整体缺陷;其中,第一检测装置中的滚轮转笔机构通过设置定滑轮组和动滑轮组,可以同时对多支签字笔进行检测,检测效率高;第二检测装置中的夹紧旋转机构通过设置顶针和弹性滑块机构来实现签字笔的夹紧,并通过驱动顶针旋转来带动签字笔转动,从而可以实现签字笔的高精度旋转,同时通过与线阵相机的相互配合,可以清晰读取出签字笔上的文字、条形码等信息,检测准确度高。此外,本发明的签字笔表面视觉缺陷在线检测系统可以通过对现有签字笔产线进行改造实现,即第一链式输送线采用既有产线的输送线,再加设本发明方案中的第二链式输送线,并通过移栽机构衔接;通过本发明的实施,可以达到替换人工质检员的目的,节省人工开支(假设每班次每条产线可替换两人,每人工资为8万每年,工厂三班倒,则每条产线每年至少可以节省48万人力成本),产业化应用前景广阔。
9.作为优化,前述的签字笔表面视觉缺陷在线检测系统中,所述移栽机构包括安装架;所述安装架上设有第二电机和轨迹板;所述轨迹板上设有摇臂;所述摇臂的一端与第二电机的输出轴相连接,另一端通过滚柱与滑杆相连接;所述滚柱位于轨迹板上的轨迹凹槽内;所述滑杆的底部固定有安装块,所述安装块上设有一组气爪;所述第二电机用于驱动摇臂转动,并带动滑杆沿着轨迹凹槽运动。
10.进一步的,所述轨迹板的上下两侧分别设有一个滑轨,对应的,所述滑杆的上下两端分别设有一个与滑轨滑动配合的滑块。由此,可以保证滑杆运动时的稳定性。
11.作为优化,前述的签字笔表面视觉缺陷在线检测系统中,所述第一剔除机构包括一组第一气缸;所述第二剔除机构包括一组第二气缸。此时,结构简单、易于实施。
12.作为优化,前述的签字笔表面视觉缺陷在线检测系统中,所述定滑轮组通过第一带传动机构与第一电机传动连接。此时,安装维修方便,有利于控制成本,而且还可以保证
电机与定滑轮组之间的平稳传动。进一步的,所述第一带传动机构包括大皮带轮和多个小皮带轮,以及张紧在大皮带轮和小皮带轮外的皮带;所述大皮带轮与第一电机的输出轴相连接,所述小皮带轮与定滑轮组的定滑轮传动连接。皮带具有良好的弹性,能缓冲、吸振;当工作中遇到过载时,皮带会在带轮上打滑,可防止零部件损坏,起到安全保护作用。进一步的,所述安装座上还设有松紧调节装置,用于调节皮带的松紧程度。从而可以防止长时间时候后皮带变松,影响传动效果。
13.作为优化,前述的签字笔表面视觉缺陷在线检测系统中,所述顶针通过第二带传动机构与第三电机传动连接;所述第二带传动机构包括两个同步带轮和张紧在两个同步带轮外的同步带。此时,可以避免同步带工作时打滑,传动效率高。
14.作为优化,前述的签字笔表面视觉缺陷在线检测系统中,所述移动柱与签字笔接触的那一面贴有陶瓷片。从而,可以减低签字笔与移动柱之间的摩擦,消除签字笔端面划伤的可能性。
15.作为优化,前述的签字笔表面视觉缺陷在线检测系统中,所述第二链式输送线和滑台之间设有限位块。限位块用于在滑台移动时,对滑台起到限位的作用,防止滑台上的顶针过冲压坏签字笔。
16.对于方法而言,本发明的技术方案为:
17.签字笔表面视觉缺陷在线检测方法,该方法使用前述的本发明的签字笔表面视觉缺陷在线检测系统对签字笔进行检测,所述第一链式输送线上,在第一检测工位的前方,依次设有第一剔除工位、盖笔帽工位;所述第二链式输送线上,在第二检测工位的前方,设有第二剔除工位;所述第一链式输送线和第二链式输送线间歇运行;
18.检测步骤如下:
19.步骤一,第一链式输送线将笔杆组装完成但未盖笔帽的签字笔输送到第一检测工位;
20.步骤二,第一电机驱动定滑轮组中的定滑轮旋转,同时往复执行元件驱动动滑轮组上升并托起第一链式输送线上的签字笔,使签字笔被夹在定滑轮组与动滑轮组之间,签字笔在定滑轮的带动下旋转;在签字笔旋转过程中,相机拍摄多张笔尖照片,并发送至第一视觉检测系统;第一视觉检测系统对接收到的照片进行处理并检测识别缺陷;
21.步骤三,检测完成后,往复执行元件驱动动滑轮组下降,使签字笔落回到第一链式输送线上;第一链式输送线将签字笔输送到第一剔除工位,由第一剔除机构将有缺陷的签字笔剔除;
