一种高精度三轴无磁测试转台系统
1.本发明涉及三轴转台技术领域,特别是指一种高精度三轴无磁测试转台系统。
背景技术:
2.角度传感器是一类测角元件,随着电子集成技术的发展,一种采用高性能集成磁敏感元件,利用磁信号感应非接触的特点,配合微处理器进行智能化信号处理的新一代高精度角度传感器被制造了出来。高精度角度传感器具有高精度、大范围和低成本等特点,目前已被广泛应用于工业制造、仪器测试、国防航天等多种场合。
3.在石油钻井行业中,应用较多的是直杆式高精度角度传感器,这种传感器的外观一般为长直杆,将其装于钻井设备中用于对地下钻机进行姿态导航。由于地磁场的影响,需每隔一段时间对传感器进行精度校准,其中,夹具式三轴测试转台作为一种高精度测角仪器被广泛用于此类传感器的校准测量工作。
4.随着近些年编码器等相关传感器的技术提升,现有技术下的测量转台已经可以达到很高的测角精度,但受限于仪器制作材料多为易导磁型,在对上述磁敏感型角度传感器的测试中难免会引入额外误差,仪器内部的强电信号也会产生不可忽视的磁变影响。目前,国内市场上缺少一套能同时达到极高测量精度与极低磁场畸变的转台测量系统,本发明在做到全部构件采用无磁材料的基础上引入了最新的多头读数交叉分布方式实现无磁光栅传感器高精度角度测量,能够成功的解决上述问题。
技术实现要素:
5.本发明要解决的技术问题是提供一种高精度三轴无磁测试转台系统,拥有较高测量精度的同时能使被测件区域磁场畸变在20nt以内,能够满足对一般直杆式高精度角度传感器的测量任务。
6.该系统包括三轴无磁转台装置、控制盒、上位机软件和连接电缆,三轴无磁转台装置的三个转动轴系分别为:方位轴系、井斜轴系和工具面轴系,三轴传动均采用手动正切精调机构,三个转动轴系的轴线在空间形成正交;方位轴系包括方位轴、方位轴粗调手轮、方位轴精调离合手轮、方位轴锁紧手轮、方位轴基座、调平地脚、水平传感器、方位轴台面、方位轴底盖、方位轴轴承、方位轴编码器、方位轴锁紧轴、方位轴滑环和由方位轴精调手轮、方位轴精调机构旋转臂、方位轴精调锁紧环构成的方位轴正切精调机构,井斜轴系包括井斜轴、井斜轴左半轴、井斜轴右半轴、井斜轴粗调手轮、井斜轴精调离合手轮、井斜轴锁紧手轮、井斜轴基座、井斜轴轴承、井斜轴编码器、井斜轴滑环和由井斜轴精调手轮、井斜轴精调机构旋转臂、井斜轴精调锁紧环构成的井斜轴正切精调机构,工具面轴系包括工具面轴、工具面轴粗调手轮、工具面轴精调离合手轮、工具面轴锁紧手轮、工具面轴轴承、工具面轴编码器、工具面轴滑环、v型夹具和由工具面轴精调手轮、工具面轴精调机构旋转臂、工具面轴精调锁紧环构成的工具面轴正切精调机构,
方位轴绕铅垂方向旋转,井斜轴绕水平方向旋转,工具面轴由井斜轴支撑并垂直于井斜轴,井斜轴由方位轴支撑并垂直于方位轴;三个转动轴系中的粗调手轮是由直接传动结构进行大范围快速调节,精调手轮是正切精调机构;三个转动轴系的正切精调机构套于对应轴上,实现对应轴的锁紧功能,用于粗调完成后将轴系锁定,之后旋转精调手轮确定精调传动比,最后使用精调手轮完成精调;三个转动轴系都装有光栅传感器对轴系进行角度测量,所述光栅传感器由玻璃光栅与多个读数头组成,采用多读数头非均匀交叉分布安装模式;三个转动轴承均通过连接电缆与控制盒传输测量数据,控制盒连接上位机软件,上位机软件中显示被测件的三轴角度数据。
