一种用于贯流风叶的动平衡检测校正方法及系统与流程
本发明主要涉及贯流风叶生产,具体涉及一种用于贯流风叶的动平衡检测校正方法及系统。
背景技术:
1、贯流风叶是家电产品送风系统的重要核心,在加工生产过程中需要进行动平衡检测,避免贯流风叶在工作时由于不平衡产生震动和噪音,从而影响家电产品的使用寿命。
2、目前贯流风叶的动平衡检测校正主要依靠工作人员手动将工件放置在动平衡检测装置上进行动平衡检测,检测完成后,操作人员根据检测数据确定不平衡位置,手动装夹平衡片进行动平衡补偿,再将合格的产品进行打螺丝固定和点胶处理,这种动平衡检测校正方法在动平衡检测校正过程中各个工序集成化程度低,自动化程度低,加工生产效率有待提高,而且容易出现因人为因素导致的动平衡检测校正错误,导致工件动平衡检测校正合格率低下。
技术实现思路
1、本发明的目的在于克服现有技术的不足,本发明提供了一种用于贯流风叶的动平衡检测校正方法及系统,所述方法通过控制主机配合工业机器人对各个工序进行集成控制,自动化程度高,有效提高生产效率,减少人为误差导致的动平衡检测校正错误,提高工件动平衡检测校正合格率。
2、本发明提供了一种用于贯流风叶的动平衡检测校正方法,所述检测校正方法包括:
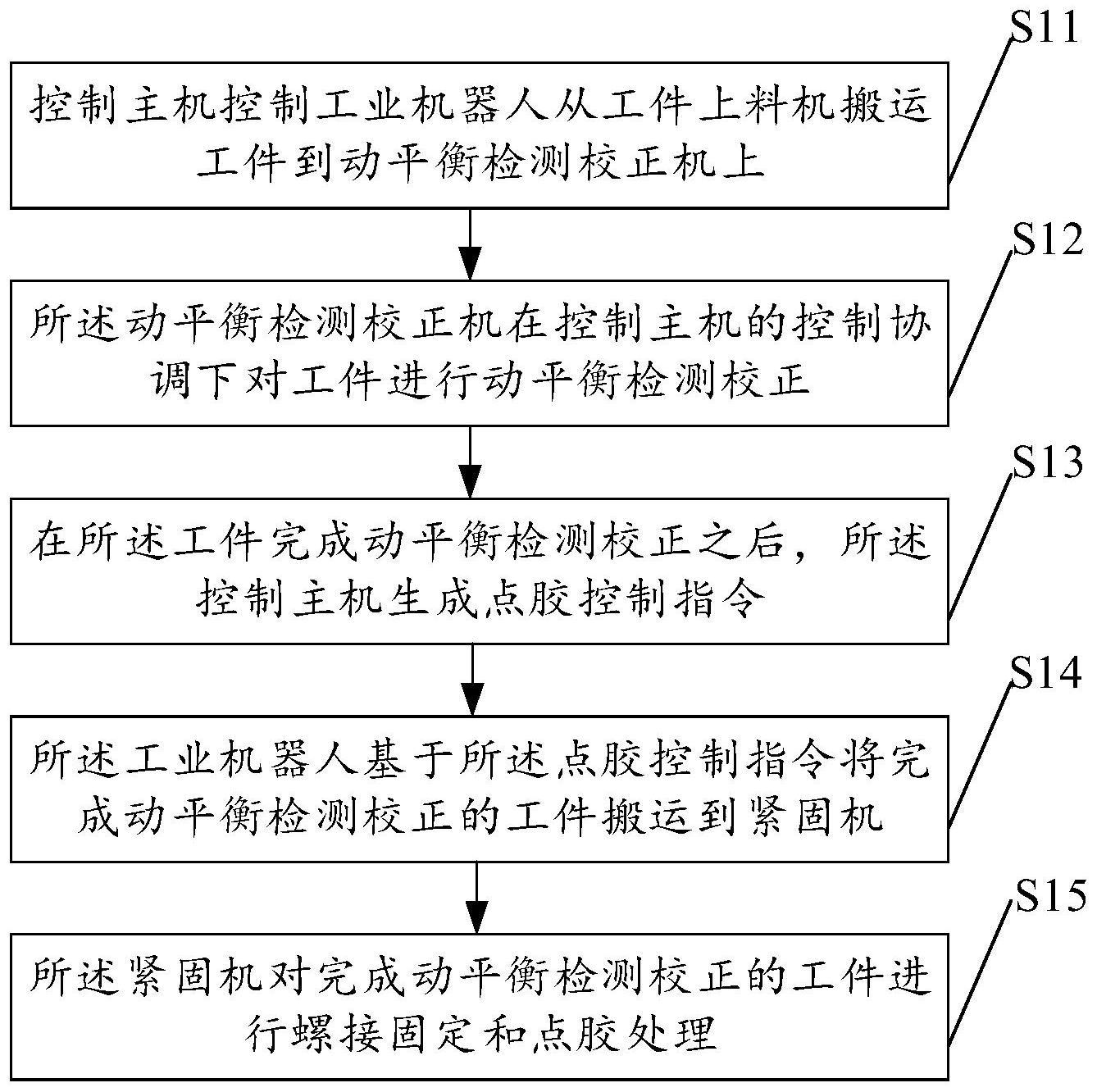
3、控制主机控制工业机器人从工件上料机搬运工件到动平衡检测校正机上;所述动平衡检测校正机在控制主机的控制协调下对工件进行动平衡检测校正;
4、在所述工件完成动平衡检测校正之后,所述控制主机生成点胶控制指令;
5、所述工业机器人基于所述点胶控制指令将完成动平衡检测校正的工件搬运到紧固机;
6、所述紧固机对完成动平衡检测校正的工件进行螺接固定和点胶处理。
7、进一步的,所述动平衡检测校正机在控制主机的控制协调下对工件进行动平衡检测校正包括:
8、所述动平衡检测校正机识别所述工件后,通过第一自动装夹机构将所述工件夹持;
9、在夹持所述工件后,所述动平衡检测校正机以第一转速驱动所述工件转动确定所述工件的动平衡检测原点;
10、在确定所述动平衡检测原点之后,所述动平衡检测校正机以第二转速驱动所述工件转动进行动平衡检测,获得动平衡检测数据;
11、所述动平衡检测校正机将所述动平衡检测数据发送到所述控制主机;
12、所述控制主机根据所述动平衡检测数据生成控制指令,并基于所述控制指令控制所述工业机器人从平衡片供料机上抓取平衡片;
13、所述工业机器人基于所述控制指令将抓取的平衡片搬运到所述动平衡检测校正机;
14、所述动平衡检测校正机根据所述动平衡检测数据,将所述平衡片插接在所述工件上完成动平衡校正。
15、进一步的,所述在确定所述动平衡检测原点之后,所述动平衡检测校正机以第二转速驱动所述工件转动进行动平衡检测,获得动平衡检测数据包括:
16、所述动平衡检测校正机获取所述工件转动时的振动幅度;
17、根据所述振动幅度计算所述工件的不平衡量、不平衡位置和不平衡角度;
18、将所述不平衡量、不平衡位置和不平衡角度整合得到所述动平衡检测数据。