22.步骤四,没有缺陷的签字笔被第一链式输送线输送到盖笔帽工位,由盖笔帽装置进行盖笔帽;盖上笔帽后的签字笔被第一链式输送线输送到移栽机构处,移栽机构将第一链式输送线上的签字笔转移到第二链式输送线上;
23.步骤五,第二链式输送线将签字笔输送到第二检测工位;
24.步骤六,往复执行元件驱动滑台向着第二链式输送线的方向移动,定位针插入定位孔内进行定位,顶针插入第二挡板上的孔洞,并顶住签字笔的一端,签字笔的另一端抵住弹性滑块机构的移动柱,弹簧被压缩,从而使得签字笔的两端被夹紧;第三电机驱动顶针旋转,并带着签字笔一起旋转;在签字笔旋转过程中,线阵相机拍摄线扫描照片,并发送至第二视觉检测系统,第二视觉检测系统对接收到的线扫描照片进行处理并检测识别缺陷;
25.步骤七,检测完成后,往复执行元件驱动滑台回退,签字笔在弹簧的弹力作用下复位;第二链式输送线将签字笔输送到第二剔除工位,由第二剔除机构将有缺陷的签字笔剔除;没有缺陷的签字笔被输送到第二链式输送线的末端进行收集。
26.与现有技术相比,本发明的签字笔表面视觉缺陷在线检测方法,用于检测签字笔未盖笔帽时的笔尖处的缺陷以及盖上笔帽后的整体缺陷,而且能够对多支签字笔一起检测,检测效率高。
附图说明
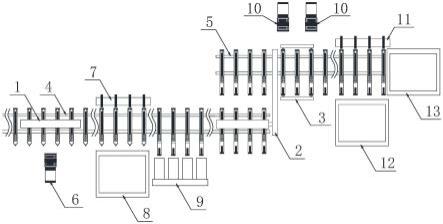
27.图1是本技术的签字笔表面视觉缺陷在线检测系统的示意图;
28.图2是本技术中的滚轮转笔机构的结构示意图;
29.图3是本技术中的定滑轮组与第一带传动机构的连接示意图;
30.图4是本技术中的动滑轮组的结构示意图;
31.图5是本技术中的定滑轮组的结构示意图;
32.图6是本技术中的相机的装配位置示意图;
33.图7是本技术中的移栽机构的结构示意图;
34.图8是本技术中的夹紧旋转机构的结构示意图;
35.图9是图8中的a部分的放大示意图;
36.图10是本技术中的弹簧与移动柱的装配示意图;
37.图11是本技术中的松紧调节装置的结构示意图;
38.图12是本技术中的线阵相机的装配位置示意图;
39.图13是本技术的签字笔表面视觉缺陷在线检测方法的流程图。
40.附图中的标记为:1-滚轮转笔机构,101-安装座,102-第一电机,103-定滑轮组,104-动滑轮组,105-松紧调节装置、1051-固定块、1052-调节螺杆、1053-松紧轮、1054-连接杆,106-第一带传动机构、1061-大皮带轮、1062-小皮带轮、1063-皮带;201-移栽机构,201-安装架,202-第二电机,203-轨迹板、2031-轨迹凹槽、2032-滑轨,204-摇臂,205-滚柱,206-滑杆、2061-滑块,207-安装块,208-气爪;3-夹紧旋转机构,301-定位针,302-滑台,303-弹性滑块机构、3031-移动柱、3032-弹簧,304-顶针,305-第三电机,306-第一挡板,307-第二挡板,308-第二带传动机构,309-限位板,310-导轨;4-第一链式输送线;5-第二链式输送线,501-输送链、5011-定位孔,502-滚子,503-链条导轨;6-相机;7-第一剔除机构;8-第一废品框;9-盖笔帽装置;10-线阵相机;11-第二剔除机构;12-第二废品框;13-良品框。
具体实施方式
41.下面结合附图和实施例对本技术作进一步的说明,但并不作为对本技术限制的依据。以下实施例及附图中为详细说明或展示的内容均为本领域技术常识或常规技术手段。
42.实施例:
43.本实施例中,签字笔表面视觉缺陷在线检测系统通过对现有的签字笔产线进行改造实现。
44.参见图1至图12,签字笔表面视觉缺陷在线检测系统,包括输送线,以及设于输送线上的第一检测装置和第二检测装置;所述输送线包括平行设置的第一链式输送线4、第二
