一种恒温恒压的高速摩擦装置及其使用方法
1.本发明涉及实验设备技术领域,尤其是一种恒温恒压的高速摩擦装置及其使用方法。
背景技术:
2.金属切削过程中,存在工件材料被动升温和主动升温的工况。在常规切削过程中,工件材料发生高速剧烈塑性变形,由于变形速度快,热量在短时间内在工件内部积累,并引起强烈的绝热温升,在特殊切削工况如激光辅助切削,采用激光对工件材料进行主动加热,从而改变难加工材料的机械特性,实现高速高效加工。上述两种工况下,温度的升高都会使工件材料发生热软化,从而影响切削加工机理。同时不同工艺参数组合下刀具和切屑之间的粘结滑移状态将发生变化,影响二者的接触压力,进而对刀具的摩擦磨损状态产生影响。由于目前应用的摩擦实验机大多无法同时满足恒温恒压的环境,因此,设计恒温恒压环境下的摩擦实验装置,分析不同温度,不同接触压力条件下的工件材料与刀具基体材料之间的摩擦学行为,有助于深入理解切削加工过程刀具和工件的相互作用机理,改善刀具摩擦磨损状态,优化切削加工工艺参数。
3.同时目前摩擦实验设备缺少精准控温装置,且未考虑到表面粗糙度和不平度对于摩擦副相互作用力的影响。由于金属切削过程中刀-屑接触面的温升是由于剪切带的材料大变形和刀-屑之间的摩擦共同引起的,通过加热装置提高摩擦界面的温度,可以更加接近切削过程中的摩擦环境。在实验过程中,摩擦盘与销发生摩擦作用,两种试样表面将发生一定的材料塑性流动,从而使摩擦盘表面可能存在微观的高低起伏,改变了原始摩擦盘表面粗糙度和不平度,进而影响销-摩擦盘之间的相互作用力。为了准确控制销和摩擦盘的相互作用力,需要时刻调节气缸活塞杆的伸出量。
4.目前的实验设备不易实现上述需求,需要改进。
技术实现要素:
5.本发明提出一种恒温恒压的高速摩擦装置及其使用方法,通过pid控制,可以在实验中实现摩擦界面温度和接触压力的精准控制,且可以快速加热,快速更换试样,有效提高了实验的可靠性和效率。
6.本发明采用以下技术方案。
7.一种恒温恒压的高速摩擦装置,用于金属切削的刀-屑接触摩擦实验,所述摩擦装置包括摩擦副和对其加热的加热组件,还包括plc、测量摩擦副摩擦力的测力仪(2)、测量摩擦副摩擦界面温度的热红外成像仪(15);摩擦副包括由销夹具(8)固定的销(11),还包括由外部机构驱动旋转的摩擦盘(12);销夹具的移动由带伺服阀(17)的气缸(4)驱动;所述plc与加热组件相连,按温度测量结果来控制对销的加热,以使摩擦副摩擦面的温度恒定;所述plc与伺服阀相连,按摩擦力测量结果,通过控制气缸进气来控制气缸对销的输出压力,使销与摩擦盘间的压力恒定。
8.所述测力仪通过底板(1)安装于外部机构的滑座(14)处,加热组件以加热线圈(9)对销加热;测力仪上方安装有带导轨(7)的夹板(3);所述导轨上安装有滑块(6);所述滑块处设有加热线圈和与之相连的电压控制器(10)。
9.所述外部机构为机床。
10.所述加热线圈的热输出面朝向销的末端与中点之间的部位,以避免干扰热红外成像仪的热成像;加热线圈对销的上半段部位加热,经销本体的热传导使销整体升温;所述加热线圈与销之间的距离通过移动滑块来调整。
11.所述销夹具安装于气缸的活塞杆(5)处;销夹具以紧固件固定销,使销的前端与摩擦盘接触,机床以三爪卡盘(13)固定摩擦盘并驱动其旋转。