19、进一步的,所述控制主机根据所述动平衡检测数据生成控制指令,并基于所述控制指令控制所述工业机器人从平衡片供料机上抓取平衡片包括:
20、所述控制主机提取所述动平衡检测数据的不平衡量,根据所述不平衡量匹配相应规格的平衡片;
21、所述控制主机根据所述相应规格的平衡片生成控制指令;
22、所述工业机器人基于所述控制指令从平衡片供料机上对应的位置选择所需的平衡片;
23、所述工业机器人基于所述控制指令抓取所需的平衡片。
24、进一步的,所述动平衡检测校正机根据所述动平衡检测数据,将所述平衡片插接在所述工件上完成动平衡校正包括:
25、所述动平衡检测校正机根据所述动平衡检测数据中的不平衡角度,驱动所述工件从动平衡检测原点转动相应角度;
26、在所述工件转动相应角度之后,所述动平衡检测校正机根据所述动平衡检测数据中的不平衡位置,通过插片传感器确认插片位置;
27、所述动平衡检测校正机根据所述插片位置将所述平衡片插接在所述工件上完成动平衡校正。
28、进一步的,所述在工件完成动平衡检测校正之后,所述控制主机生成点胶控制指令包括:
29、在工件完成动平衡检测校正之后,所述动平衡检测校正机向所述控制主机发送完成检测校正的数据信号;
30、所述紧固机向所述控制主机反馈自身设备状态信息;
31、所述控制主机根据所述完成检测校正的数据信号和所述设备状态信息生成点胶控制指令。
32、进一步的,所述紧固机对完成动平衡检测校正的工件进行螺接固定和点胶处理包括:
33、所述紧固机识别工件后通过第二自动装夹机构夹持所述工件;
34、在夹持所述工件后,所述紧固机以第一转速驱动所述工件转动确定所述工件的布司螺丝孔位置;
35、在确认所述布司螺丝孔位置之后,所述紧固机停止所述工件的转动并通过螺接机将紧固螺钉拧紧在所述布司螺丝孔内,完成螺接固定;
36、在完成螺接固定之后,所述紧固机以第一转速驱动所述工件转动并通过点胶传感器确定所述工件上平衡片的位置;
37、确定所述工件上平衡片的位置之后,所述紧固机停止所述工件的转动并通过点胶机对所述平衡片进行点胶固定,完成点胶处理。
38、本发明还提供了一种用于贯流风叶的动平衡检测校正系统,所述检测系统包括工业机器人、用于调控所述工业机器人运动的控制主机、工件上料机、动平衡检测校正机和紧固机;
39、所述控制主机用于控制工业机器人从工件上料机搬运工件到动平衡检测校正机上;
40、所述动平衡检测校正机用于在控制主机的控制协调下对工件进行动平衡检测校正;
41、所述控制主机还用于在所述工件完成动平衡检测校正之后,所述控制主机生成点胶控制指令;
42、所述工业机器人用于根据所述点胶控制指令将完成动平衡检测校正的工件搬运到紧固机;
43、所述紧固机用于对完成动平衡检测校正的工件进行螺接固定和点胶处理。
44、进一步的,所述动平衡检测校正机设置有显示屏,所述显示屏用于显示所述工件的动平衡检测数据。
45、进一步的,所述动平衡检测校正系统还包括收料机,所述收料机包括合格产品存放区和不合格产品存放区;