链式输送线5,以及衔接第一链式输送线4和第二链式输送线5的移栽机构2,其中,第一链式输送线4为现有产线的既有部分,第二链式输送线5和移栽机构2为新设部分;所述第一链式输送线4和第二链式输送线5上具有签字笔承载结构;所述移栽机构2设于第一链式输送线4的尾端和第二链式输送线5的首端之间,用于将第一链式输送线4上的签字笔转移到第二链式输送线5上(图7中第二链式输送线5的结构只是示意图,实际结构参见图8);所述第二链式输送线5包括输送链501;所述输送链501的链板上设有滚子502,形成签字笔承载结构(签字笔被架在相邻两滚子502之间);
45.所述第一链式输送线4上设有第一检测工位,所述第一检测装置设于第一检测工位上;所述第一检测装置用于检测签字笔未盖笔帽时的笔尖处的缺陷(检测的缺陷种类有:笔尖、笔芯、笔头、黑色胶圈有无,黑色胶圈是否缺损,笔尖、笔头有无划痕、积墨),包括滚轮转笔机构1、相机6、第一剔除机构7、第一废品框8和第一视觉检测系统;第一剔除机构7和第一废品框8对应设置;所述滚轮转笔机构1包括设于第一链式输送线4上方的安装座101;所述安装座101上设有第一电机102和定滑轮组103;所述第一电机102与定滑轮组103中的定滑轮传动连接,用于驱动定滑轮转动;所述定滑轮组103的下方设有与定滑轮组103相配合的动滑轮组104;所述动滑轮组104与往复执行元件(电动推杆)相连接;所述往复执行元件用于驱动动滑轮组104上升并托起第一链式输送线4上未盖笔帽的签字笔,使签字笔被夹在定滑轮组103与动滑轮组104之间;所述相机6用于在签字笔旋转时拍摄笔尖照片(相机6位于签字笔笔尖部分的正上方,一个相机6可同时对多支签字笔进行拍摄),并发送至第一视觉检测系统;所述第一视觉检测系统用于对接收到的照片进行处理并检测识别缺陷;所述第一剔除机构7用于将检测到的存在缺陷的签字笔剔除到第一废品框8中;
46.所述第二链式输送线5上设有第二检测工位,所述第二检测装置设于第二检测工位上;所述第二检测装置用于检测签字笔盖上笔帽后的整体缺陷(检测的缺陷种类包括:笔帽印刷字体缺损、整体外观有无裂痕、零部件缺损),包括夹紧旋转机构3、线阵相机10、第二剔除机构11、第二废品框12和第二视觉检测系统;第二剔除机构11和第二废品框12对应设置;所述夹紧旋转机构3包括设于第二链式输送线5两侧的滑台302和弹性滑块机构303;所述弹性滑块机构303包括壳体,以及相互连接的移动柱3031和弹簧3032;所述移动柱3031与壳体滑动连接,所述弹簧3032固定于壳体的内壁上;所述滑台302(滑台302的底部设有导轨310,滑台302相对导轨310移动)与往复执行元件(电动推杆)相连接;所述滑台302上设有顶针304和第三电机305;所述顶针304与第三电机305传动连接;所述滑台302上设有定位针301,对应的,所述输送链501的链板上设有与定位针301相配合的定位孔5011;所述顶针304与第二链式输送线5之间设有第二块挡板307,所述第二挡板307上开设有与顶针304相对应的孔洞;所述弹性滑块机构303与第二链式输送线5之间设有第一挡板306,所述第一挡板306上设有与移动柱3031相对应的孔洞(第一挡板306、第二挡板307将签字笔的位置限定,使得签字笔被弹回复位时不会脱离第二链式输送线5);所述往复执行元件用于驱动滑台302移动,使顶针304顶住第二链式输送线5上的签字笔的端面,签字笔的另一端抵在移动柱3031上,从而实现对签字笔的夹紧;所述线阵相机10用于在签字笔旋转时拍摄线扫描照片(线阵相机10位于签字笔的正上方;一个线阵相机10对应拍摄一支签字笔),并发送至第二视觉检测系统;所述第二视觉检测系统用于对接收到的线扫描照片进行处理并检测识别缺陷;所述第二剔除机构11用于将检测到的存在缺陷的签字笔剔除到第二废品框12中。
47.所述定滑轮组103包括n+1根转动轴,每根转动轴上设有1个或2个定滑轮,两侧定滑轮直径相对其他定滑轮直径较小,对应的动滑轮组104包括n+1根转动轴,每根转动轴上设有2个或1个动滑轮,两侧动滑轮直径相对其他动滑轮直径较小;工作时,每次可使n支笔转动。
