一种无隔圈四列圆锥滚子轴承游隙的调整方法与流程
1.本发明涉及轴承技术领域,尤其涉及一种无隔圈四列圆锥滚子轴承游隙组配加工和检测技术,具体涉及一种无隔圈四列圆锥滚子轴承游隙的调整方法。
背景技术:
2.已知的,无隔圈四列圆锥滚子轴承主要用在冶金轧机设备的工作辊上,属于多列轴承,可以承受轴向和径向重载;其中一种结构为:由两个内圈,四个外圈、四列滚子组成,轴承安装使用时各零件不能互换,当承受轴向力小于2*tgα*径向力(α为外圈滚道角度)时,四列滚子在负荷区内承载;当承受轴向力大于2*tgα*径向力时,有两列滚子均承载,因此要保证四列圆锥滚子轴承的四列游隙一致,以达到轴承设计的承载能力。
3.普通四列圆锥滚子轴承的结构是由两个内圈、三个外圈、四列滚子和一个内隔圈、两个外隔圈组成,其游隙的调整与检测按照jb/t 8236《双列和四列圆锥滚子轴承游隙及调整方法》进行;通过测量相关尺寸,修磨隔圈进行,对于两个内圈,四个外圈、四列滚子、无隔圈的四列圆锥滚子轴承的游隙组配和检测没有标准方法。
4.因此,急需提供一种无隔圈四列圆锥滚子轴承游隙的调整方法,以满足产品游隙的设计需求,确保此类型轴承四列游隙的一致等。
技术实现要素:
5.为克服背景技术中存在的不足,本发明提供了一种无隔圈四列圆锥滚子轴承游隙的调整方法,本发明能够避免轴承滚子和滚道的自锁影响,减少轴承的翻转测量次数和测量误差,得出四列游隙调整一致的方法等。
6.为实现如上所述的发明目的,本发明采用如下所述的技术方案:一种无隔圈四列圆锥滚子轴承游隙的调整方法,所述调整方法为首先将待调整的无隔圈四列圆锥滚子轴承水平放置在测量平台上,无隔圈四列圆锥滚子轴承包括两个上下设置的内圈、四个上下设置的外圈和四列上下设置的滚子,两内圈与四列滚子组合后形成ac和ce两组内组件,四个外圈由上至下依次标记为ab外圈、bc外圈、cd外圈和de外圈,所述ab外圈和bc外圈的bb处、bc外圈和cd外圈的cc处、cd外圈和de外圈的dd处轴向游隙的具体调整方法为:a、bc外圈和cd外圈的cc处的轴向游隙测量及调整方法如下:a)首先将ac内组件a端朝下水平放置在测量平台上,再将bc外圈放置在ac内组件对应位置,旋转bc外圈、平均四点测量内圈c端与外圈c端之间的距离,取平均值h1,平均四点测量外圈b端与平台之间的距离,取平均值h1;b)然后将ce内组件e端朝下水平放置在测量平台上,再将cd外圈放置在ce内组件对应位置,旋转cd外圈、平均四点测量内圈c端与外圈c端之间的距离,取平均值h2,平均四点测量外圈b端与平台之间的距离,取平均值h2;c)计算得出bc外圈和cd外圈的cc处的实际轴向游隙ca=h1+h2,当gamin≤ca≤
gamax,bc外圈和cd外圈的cc处轴向游隙合格;当ca<gamin,需要修磨bc外圈c端面,修磨量为gamin-ca;当ca>gamax,需要修磨ac内组件c端,修磨量为ca-gamax;b、ab外圈和bc外圈的bb处的轴向游隙测量及调整方法如下;a)首先将ac内组件c端朝下水平放置在测量平台上,再将ab外圈放置在ac内组件对应位置,旋转ab外圈、平均四点测量内圈a端与外圈a端之间的距离,取平均值h3,并平均四点测量外圈宽度,取平均值c1;b)然后计算得出ab外圈和bc外圈的bb处的实际轴向游隙ba=h3+c1-h1,当gamin≤ba≤gamax,ab外圈和bc外圈的bb处轴向游隙合格;当ba<gamin,需要修磨ab外圈滚道,修磨量直径为2*(gamin-ba)*tgα;当ba>gamax,需要修磨ab外圈b端,修磨量为ba-gamax;c、cd外圈和de外圈的dd处的轴向游隙测量及调整方法如下;a)首先将ce内组件c端朝下水平放置在测量平台上,再将de外圈放置在ce内组件对应位置,旋转de外圈、平均四点测量内圈e端与外圈e端之间的距离,取平均值h4,并平均四点测量外圈宽度,取平均值c2;b)计算得出cd外圈和de外圈的dd处的实际轴向游隙da=h4+c2-h2,当gamin≤da≤gamax,cd外圈和de外圈的dd处轴向游隙合格;当da<gamin,需要修磨de外圈滚道,修磨量直径为2*(gamin-da)*tgα;当da>gamax,需要修磨de外圈d端,修磨量为da-gamax。