7.其中,方位轴安装在方位轴基座中,方位轴基座下端安装三个调平地脚,方位轴基座壳体上安装方位轴粗调手轮、方位轴精调手轮、方位轴精调离合手轮和方位轴锁紧手轮,方位轴锁紧手轮位于方位轴粗调手轮正下方,方位轴基座壳体底部安装水平传感器,方位轴基座壳体侧面开有接线孔,方位轴基座壳体一侧开孔设置方位轴精调锁紧环;方位轴底部设置方位轴底盖,方位轴底盖上部安装方位轴编码器,方位轴配有一对方位轴轴承,方位轴轴承配备方位轴轴承内压圈和方位轴轴承外压圈,方位轴滑环位于方位轴内部,用于传输方位轴编码器测得的角度数据,方位轴上部设置方位轴锁紧轴,方位轴锁紧轴上部设置方位轴台面;方位轴精调手轮作用于方位轴精调锁紧环旋转臂的一侧,方位轴精调离合手轮作用于方位轴精调锁紧环旋转臂的末端,方位轴锁紧时方位轴锁紧手轮向内转动,方位轴精调锁紧环通过向内挤压方位轴锁紧轴产生轴系的锁紧效果。
8.上述三个调平地脚以120
°
等角形式布置,水平传感器有两个,两个水平传感器以90
°
水平垂直关系布置。
9.井斜轴包括井斜轴左半轴和井斜轴右半轴,井斜轴右半轴装有井斜轴粗调手轮、井斜轴精调手轮、井斜轴精调离合手轮以及井斜轴锁紧手轮,井斜轴右半轴下部设置井斜轴精调锁紧环,井斜轴粗调手轮、井斜轴精调手轮、井斜轴精调离合手轮以及井斜轴锁紧手轮作用于井斜轴精调锁紧环;井斜轴左半轴装有井斜轴编码器与井斜轴滑环,用于测量和传输井斜轴系的偏转角度;井斜轴轴承由井斜轴左半轴的一对角接触轴承与井斜轴右半轴的单个轴承组成,井斜轴轴承配有相应的井斜轴轴承内压圈与井斜轴轴承外压圈;井斜轴基座为u型架结构,井斜轴基座的底部安装在方位轴的方位轴台面上,井斜轴左半轴和井斜轴右半轴安装在井斜轴基座上。
10.工具面轴的外部壳体底部安装工具面轴粗调手轮,工具面轴的外部壳体侧面上部安装工具面轴精调手轮和工具面轴精调离合手轮,工具面轴的外部壳体侧面下部安装工具面轴锁紧手轮,工具面轴外部壳体上部安装工具面轴精调锁紧环;工具面轴为中空结构,通过一对角接触工具面轴轴承支撑,安装在工具面轴外部壳体内,工具面轴轴承配备相应的工具面轴轴承内压圈和工具面轴轴承外压圈;工具面轴下端装有工具面轴编码器,工具面轴编码器下端装有工具面轴滑环和工
具面轴滑环支筒;被测件从工具面轴中空穿过,通过安装在工具面轴上下两端的一对v型夹具固定。
11.多读数头非均匀交叉分布安装模式共由五个型号相同的读数头组成;其中,具体布局为:五个读数头非均匀分别装于玻璃光栅上方,分为两组进行测量读数,其中,第一组包含三个读数头,以120
°
等分布的形式安装,第二组的两个读数头以180
°
水平分布的形式安装;两组读数头进行独立读数,利用平均读数原理计算测量值,并根据第二组读数头对径读数消除倾斜安装误差,由第二组读数头获取到的单轴向测量数据来分别对第一组的三个读数头测量结果进行补充,消除采用第一组读数头测量中的轴向误差,将两组测角数据有机融合计算;鉴于分布图形中对径的两个读数头之间最小间距30度,可等效为将圆周均分为12份,相当于通过五个读数头获取了玻璃光栅圆周角度共12阶谐波的测量数据;在此读数头安装模式基础上,将测量数据进行谐波分析,构建谐波误差补偿算法,从软件方面进一步提高测角精度。
12.谐波误差补偿算法具体为:采用谐波模型进行测角误差拟合,通过傅里叶变换,用傅里叶级数近似表示误差标定数据,并计算出各阶谐波幅值和相位,取其中谐波幅值大于光栅分辨率的谐波阶次,构建谐波误差补偿曲线。