48.由于链传动运转过程中存在悬垂度,因此签字笔的间距以及离地高度会与理想状态存在偏差,从而导致顶针304不能准确插入;为实现精密定位,本技术中,在输送链501的底部铺设链条导轨503,输送链501在链条导轨503上运行,不会跑偏,使得顶针304抵住签字笔时不会存在上下偏差;在滑台302前进的过程中,定位针301会先一步插入定位孔5011内形成定位,可以调整链节之间的间距,从而消除签字笔之间的间距偏差。
49.所述第三电机305的输出转速与线阵相机10的拍摄频率对应,并且要求其输出转速平稳,从而保证线阵相机10拍摄的照片清晰。
50.所述第一视觉检测系统和第二视觉检测系统均包括图像采集卡、数据处理单元、监视器;视觉检测过程为:相机将拍摄的照片传输给图像采集卡进行数模转换,图像采集卡将处理后的数据传输给数据处理单元,数据处理单元通过算法计算检测识别缺陷,并将有缺陷的签字笔设定编号,同时将有缺陷的签字笔显示在监视器上进行可视化。
51.相机6和线阵相机10拍摄时可与光源配合,光源可以为条形光源或同轴光源,用于照亮签字笔待检测的部分以提高图像光亮度。
52.所述滑台302上设有两根顶针304,对应的,所述弹性滑块机构303包括两根移动柱3031。为了方便安装线阵相机11,两根顶针304之间的间距为相邻两根签字笔之间间距的两倍。
53.所述移栽机构2包括安装架201;所述安装架201上设有第二电机202和轨迹板203;所述轨迹板203上设有摇臂204;所述摇臂204的一端与第二电机202的输出轴相连接,另一端通过滚柱205与滑杆206相连接;所述滚柱205位于轨迹板203上的n形轨迹凹槽2031内;所述滑杆206的底部固定有安装块207,所述安装块207上设有一组气爪208;所述第二电机202用于驱动摇臂204转动,并带动滑杆206沿着轨迹凹槽2031运动。所述轨迹板203的上下两侧分别设有一个滑轨2032,对应的,所述滑杆206的上下两端分别设有一个与滑轨2032滑动配合的滑块2061。
54.所述第一剔除机构7包括一组与第一视觉检测系统电性连接的第一气缸;所述第二剔除机构11包括一组与第二视觉检测系统电性连接的第二气缸。一个气缸对应一支签字笔在输送线上的位置。
55.所述定滑轮组103通过第一带传动机构106与第一电机102传动连接。此时,结构简单、安装维修方便,有利于控制成本,而且还可以保证第一电机102与定滑轮组103之间的平稳传动。进一步的,所述第一带传动机构106包括大皮带轮1061和3个小皮带轮1062,以及张紧在大皮带轮1061和小皮带轮外1062的皮带1063;所述大皮带轮1061与第一电机102的输出轴相连接,所述小皮带轮1062与定滑轮组103的定滑轮传动连接。皮带具有良好的弹性,能缓冲、吸振;当工作中遇到过载时,皮带会在带轮上打滑,可防止零部件损坏,起到安全保护作用。进一步的,所述安装座101上还设有松紧调节装置105,用于调节皮带1063的松紧程度。从而可以防止长时间时候后皮带1063变松,影响传动效果。所述松紧调节装置105包括固定块1051、调节螺杆1052、松紧轮1053和连接杆1054;所述松紧轮1053固定于连接杆1054
上;所述固定块1051固定于安装座101上;所述调节螺杆1052穿过固定块1051,与连接杆1054固定连接,所述调节螺杆1052与固定块1051通过螺纹连接。
56.所述顶针304通过第二带传动机构308与第三电机305传动连接;所述第二带传动机构308包括两个同步带轮和张紧在两个同步带轮外的同步带;第三电机305的输出轴与其中1个同步带轮相连接,两个同步带轮上连接有顶针304。此时,可以避免同步带工作时打滑,传动效率高。
57.所述移动柱3031与签字笔接触的那一面贴有陶瓷片。从而,可以减低签字笔与移动柱3031之间的摩擦,消除签字笔端面划伤的可能性。
58.所述第二链式输送线5和滑台302之间设有限位块309。限位块309用于在滑台302移动时,对滑台302起到限位的作用,防止滑台302上的顶针304过冲压坏签字笔。