46、所述合格产品存放区用于存放动平衡检测校正合格的产品;
47、所述不合格产品存放区用于存放动平衡检测校正不合格的产品。
48、本发明提供了一种用于贯流风叶的动平衡检测校正方法及系统,所述方法通过控制主机配合工业机器人对各个工序进行集成控制,自动化程度高,有效提高生产效率,减少人为误差导致的动平衡检测校正错误,提高工件动平衡检测校正合格率。
技术特征:
1.一种用于贯流风叶的动平衡检测校正方法,其特征在于,所述检测校正方法包括:
2.如权要求1所述的用于贯流风叶的动平衡检测校正方法,其特征在于,所述动平衡检测校正机在控制主机的控制协调下对工件进行动平衡检测校正包括:
3.如权要求2所述的用于贯流风叶的动平衡检测校正方法,其特征在于,所述在确定所述动平衡检测原点之后,所述动平衡检测校正机以第二转速驱动所述工件转动进行动平衡检测,获得动平衡检测数据包括:
4.如权要求3所述的用于贯流风叶的动平衡检测校正方法,其特征在于,所述控制主机根据所述动平衡检测数据生成控制指令,并基于所述控制指令控制所述工业机器人从平衡片供料机上抓取平衡片包括:
5.如权要求3所述的用于贯流风叶的动平衡检测校正方法,其特征在于,所述动平衡检测校正机根据所述动平衡检测数据,将所述平衡片插接在所述工件上完成动平衡校正包括:
6.如权要求1所述的用于贯流风叶的动平衡检测校正方法,其特征在于,所述在工件完成动平衡检测校正之后,所述控制主机生成点胶控制指令包括:
7.如权要求1所述的用于贯流风叶的动平衡检测校正方法,其特征在于,所述紧固机对完成动平衡检测校正的工件进行螺接固定和点胶处理包括:
8.一种用于贯流风叶的动平衡检测校正系统,其特征在于,所述检测系统包括工业机器人、用于控制所述工业机器人运动的控制主机、工件上料机、动平衡检测校正机和紧固机;
9.如权利要求8所述的用于贯流风叶的动平衡检测校正系统,其特征在于,所述动平衡检测校正机设置有显示屏,所述显示屏用于显示所述工件的动平衡检测数据。
10.如权利要求8所述的用于贯流风叶的动平衡检测校正系统,其特征在于,所述动平衡检测校正系统还包括收料机,所述收料机包括合格产品存放区和不合格产品存放区;
技术总结
本发明公开了一种用于贯流风叶的动平衡检测校正方法及系统,所述检测校正方法包括:控制主机控制工业机器人从工件上料机搬运工件到动平衡检测校正机上;所述动平衡检测校正机在所述控制主机的控制协调下对工件进行动平衡检测校正;在工件完成动平衡检测校正之后,所述控制主机生成点胶控制指令;所述工业机器人基于点胶控制指令将完成动平衡检测校正的工件搬运到紧固机;所述紧固机对完成动平衡检测校正的工件进行螺接固定和点胶处理。方法通过控制主机配合工业机器人对各个工序进行集成控制,自动化程度高,有效提高生产效率,减少动平衡检测校正的人为误差,提高工件动平衡检测校正合格率。
技术研发人员:蒋启均,何兵,王强
受保护的技术使用者:广东顺威自动化装备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!