13.方位轴系、井斜轴系和工具面轴系的精调手轮、精调离合手轮以及锁紧手轮均直接作用于相应的精调锁紧环上,三个转动轴系中的锁紧环与精调机构旋转臂为一体式设计,精调机构旋转臂的长度与锁紧环的直径相当;通过精调手轮旋转,采用螺纹的方式带动手轮末端进行直线运动,通过转动精调手轮在正切方向给精调机构旋转臂始终施加一个切向位移,由此将手轮末端的直线位移转换为精调机构旋转臂的摆动,由于精调机构旋转臂通过锁紧环与相应的轴系旋转部分固定,即可推动轴系旋转一个对应角度,最终将精调手轮的旋转运动转为对应轴的旋转运动;精调手轮作用的旋转臂的另一侧为压簧结构,向旋转臂提供反向作用力,用于稳固精调手轮的作用效果;精调离合手轮的转轴作用于正切精调机构的另一侧,通过转动精调离合手轮改变轴系精调的转动范围;所述切向位移与旋转角度的对应关系由旋转臂的长度与精调离合手轮共同决定。
14.正切精调机构的精调锁紧环中间的内孔与轴配合面的120
°
位置处布有三个接触面,轴系的锁紧手轮转动时,内孔的三个接触面向内挤压轴,产生锁紧效果。
15.方位轴编码器、井斜轴编码器和工具面轴编码器均为光栅传感器,用于三个转动轴系的角度测量,光栅传感器采用特制的玻璃光栅与无磁读数头组成,使用五读数头的布局模式,配合上位机软件带有的谐波误差补偿算法,提高测量精度;除此之外,事先采用了更高精度的测角系统对测角单元误差数据进行标定采集,并在上位机软件上采用谐波拟合算法对误差数据进行拟合与实时补偿。
16.三个转动轴系均设有轴承,用于转动轴的支撑保护。
17.方位轴轴承采用一对角接触无磁陶瓷轴承,轴承采用隔圈轴向分开一定距离,一
般为10mm;所述井斜轴轴承在左半轴采用两套陶瓷轴承,右半轴采用一套陶瓷轴承,轴承背对背预紧成套使用;所述工具面轴轴承采用一对角接触陶瓷轴承,安装方式与方位轴轴承相同。
18.v型夹具下端采用v型槽,上端采用旋紧机构连接有同样的v型垫片,v型夹具通过旋紧机构向内转动使被测件固定于工具面轴中心,更换不同厚度的v型垫片对不同直径的被测件进行测量。
19.本发明的上述技术方案的有益效果如下:上述方案中,轴系转动的调节是通过粗精结合的方式进行,粗调手轮是由直接传动结构进行大范围快速调节,精调手轮具有锁紧功能,用于粗调完成后将轴系锁定,之后旋转精调手轮确定精调传动比,最后使用精调手轮完成精调。轴系通过粗调手轮快速转动和正切精调机构可以实现二次调节与锁紧,使得三轴转动机构均可实现快速转动和可靠锁定,并同时通过精调实现角秒级的超高分辨率的定位调节;玻璃光栅传感器采用创新性多读数头非均匀交叉布局方式从硬件上降低加工工艺要求,并采用谐波误差补偿算法进一步提高测角精度,使得系统测角精度可达到角秒级。
20.三轴无磁转台装置测量时可以通过刻度盘与差分盘直接读数,也可以通过光栅传感器获取被测件的三轴角度数据,避免了机械刻度盘读数的误差,保证了测试的精确,又方便了数据读取,极大减轻了测试的工作量,使得测试工作更加简便和易于操作。
21.本发明提供的三轴无磁转台装置,主体材料采用铝合金与铍青铜,轴承选用陶瓷材料,编码器为特制的无磁玻璃光栅传感器,装置避免了磁性材料对测试仪器的干扰,对本技术的以上设计进行磁性检测,转台工作区域的磁场畸变可以保持在20nt以内,配合可调节工作半径的固定夹具,能够满足大多数直杆式角度传感器的测试需求。
附图说明
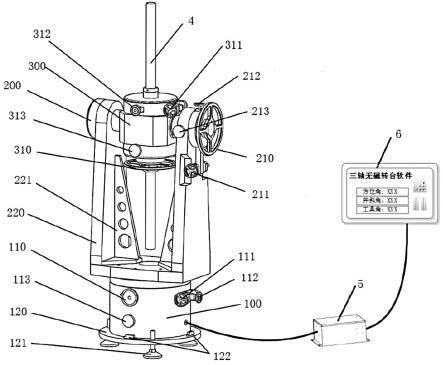
22.图1为本发明的高精度三轴无磁测试转台系统结构示意图;图2为本发明的高精度三轴无磁测试转台系统剖面结构示意图;图3为本发明所应用的光栅五读数头布局方式的示意图;图4为本发明所应用的工具面轴的正切精调机构的结构示意图;图5为本发明所应用的v型夹具的结构示意图。