7.所述的无隔圈四列圆锥滚子轴承游隙的调整方法,所述a步骤中取平均值h1时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负。
8.所述的无隔圈四列圆锥滚子轴承游隙的调整方法,所述a步骤中取平均值h2时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负。
9.所述的无隔圈四列圆锥滚子轴承游隙的调整方法,所述b步骤中取平均值h3时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负。
10.所述的无隔圈四列圆锥滚子轴承游隙的调整方法,所述c步骤中取平均值h4时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负。
11.采用如上所述的技术方案,本发明具有如下所述的优越性:利用本发明组配无隔圈四列圆锥滚子轴承,使无隔圈四列圆锥滚子轴承的游隙准确;四列游隙的相互差一致,满足产品设计游隙相互差要求,在测量过程中滚子与滚道和挡均接触,消除了自锁现象,避免出现轴承的四列游隙不一致;采用本发明所述的调整方法有效提高了检测和调整无隔圈四列圆锥滚子轴承的游隙准确性和四列游隙一致性,降低了客户的投诉,提高了轴承的使用寿命等。
附图说明
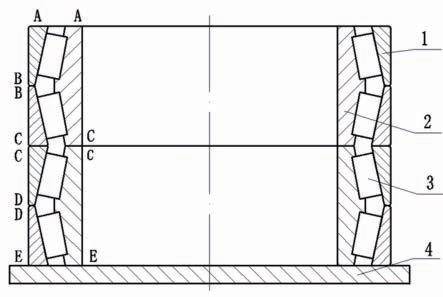
12.图1为本发明中无隔圈四列圆锥滚子轴承的结构示意图;图2为本发明中外圈cc处轴向游隙的测量示意图1;图3为本发明中外圈cc处轴向游隙的测量示意图2;图4为本发明中外圈aa处轴向游隙的测量示意图;图5为本发明中外圈ee处轴向游隙的测量示意图;在图中:1、外圈;2、内圈;3、滚子;4、测量平台。
具体实施方式
13.通过下面的实施例可以更详细的解释本发明,本发明并不局限于下面的实施例;结合附图1~5,本发明所述的一种无隔圈四列圆锥滚子轴承游隙的调整方法,所述调整方法为首先将待调整的无隔圈四列圆锥滚子轴承水平放置在测量平台4上,具体如图1所示,无隔圈四列圆锥滚子轴承包括两个上下设置的内圈2、四个上下设置的外圈1和四列上下设置的滚子3,两内圈2与四列滚子3组合后形成ac和ce两组内组件,四个外圈1由上至下依次标记为ab外圈、bc外圈、cd外圈和de外圈,所述ab外圈和bc外圈的bb处、bc外圈和cd外圈的cc处、cd外圈和de外圈的dd处轴向游隙的具体调整方法为:a、结合附图2、3所示,bc外圈和cd外圈的cc处的轴向游隙测量及调整方法如下:a)首先将ac内组件a端朝下水平放置在测量平台4上,再将bc外圈放置在ac内组件对应位置,旋转bc外圈、平均四点测量内圈c端与外圈c端之间的距离,取平均值h1,平均四点测量外圈b端与平台之间的距离,取平均值h1;具体实施时,当取平均值h1时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负;b)然后将ce内组件e端朝下水平放置在测量平台4上,再将cd外圈放置在ce内组件对应位置,旋转cd外圈、平均四点测量内圈c端与外圈c端之间的距离,取平均值h2,平均四点测量外圈b端与平台之间的距离,取平均值h2;具体实施时,当取平均值h2时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负;c)计算得出bc外圈和cd外圈的cc处的实际轴向游隙ca=h1+h2,当gamin≤ca≤gamax,bc外圈和cd外圈的cc处轴向游隙合格;当ca<gamin,需要修磨bc外圈c端面,修磨量为gamin-ca;当ca>gamax,需要修磨ac内组件c端,修磨量为ca-gamax;b、结合附图4所示,ab外圈和bc外圈的bb处的轴向游隙测量及调整方法如下;a)首先将ac内组件c端朝下水平放置在测量平台4上,再将ab外圈放置在ac内组件对应位置,旋转ab外圈、平均四点测量内圈a端与外圈a端之间的距离,