12.一种恒温恒压的高速摩擦装置对摩擦副摩擦界面的温度进行精准控制的方法,采用以上所述的高速摩擦装置,具体包括以下步骤:步骤a1、plc通过红外热像仪对销的温度进行测量,得到摩擦界面的温度t1,将温度指令信号ts与销实测温度信号t1进行比较,得到其误差值e1、误差值的一阶导数e2以及误差值的历史积分e3;步骤a2、将上述误差信息e1、e2、e3送入plc的温度控制器(16),plc的温度控制器对误差信息进行pid运算;步骤a3、plc控制器经过pid运算后,将随误差信息变化的信号输入到电压控制器,通过控制加热线圈的电压,实现对销的不同加热程度,结合销的散热过程,从而使销的温度达到设定值。
13.一种恒温恒压的高速摩擦装置对摩擦副相互作用力精密控制的方法,采用以上所述的高速摩擦装置,方法包括以下步骤;步骤b1、销和摩擦盘在实验过程中相互作用,plc通过测力仪获得沿机床轴线方向的力,通过作用力和压力的转换公式,得到正压力p1,将压力指令信号ps与正压力p1进行比较,得到其误差值e1、误差值的一阶导数e2,以及误差值的历史积分e3;步骤b2、将上述误差信息e1、e2、e3输入plc的压力控制器(18),plc的压力控制器对误差信息进行pid运算;步骤b3、plc的压力控制器经过pid运算后,输出随误差信息变化的电压或电流模拟量,控制伺服阀的打开程度来调节气缸气源的气泵(19)的输气量,以调节气缸活塞杆的伸出量,从而调节销和摩擦盘之间的相互作用力,以达到设定的压力控制指令的目的。
14.所述测力仪包括kistler力传感器。
15.一种恒温恒压的高速摩擦装置在金属切削的刀-屑接触摩擦实验中的使用方法,采用以上所述的高速摩擦装置,所述机库为车床,包括以下步骤;步骤c1、移动车床的滑座,调整滑块的位置,保证加热线圈位于实验所需的位置;步骤c2、机床主轴转动,输入温度指令信号ts和压力指令信号ps,加热线圈和气缸开始工作,plc通过伺服阀控制活塞杆的进给量,使销与摩擦盘接触;步骤c3、在plc的温度控制器和plc的压力控制器的调控下,摩擦界面的实测温度t1和压力p1迅速达到指令温度ts和压力ps,并保持稳定,此时开始记录实验数据;步骤c4、实验结束时,伺服阀控制活塞杆退回,销与摩擦盘分离。同时电压控制器逐渐降低加热线圈中的电压至零,使加热线圈停止工作;移动车床的滑座和滑块,保证销远
离加热线圈和摩擦盘,以方便销的更换。
16.步骤c5、当进行下一组实验参数的实验时,更换完销之后即可按照步骤c1进行。同时需要通过移动车床滑座,调整销与摩擦盘回转中心的距离,通过调整销与摩擦盘回转中心的距离和调整车床主轴转速,可以获得不同线速度下的摩擦实验,并且不需要更换摩擦盘。
17.所述刀-屑接触摩擦实验中,销的材料对应切削过程中的工件材料,摩擦盘的材料对应切削过程中的刀具材料;加热线圈基于感应原理对销加热,引起的温升对应切削过程中由于材料大变形引起的温升,销-盘摩擦温升对应切削过程中由于刀-屑加工过程引起的温升。
18.步骤c5中,在销或摩擦盘的材料不更改的情况下,一个摩擦盘可进行多组实验。
19.本发明装置有以下有益效果:1、结构简单,可快速实现试验平台的搭建;相比于一般的摩擦试验机,本发明装置基于车床搭建,稳定性更高;2、感应加热装置结构简单,可以通过感应原理(红外线热辐射或电磁涡流效应)实现销的快速加热,节省了实验时间;一个摩擦盘可进行多组实验参数的实验,提高了实验效率;3、通过pid控制对温度和接触压力进行精准控制,保证了实验结果的可靠性。