23.其中:100-方位轴;110-方位轴粗调手轮;111-方位轴精调手轮;112-方位轴精调离合手轮;113-方位轴锁紧手轮;120-方位轴基座;121-调平地脚;122-水平传感器;123-方位轴台面;124-方位轴底盖;130-方位轴轴承;131-方位轴轴承内压圈;132-方位轴轴承外压圈;140-方位轴编码器;150-方位轴锁紧轴;151-方位轴精调锁紧环;160-方位轴滑环;170-接线孔;200-井斜轴;201-井斜轴左半轴;202-井斜轴右半轴;210-井斜轴粗调手轮;211-井斜轴精调手轮;212-井斜轴精调离合手轮;213-井斜轴锁紧手轮;220-井斜轴基座;221-加强筋;230-井斜轴轴承;231-井斜轴轴承内压圈;232-井斜轴轴承外压圈;240-井斜轴编码器;250-井斜轴精调锁紧环;260-井斜轴滑环;300-工具面轴;310-工具面轴粗调手轮;311-工具面轴精调手轮;312-工具面轴精
调离合手轮;313-工具面轴锁紧手轮;320-工具面轴轴承;321-工具面轴轴承内压圈;322-工具面轴轴承外压圈;330-工具面轴编码器;340-工具面轴精调锁紧环;341-工具面精调机构旋转臂;350-工具面轴滑环;351-工具面轴滑环支筒;360-v型夹具;4-被测件;5-控制盒;6-上位机软件。
具体实施方式
24.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
25.本发明提供一种高精度三轴无磁测试转台系统。
26.如图1和图2所示,该系统包括三轴无磁转台装置、控制盒5、上位机软件6和连接电缆,三轴无磁转台装置的三个转动轴系分别为:方位轴系、井斜轴系和工具面轴系,三轴传动均采用手动正切精调机构,三个转动轴系的轴线在空间形成正交;方位轴系包括方位轴100、方位轴粗调手轮110、方位轴精调离合手轮112、方位轴锁紧手轮113、方位轴基座120、调平地脚121、水平传感器122、方位轴台面123、方位轴底盖124、方位轴轴承130、方位轴编码器140、方位轴锁紧轴150、方位轴滑环160和由方位轴精调手轮111、方位轴精调机构旋转臂、方位轴精调锁紧环151构成的方位轴正切精调机构。
27.井斜轴系包括井斜轴200、井斜轴左半轴201、井斜轴右半轴202、井斜轴粗调手轮210、井斜轴精调离合手轮212、井斜轴锁紧手轮213、井斜轴基座220、井斜轴轴承230、井斜轴编码器240、井斜轴滑环260和由井斜轴精调手轮211、井斜轴精调机构旋转臂、井斜轴精调锁紧环250构成的井斜轴正切精调机构。
28.工具面轴系包括工具面轴300、工具面轴粗调手轮310、工具面轴精调离合手轮312、工具面轴锁紧手轮313、工具面轴轴承320、工具面轴编码器330、工具面轴滑环350、v型夹具360和由工具面轴精调手轮311、工具面轴精调机构旋转臂341、工具面轴精调锁紧环340构成的工具面轴正切精调机构。
29.方位轴100绕铅垂方向旋转,井斜轴200绕水平方向旋转,工具面轴300由井斜轴200支撑并垂直于井斜轴200,井斜轴200由方位轴100支撑并垂直于方位轴100。