取平均值h3,并平均四点测量外圈宽度,取平均值c1;具体实施时,当取平均值h3时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负;b)然后计算得出ab外圈和bc外圈的bb处的实际轴向游隙ba=h3+c1-h1,当gamin≤ba≤gamax,ab外圈和bc外圈的bb处轴向游隙合格;当ba<gamin,需要修磨ab外圈滚道,修磨量直径为2*(gamin-ba)*tgα;当ba>gamax,需要修磨ab外圈b端,修磨量为ba-gamax;c、结合附图5所示,cd外圈和de外圈的dd处的轴向游隙测量及调整方法如下;a)首先将ce内组件c端朝下水平放置在测量平台4上,再将de外圈放置在ce内组件对应位置,旋转de外圈、平均四点测量内圈e端与外圈e端之间的距离,取平均值h4,并平均四点测量外圈宽度,取平均值c2;具体实施时,当取平均值h4时,当内圈端面高于外圈端面时取正,当内圈端面低于外圈端面时取负;b)计算得出cd外圈和de外圈的dd处的实际轴向游隙da=h4+c2-h2,当gamin≤da≤gamax,cd外圈和de外圈的dd处轴向游隙合格;当da<gamin,需要修磨de外圈滚道,修磨量直径为2*(gamin-da)*tgα;当da>gamax,需要修磨de外圈d端,修磨量为da-gamax。
14.本发明在具体实施时,以某型无隔圈四列圆锥滚子轴承为例,其外径尺寸d为580mm,装配高t为320mm,外圈滚道角度为α为12
°
,轴向游隙要求0.46~0.50mm,该无隔圈四列圆锥滚子轴承轴向游隙测量及调整方法如下:
a、将ac内组件a端朝下,测量内圈c端与外圈c端之间的距离值h1为0.12mm,外圈b端与平台之间的距离值h1为79.60mm;然后将ce内组件e端朝下,测量内圈c端与外圈c端之间的距离h2为0.16mm,外圈b端与平台之间的距离为h2为79.80mm;计算得出bc外圈和cd外圈的cc处的实际轴向游隙ca=h1+h2=0.12+0.16=0.28mm,因此ca<gamin=0.46mm,需要修磨bc外圈c端面,最小修磨量为gamin-ca=0.46-0.28=0.18mm,最大修磨量为gamax-ca=0.50-0.28=0.22mm;b、将ac内组件c端朝下,测量内圈a端与外圈a端之间的距离h3为0.20mm,测量外圈宽度c1为79.94mm;计算得出ab外圈和bc外圈的bb处的实际轴向游隙ba=h3+c1-h1=0.20+79.94-79.60=0.54mm,ba>gamax=0.50mm,需要修磨ab外圈b端,最小修磨量ba-gamax=0.54-0.50=0.04mm.最大修磨量ba-gamax=0.54-0.46=0.08mm。
15.c、将ce内组件c端朝下,测量内圈e端与外圈e端之间的距离h4为0.16mm,测量外圈宽度c2为79.96mm;计算得出cd外圈和de外圈的dd处的实际轴向游隙da=h4+c2-h2=0.16+79.96-79.80=0.32mm,da<gamin=0.46mm,需要修磨de外圈滚道,修磨量直径最小为2*(gamin-da)/tgα=2*(0.46-0.32)*tg12=0.06mm;修磨量直径最大为2*(gamax-da)/tgα=2*(0.50-0.32)*tg12=0.075mm;将需修磨的零件按照相应修磨留量进行加工,修磨的零件经检测合格,记录检测检测数据,再次按照上述轴向游隙的调整方法进行测量,计算所得实际轴向游隙与产品设计要求一致,经多次验证计算的结果均一致。
16.因此本发明能够满足无隔圈四列圆锥滚子轴承游隙的检测和调整,其测量和调整方法易于操作,并且能够根据测量结果准确计算得到无隔圈四列圆锥滚子轴承的轴向游隙。
17.本发明未详述部分为现有技术。
18.为了公开本发明的发明目的而在本文中选用的实施例,当前认为是适宜的,但是,应了解的是,本发明旨在包括一切属于本构思和发明范围内的实施例的所有变化和改进。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1