快速检测PE管道热熔对接翻边的方法与流程
快速检测pe管道热熔对接翻边的方法
技术领域
1.本发明涉及pe管道检测,特别是一种快速检测pe管道热熔对接翻边的方法。
背景技术:
2.在工程施工中,pe管道的使用越来越多,两段pe管道的连接采用热熔焊接,焊接后会产生沿pe管道圆周的翻边。施工规范要求,对热熔接头进行100%的翻边对称性和接头对正性检验,翻边的对称性检测是中间焊缝的最低点不能低于管材的外表面,接头对正性检验的是焊缝两侧紧邻翻边外圆周的任何一处错边量。目前,常规方法采用钢尺或卡尺进行检验,无法快速准确判断pe管道热熔对接连接质量,检验效率低。授权公告号为cn211346618u的中国实用新型专利公开了一种pe管翻边检测尺,包括检测尺本体,检测尺本体上开有若干检测部,该实用新型的检测部为固定尺寸的缺口,不能检测翻边的对称性检测,不能准确检测错边量。
技术实现要素:
3.本发明旨在解决上述技术问题,从而提供一种快速检测pe管道热熔对接翻边的方法,提高检测效率和准确性。
4.本发明解决其技术问题,采用的技术方案是:一种快速检测pe管道热熔对接翻边的方法,包括如下步骤:步骤a、制作检测尺检测尺包括主尺本体、定位针、第一游标尺、第二游标尺和测杆,主尺本体为中间设有间隙的双层面板结构,主尺本体对称开设镂空的第一格孔和第二格孔,主尺本体的中间设有外伸的定位针,主尺本体的中框设有刻度;第一格孔和第二格孔内分别装设与第一游标尺和第二游标尺,两个游标尺置于双层面板的间隙内且通过滑动机构与主尺本体连接,第一游标尺和第二游标尺的游标块分别分别装设第一测杆和第二测杆;步骤b、验尺,第一测杆和第二测杆的外端与定位针的外端平齐时,两个游标尺的游标块的指针指向刻度的零位;步骤c、检测尺放置于pe管道上,定位针的外端置于两侧翻边的焊缝正中;步骤d、纵向拨动第一游标尺和第二游标尺的游标块,使第一测杆和第二测杆从两侧贴近翻边的侧面;步骤e、径向拨动第一游标尺和第二游标尺的尺杆,第一测杆和第二测杆的外端贴合pe管道的管壁;步骤f、读数从刻度上读出指针指向的刻度值,读数为正值,即焊缝的最低点高于pe管道的外圆周面,读数为负值,即焊缝的最低点低于pe管道的外圆周面;步骤g、判定翻边对称性检测结果读数为负值,焊接不合格,读数为正值,确定对称性的测量值是否符合规范要求;
如果两个测杆之间存在差值,该差值为对正性的错边量,确定错边量是否符合规范要求。
5.采用上述技术方案的本发明与现有技术相比,有益效果是:对接头进行 100% 的翻边对称性、接头对正性检测,检测快捷准确,提高检测效率,保证施工质量。
6.进一步的,本发明的优化方案是:所述滑动机构包括端板、中间板和滑块,两层面板之间的两端分别固接端板,两层面板之间的中间固接中间板,端板内板面的两端、中间板两板面的两端开设平行于主尺本体宽度方向的滑槽,两个游标尺尺杆的两端的侧面分别固接与滑槽配合的圆形的滑块。
7.所述第一测杆和第二测杆的截面为矩形或圆形。
8.所述定位针的外端开有刃尖结构,测杆平行于定位针。
附图说明
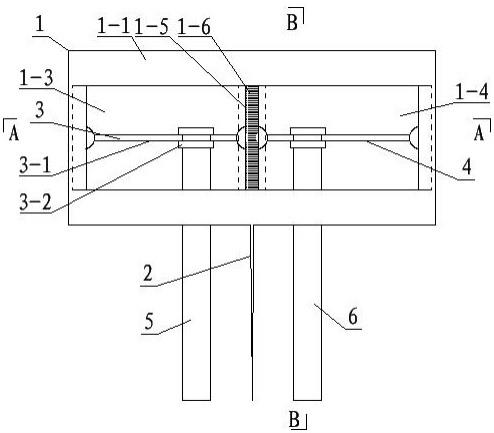
9.图1是本发明实施例的主视图;图2是图1的a-a剖视图;图3是图1的b-b剖视图;图4是本发明实施例的主尺本体结构示意图;图5是本发明实施例的游标尺结构示意图;图6 是本发明的测量状态的主视图;图7是图6的俯视图;图8是图6的左视图。
10.图中:主尺本体1;第一面板1-1;第二面板1-2;第一格孔1-3;第二格孔1-4;中框1-5;刻度1-6;滑槽1-7;端板1-8;连接杆1-9;中间板1-10;定位针2;第一游标尺3;尺杆3-1;游标块3-2;滑块3-3;第二游标尺4;第一测杆5;第二测杆6;pe管道7;翻边7-1。