20.本发明在实验过程中仅对销进行加热,因此无须大直径的摩擦盘和大直径的加热线圈,避免了因装置笨重而增大危险系数。
附图说明
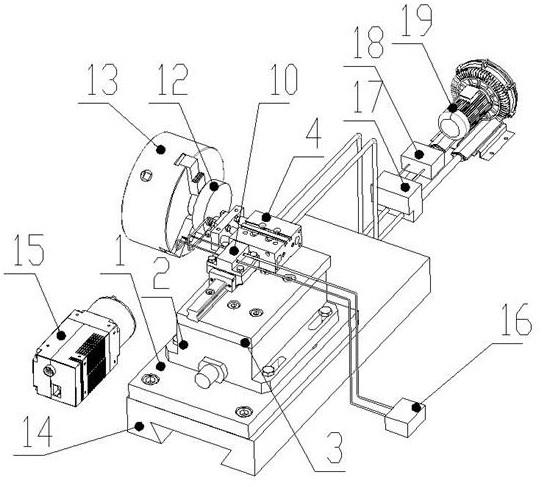
21.下面结合附图和具体实施方式对本发明进一步详细的说明:附图1是本发明所述装置的示意图;附图2是测力仪的安装示意图;附图3是加热组件的安装示意图;附图4是摩擦副的安装示意图;附图5是温度调控示意图;附图6是压力调控示意图;附图7是测温过程示意图;图中:1-底板、2-测力仪、3-夹板、4-气缸、5-活塞杆、6-滑块、7-导轨、8-销夹具、9-感应线圈、10-电压控制器、11-销、12-摩擦盘、13-三爪卡盘、14-车床滑座、15-热红外成像仪、16-plc的温度控制器、17-伺服阀、18-plc的压力控制器、19-气泵。
具体实施方式
22.如图所示,一种恒温恒压的高速摩擦装置,用于金属切削的刀-屑接触摩擦实验,所述摩擦装置包括摩擦副和对其加热的加热组件,还包括plc、测量摩擦副摩擦力的测力仪2、测量摩擦副摩擦界面温度的热红外成像仪15;摩擦副包括由销夹具8固定的销11,还包括由外部机构驱动旋转的摩擦盘12;销夹具的移动由带伺服阀17的气缸4驱动;所述plc与加热组件相连,按温度测量结果来控制对销的加热,以使摩擦副摩擦面
的温度恒定;所述plc与伺服阀相连,按摩擦力测量结果,通过控制气缸进气来控制气缸对销的输出压力,使销与摩擦盘间的压力恒定。
23.所述测力仪通过底板1安装于外部机构的滑座14处,加热组件以加热线圈9对销加热;测力仪上方安装有带导轨7的夹板3;所述导轨上安装有滑块6;所述滑块处设有加热线圈和与之相连的电压控制器10。
24.所述外部机构为机床。
25.所述加热线圈的热输出面朝向销的末端与中点之间的部位,以避免干扰热红外成像仪的热成像;加热线圈对销的上半段部位加热,经销本体的热传导使销整体升温;所述加热线圈与销之间的距离通过移动滑块来调整。
26.所述销夹具安装于气缸的活塞杆5处;销夹具以紧固件固定销,使销的前端与摩擦盘接触,机床以三爪卡盘13固定摩擦盘并驱动其旋转。
27.一种恒温恒压的高速摩擦装置对摩擦副摩擦界面的温度进行精准控制的方法,采用以上所述的高速摩擦装置,具体包括以下步骤:步骤a1、plc通过红外热像仪对销的温度进行测量,得到摩擦界面的温度t1,将温度指令信号ts与销实测温度信号t1进行比较,得到其误差值e1、误差值的一阶导数e2以及误差值的历史积分e3;步骤a2、将上述误差信息e1、e2、e3送入plc的温度控制器16,plc的温度控制器对误差信息进行pid运算;步骤a3、plc控制器经过pid运算后,将随误差信息变化的信号输入到电压控制器,通过控制加热线圈的电压,实现对销的不同加热程度,结合销的散热过程,从而使销的温度达到设定值。