59.参见图13,签字笔表面视觉缺陷在线检测方法,该方法使用前述的本发明实施例中的签字笔表面视觉缺陷在线检测系统对签字笔进行检测,所述第一链式输送线4上,在第一检测工位的前方,依次设有第一剔除工位、盖笔帽工位;所述第二链式输送线5上,在第二检测工位的前方,设有第二剔除工位;所述第一链式输送线4和第二链式输送线5间歇运行(签字笔在对应的工位上进行检测、剔除、盖笔帽等动作时,第一链式输送线4和第二链式输送线5处于停止状态);检测步骤如下:
60.步骤一,第一链式输送线4将笔杆组装完成但未盖笔帽的签字笔输送到第一检测工位;
61.步骤二,第一电机102通过带传动机构106驱动定滑轮组103中的定滑轮旋转,同时往复执行元件驱动动滑轮组104上升并托起第一链式输送线4上的签字笔,使签字笔被夹在定滑轮组103与动滑轮组104之间,签字笔在定滑轮的带动下旋转;在签字笔旋转过程中,相机6拍摄多张笔尖照片,并发送至第一视觉检测系统;第一视觉检测系统对接收到的照片进行分析处理并检测识别缺陷,当检测到签字笔笔尖存在缺陷时,将有缺陷的签字笔显示在监视器上;
62.步骤三,检测完成后,往复执行元件驱动动滑轮组104下降,使签字笔落回到第一链式输送线4上;第一链式输送线4将签字笔输送到第一剔除工位,由第一剔除机构7将有缺陷的签字笔剔除到第一废品框8内;
63.步骤四,没有缺陷的签字笔被第一链式输送线4输送到盖笔帽工位,由盖笔帽装置9进行盖笔帽;盖上笔帽后的签字笔被第一链式输送线4输送到移栽机构2处;气爪208夹住对应的签字笔,第二电机202正转,驱动摇臂204转动,带动滑杆206沿着轨迹凹槽2031运动,将签字笔运送至第二链式输送线5的正上方;然后气爪208松开,使签字笔掉落到第二链式输送线5上,第二电机202反转,使滑杆206按原轨迹返回;
64.步骤五,第二链式输送线5将签字笔输送到第二检测工位;
65.步骤六,往复执行元件驱动滑台302向着第二链式输送线5的方向移动,定位针301插入定位孔5011内进行定位,顶针304插入第二挡板307上的孔洞,并顶住签字笔的一端,签字笔的另一端抵住弹性滑块机构303的移动柱3031,弹簧3032被压缩,从而使得签字笔的两端被夹紧;第三电机305驱动顶针304旋转,并带着签字笔一起旋转;在签字笔旋转过程中(签字笔至少转动1圈),线阵相机10拍摄线扫描照片(一支签字笔对应一个线阵相机10),并发送至第二视觉检测系统,第二视觉检测系统对接收到的线扫描照片进行分析处理并检测
识别缺陷,当检测到签字笔表面存在缺陷时,将有缺陷的签字笔显示在监视器上;
66.步骤七,检测完成后,往复执行元件驱动滑台302回退,签字笔在弹簧3032的弹力作用下复位;第二链式输送线5将签字笔输送到第二剔除工位,由第二剔除机构11将有缺陷的签字笔剔除到第二废品框12内;没有缺陷的签字笔被输送到第二链式输送线5的末端,最后落入良品框13内。
67.需要指出的是,上述实施例是通过对现有签字笔产线进行改造实现的,本发明方案也可以应用于新投建的签字笔产线中。
68.此外,本技术的签字笔表面视觉缺陷在线检测系统可以针对不同型号的签字笔进行拓展,通过对系统的柔性调整,实现多种型号签字笔(诸如回转体、类圆柱体等的带帽签字笔)的外观缺陷检测。对于签字笔长短的兼容:通过对第一链式输送线4和第二链式输送线5上的签字笔承载结构进行调整,同时相应调整相机的中心位置,可实现对不同长度签字笔的检测;对于签字笔直径的兼容:通过调整相机距离签字笔的高度来达到兼容;对于签字笔形状的兼容:对于不是标准圆柱体,但是为回转体形状的签字笔,通过改变滚子502和顶针304的形状来达到兼容。
69.上述对本技术中涉及的发明的一般性描述和对其具体实施方式的描述不应理解为是对该发明技术方案构成的限制。本领域所属技术人员根据本技术的公开,可以在不违背所涉及的发明构成要素的前提下,对上述一般性描述或/和具体实施方式(包括实施例)中的公开技术特征进行增加、减少或组合,形成属于本技术保护范围之内的其它的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1