30.三个转动轴系中的粗调手轮是由直接传动结构进行大范围快速调节,精调手轮是正切精调机构;所述正切精调机构套于对应轴上,实现对应轴的锁紧功能,用于粗调完成后将轴系锁定,之后旋转精调手轮确定精调传动比,最后使用精调手轮完成精调;三个转动轴系都装有光栅传感器对轴系进行角度测量,所述光栅传感器由玻璃光栅与多个读数头组成,采用多读数头非均匀交叉分布安装模式,该布局可有效降低加工和安装引起的测角误差,同时利用谐波误差补偿方法进一步提高测角精度;三个转动轴承均通过连接电缆与控制盒5传输测量数据,控制盒5连接上位机软件6,上位机软件6中显示被测件4的三轴角度数据。
31.具体的,方位轴100安装在方位轴基座120中,方位轴基座120下端安装三个调平地脚121,方位轴基座120壳体上安装方位轴粗调手轮110、方位轴精调手轮111、方位轴精调离
合手轮112和方位轴锁紧手轮113,方位轴基座120壳体底部安装水平传感器122,方位轴基座120壳体侧面开有接线孔170,方位轴基座120壳体一侧开孔设置方位轴精调锁紧环151。
32.方位轴100底部设置方位轴底盖124,方位轴底盖124上部安装方位轴编码器140,方位轴100配有一对方位轴轴承130,方位轴轴承130配备方位轴轴承内压圈131和方位轴轴承外压圈132,方位轴滑环160位于方位轴100内部,用于传输方位轴编码器140测得的角度数据,方位轴100上部设置方位轴锁紧轴150,方位轴锁紧轴150上部设置方位轴台面123;方位轴精调手轮111作用于方位轴精调锁紧环151旋转臂的一侧,方位轴精调离合手轮112作用于方位轴精调锁紧环151旋转臂的末端,方位轴100锁紧时方位轴锁紧手轮113向内转动,方位轴精调锁紧环151通过向内挤压方位轴锁紧轴150产生轴系的锁紧效果。
33.方位轴进行转动调节时,方位轴粗调手轮110先动,粗调到位后通过方位轴锁紧手轮113带动锁紧机构粗调锁紧,锁紧机构内孔与轴配合面120
°
位置处布有三个接触面,锁紧时转动方位轴锁紧手轮113,三个接触面挤压轴,从而抱住轴,产生锁紧效果。
34.三个调平地脚121以120
°
等角形式布置,水平传感器122有两个,两个水平传感器122以90
°
水平垂直关系布置。
35.井斜轴200包括井斜轴左半轴201和井斜轴右半轴202,井斜轴右半轴202装有井斜轴粗调手轮210、井斜轴精调手轮211、井斜轴精调离合手轮212以及井斜轴锁紧手轮213,井斜轴右半轴202下部设置井斜轴精调锁紧环250,井斜轴粗调手轮210、井斜轴精调手轮211、井斜轴精调离合手轮212以及井斜轴锁紧手轮213作用于井斜轴精调锁紧环250;井斜轴左半轴201装有井斜轴编码器240与井斜轴滑环260,用于测量和传输井斜轴系的偏转角度;井斜轴轴承230由井斜轴左半轴201的一对角接触轴承与井斜轴右半轴202的单个轴承组成,井斜轴轴承230配有相应的井斜轴轴承内压圈231与井斜轴轴承外压圈232;井斜轴基座220为一u型架结构,井斜轴基座220的底部通过螺丝件安装在方位轴100的方位轴台面123上,为保证u型架的强度与刚度,在u型架左右两侧安装加强筋221,井斜轴左半轴201和井斜轴右半轴202安装在井斜轴基座220上。
36.工具面轴300的外部壳体底部安装工具面轴粗调手轮310,工具面轴300的外部壳体侧面上部安装工具面轴精调手轮311和工具面轴精调离合手轮312,工具面轴300的外部壳体侧面下部安装工具面轴锁紧手轮313,工具面轴300外部壳体上部安装工具面轴精调锁紧环340;工具面轴300为中空环形结构,通过一对角接触工具面轴轴承320支撑,安装在工具面轴300外部壳体内,工具面轴轴承320配备相应的工具面轴轴承内压圈321和工具面轴轴承外压圈322;工具面轴300下端装有工具面轴编码器330,工具面轴编码器330下端装有工具面轴滑环350和工具面轴滑环支筒351;被测件4从工具面轴300中空穿过,通过安装在工具面轴300上下两端的一对v型夹具360固定。