28.一种恒温恒压的高速摩擦装置对摩擦副相互作用力精密控制的方法,采用以上所述的高速摩擦装置,方法包括以下步骤;步骤b1、销和摩擦盘在实验过程中相互作用,plc通过测力仪获得沿机床轴线方向的力,通过作用力和压力的转换公式,得到正压力p1,将压力指令信号ps与正压力p1进行比较,得到其误差值e1、误差值的一阶导数e2,以及误差值的历史积分e3;步骤b2、将上述误差信息e1、e2、e3输入plc的压力控制器18,plc的压力控制器对误差信息进行pid运算;步骤b3、plc的压力控制器经过pid运算后,输出随误差信息变化的电压或电流模拟量,控制伺服阀的打开程度来调节气缸气源的气泵19的输气量,以调节气缸活塞杆的伸出量,从而调节销和摩擦盘之间的相互作用力,以达到设定的压力控制指令的目的。
29.所述测力仪包括kistler力传感器。
30.一种恒温恒压的高速摩擦装置在金属切削的刀-屑接触摩擦实验中的使用方法,采用以上所述的高速摩擦装置,所述机库为车床,包括以下步骤;步骤c1、移动车床的滑座,调整滑块的位置,保证加热线圈位于实验所需的位置;步骤c2、机床主轴转动,输入温度指令信号ts和压力指令信号ps,加热线圈和气缸开始工作,plc通过伺服阀控制活塞杆的进给量,使销与摩擦盘接触;步骤c3、在plc的温度控制器和plc的压力控制器的调控下,摩擦界面的实测温度t1和压力p1迅速达到指令温度ts和压力ps,并保持稳定,此时开始记录实验数据;
步骤c4、实验结束时,伺服阀控制活塞杆退回,销与摩擦盘分离。同时电压控制器逐渐降低加热线圈中的电压至零,使加热线圈停止工作;移动车床的滑座和滑块,保证销远离加热线圈和摩擦盘,以方便销的更换。
31.步骤c5、当进行下一组实验参数的实验时,更换完销之后即可按照步骤c1进行。同时需要通过移动车床滑座,调整销与摩擦盘回转中心的距离,通过调整销与摩擦盘回转中心的距离和调整车床主轴转速,可以获得不同线速度下的摩擦实验,并且不需要更换摩擦盘。
32.所述刀-屑接触摩擦实验中,销的材料对应切削过程中的工件材料,摩擦盘的材料对应切削过程中的刀具材料;加热线圈基于感应原理对销加热,引起的温升对应切削过程中由于材料大变形引起的温升,销-盘摩擦温升对应切削过程中由于刀-屑加工过程引起的温升。
33.步骤c5中,在销或摩擦盘的材料不更改的情况下,一个摩擦盘可进行多组实验。
34.本例中,摩擦界面的温度通过红外热像仪15测量,热红外成像仪15、温度plc控制器16、电压控制器10、加热线圈9构成闭环控制回路,调控摩擦界面的温度。
35.本例中,摩擦界面的压力通过测力仪2测量,摩擦组件、测力仪2、压力plc控制器18和伺服阀17构成闭环控制回路,调控摩擦界面的压力。
36.本例中,所述测力仪型号为kistler 9257b,通过t型螺栓与底板与车床滑座连接;所述夹板上有沉头孔,通过内六角螺栓与车床滑座连接。
37.本例中,所述销夹具上有销孔,孔螺纹。销置于销孔内,通过孔螺纹内的螺栓夹紧。
38.本例中,所述导轨-滑块通过内六角螺栓安装于夹板上,滑块上方安装有电压控制器;电压控制器前端连接加热线圈两极,后端连接温度plc控制器;摩擦界面的温度通过热红外成像仪测量,热红外成像仪、温度plc控制器、电压控制器、加热线圈构成闭环控制,调节摩擦界面的温度。
39.本例中,所述气缸连接伺服阀,伺服阀连接压力plc控制器和气泵。摩擦组件、测力仪、压力plc控制器和伺服阀构成闭环控制,调节摩擦界面的接触压力。
40.本例中,加热线圈环绕于销处。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1