具体实施方式
11.下面结合附图和实施例进一步详述本发明。
12.一种快速检测pe管道热熔对接翻边的方法,按如下步骤进行:步骤a、制作检测尺检测尺主要由主尺1、第一游标尺3和第二游标尺4构成(图1-图5所示),主尺本体1为长方形,其为双层结构,其主要由第一面板1-1和第二面板1-2构成,第一面板1-1和第二面板1-2的左右两端之间焊接端板1-8,两个面板的上端之间焊接连接杆1-9,第一面板1-1和第二面板1-2之间留设间隙;主尺本体1对称开设镂空的第一格孔1-3和第二格孔1-4,中框1-5位于第一格孔1-3和第二格孔1-4的中间,中框1-5刻有刻度1-6,刻度1-6沿主尺本体1的宽度方向布设。主尺本体1下端的长边焊接外伸的定位针2,定位针2呈长方形,其外端开有刃尖结构,定位针2的宽度方向与主尺本体1厚度方向一致,定位针2位于主尺本体1的中间;第一格孔1-3和第二格孔1-4内分别装设第一游标尺3和第二游标尺4,第一游标尺3和第二游标尺4对称于定位针2,第一游标尺3由尺杆3-1、游标块3-2和滑块3-3构成,尺杆3-1开设纵向的长孔,游标块3-2呈工字形,游标块3-2的竖直部置于该沿长孔内并沿长孔纵
向滑动,长孔的一端敞口,安装游标块3-2后焊接限位块,两个游标尺的游标块3-2的移动方向平行与主尺本体1的长度方向。第一游标尺3和第二游标尺4分别通过滑动机构与主尺本体1滑动连接,滑动机构包括端板1-8、中间板1-10和滑块3-3,端板1-8内板面的两端、中间板1-10两板面的两端分别开设滑槽1-7,滑槽1-7平行于主尺本体宽度方向,两个游标尺尺杆3-1两端的侧面分别焊接滑块3-3,滑块3-3与滑槽1-7配合,第一游标尺3和第二游标尺4的尺杆3-1在主尺本体1上沿其宽度方向滑动,每条滑槽1-7的下端焊接挡块;第一游标尺3的游标块3-2安装第一测杆5,第二游标尺4的游标块3-2安装第二测杆6,第一测杆5和第二测杆6的外端沿定位针2的方向伸出主尺本体1,第一测杆5和第二测杆6平行于定位针2,第一测杆5和第二测杆6的截面为矩形或圆形。第一游标尺3和第二游标尺4的游标块3-2分别装设指针,指针指向刻度1-6;步骤b、验尺,第一测杆5和第二测杆6的外端与定位针2的外端平齐时,两个游标尺的游标块3-2的指针指向刻度1-6的零位;步骤c、检测尺放置于pe管道7上,定位针2的外端的刃尖结构置于两侧翻边7-1的焊缝正中;步骤d、纵向拨动第一游标尺3和第二游标尺4的游标块3-2,使第一测杆5和第二测杆6从两侧贴近翻边7-1的侧面;步骤e、径向拨动第一游标尺3和第二游标尺4的尺杆3-1,第一测杆5和第二测杆6的下端贴合pe管道7的管壁;步骤f、读数从刻度1-6上读出指针指向的刻度值,读数为正值,即焊缝的最低点高于pe管道7的外圆周面,读数为负值,即焊缝的最低点低于pe管道7的外圆周面;步骤g、判定翻边对称性检测结果读数为负值,焊接不合格;读数为正值,确定对称性的测量值是否符合规范要求;如果两个测杆之间存在差值,该差值为对正性的错边量,确定错边量是否符合规范要求。
13.本发明快捷准确的对接头进行 100% 的翻边对称性、接头对正性检验,提高施工质量控制。
14.以上所述仅为本发明较佳可行的实施例而已,并非因此局限本发明的权利范围,凡运用本发明说明书及附图内容所作的等效结构变化,均包含于本发明的权利范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1