37.多读数头非均匀交叉分布安装模式共由五个型号相同的读数头组成;在此读数头安装模式基础上,将测量数据进行谐波分析,构建谐波误差补偿算法,构建谐波误差补偿曲线,从软件方面进一步提高测角精度,提高了整个系统的测量精确度
与可靠性。
38.方位轴系、井斜轴系和工具面轴系的精调手轮、精调离合手轮以及锁紧手轮均直接作用于相应的精调锁紧环上。
39.三个轴系的正切精调机构结构形式相同,以工具面轴系为例,如图4所示,所述正切精调机构包括工具面轴精调手轮311、工具面轴精调机构旋转臂341和工具面轴精调锁紧环340,通过工具面轴精调手轮311旋转,采用螺纹的方式带动手轮末端进行直线运动,通过转动精调手轮在正切方向给工具面轴精调机构旋转臂341始终施加一个切向位移,由此可将手轮末端的直线位移转换为精调机构旋转臂的摆动,由于精调机构旋转臂与相应的工具面轴300旋转部分固定,即可推动工具面轴300旋转一个对应角度,最终将精调手轮的旋转运动转为工具面轴300的旋转运动,工具面轴精调离合手轮312通过锁紧环上的螺纹通孔接触或远离工具面轴300,通过离合手轮的旋转调节即可将轴固定。工具面精调机构旋转臂341的长度与工具面精调锁紧环340的直径相当,这样可以提高位移与旋转的动比,提高调节的分辨率。
40.所述正切精调机构的内孔与轴配合面的120
°
位置处布有三个接触面,轴系的锁紧手轮转动时,内孔的三个接触面向内挤压轴,从而产生锁紧效果。
41.其中,轴系的精调手轮作用于正切精调机构旋转臂的一侧,通过转动精调手轮在正切方向给旋转臂施加一个切向位移,推动轴系旋转一个对应角度,精调锁紧环将精调手轮的旋转运动转为对应轴的旋转运动;精调手轮作用的旋转臂的另一侧为压簧结构,向旋转臂提供反向作用力,用于稳固精调手轮的作用效果;精调离合手轮的转轴作用于正切精调机构的另一侧,通过转动精调离合手轮改变轴系精调的转动范围;所述切向位移与旋转角度的对应关系由旋转臂的长度与精调离合手轮共同决定。
42.方位轴编码器140、井斜轴编码器240和工具面轴编码器330均为光栅传感器,用于三个转动轴系的角度测量,光栅传感器采用特制的玻璃光栅与无磁读数头组成,使用五读数头的布局模式,配合上位机软件6带有的谐波误差补偿算法,提高测量精度;如图3所示,五读数头布局具体为:在光栅上设有五个相同的读数头,分为两组进行读数,一组包含三个读数头,以120
°
等分布的形式安装,另一组两个读数头以180
°
水平分布的形式安装,从硬件上抑制安装对称误差、倾斜误差、安装间隙和变形等造成的各阶谐波误差,提高整个系统的测量精度。结合软件上的误差补偿算法实现系统的高精度测量,测量系统还作为系统跟踪控制单元的角位置反馈模块。在此基础上,事先采用更高精度的测角系统对测角单元误差数据进行标定采集,并从软件上采用谐波拟合算法对误差数据进行拟合和实时补偿,采用谐波模型进行测角误差拟合,通过傅里叶变换,用傅里叶级数近似表示误差标定数据,并计算出各阶谐波幅值和相位,取其中谐波幅值大于光栅分辨率的谐波阶次(本方法能够包含更多的谐波阶次,并减小谐波幅值较小的随机误差),构建谐波误差补偿曲线该方法所用的谐波函数包含的阶次越多,误差补偿包含的频谱范围越广,补偿效果就越好,在实际中为了提高效率,选取权重较大的阶次参与误差补偿,相应的补偿效果也能满足大多数测量的精度需求。
43.方位轴轴承130采用一对角接触陶瓷轴承,轴承采用隔圈轴向分开约10mm的距离,
通过设置该间隔距离,使得两个轴承间的轴承套直径比轴承外径略低,可方便轴承的安装,避免轴承安装时损坏或降低精度,同时增强扩大距离可增加轴承系统的受力能力;所述井斜轴轴承230在左半轴采用两套陶瓷轴承,右半轴采用一套陶瓷轴承,轴承背对背预紧成套使用;具体应用中,井斜轴左半轴201的两套陶瓷轴承选用7920acp6型号,井斜轴右半轴202的一套轴承选用7920acp6型号。
44.所述工具面轴轴承320采用一对角接触陶瓷轴承,安装方式与方位轴轴承130相同。具体应用中,轴承材料采用7920acp6型陶瓷轴承,该轴承具有径向定向和轴向双向止推功能,为了增加轴承刚度和提升轴系精度,轴承采用隔圈轴向分开一定距离。
45.如图5所示,v型夹具360下端采用v型槽,上端采用旋紧机构连接有同样的v型垫片,v型夹具360通过旋紧机构向内转动使被测件4固定于工具面轴300中心,夹具可以保证被测件4与主轴一起旋转;v型夹具360通过螺钉与自转轴配合,更换不同厚度的v型垫片对不同直径的被测件4进行测量。在具体设计中,考虑到五种不同直径的负载,可通过配备五套不同尺寸的垫片来配合v型夹具360进行固定。
46.在具体设计中,所有的调节手轮采用同一型号,以方位轴100为例,方位轴精调手轮111螺距为0.5mm,即手轮旋转1%圈,转化位移为5um,旋转臂长度约0.2m,转化为旋转角度约为5
″
,因此方位轴精调手轮111旋转1%圈,方位轴100旋转5
″
,精调手轮直线运动范围约25mm,对应轴系精调范围约7
°
,为了实现反向运动,手轮的另一侧为压簧结构,对旋转臂施加反向作用力。方位轴100置于方位轴系中央,采用一对角接触陶瓷轴承支撑,并配有内压圈和外压圈进行辅助固定,轴承采用隔圈轴向分开一定距离。在方位轴基座120的底盘上,装有三组调平地脚121,其水平调整能力在30
″
以内,可以配合二维的水平传感器122进行辅助调平。
47.上述,三轴无磁转台装置采用的主要材料为:铝合金7a04、铝合金6061、铍青铜qbe2、黄铜h62等无磁材料,避免了地磁场及其它磁场对测量结果的影响,能够实现测量区域的磁场畸变在20nt以内。
48.该系统的具体操作方式如下:工作人员在使用时,首先根据二维水平传感器122的显示情况使用三组调平地脚121对转台装置进行水平调整,确保线缆连接无误后打开控制盒5开关,将直杆式角度传感器即被测件4装于工具面轴300中,并选择合适的垫片进行固定,固定完成后即可通过调节组件来调整三轴角度,三轴系的角度调整方式相同,以工具面轴系为例,先转动工具面轴粗调手轮310进行轴系粗调,再通过工具面轴锁紧手轮313将轴系锁紧,之后旋转工具面轴精调离合手轮312确定精调传动比,最后使用工具面轴精调手轮311完成精调,角度调整完成后可以通过装置表壳上的刻度盘和差分盘直接读数,为获取高精度测量数据,三轴系上装有的光栅传感器的测量数据会通过控制盒5传输到上位机,并最终显示在特定的上位机软件6中,使得测试工作更加简便和易于操作。
49.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1